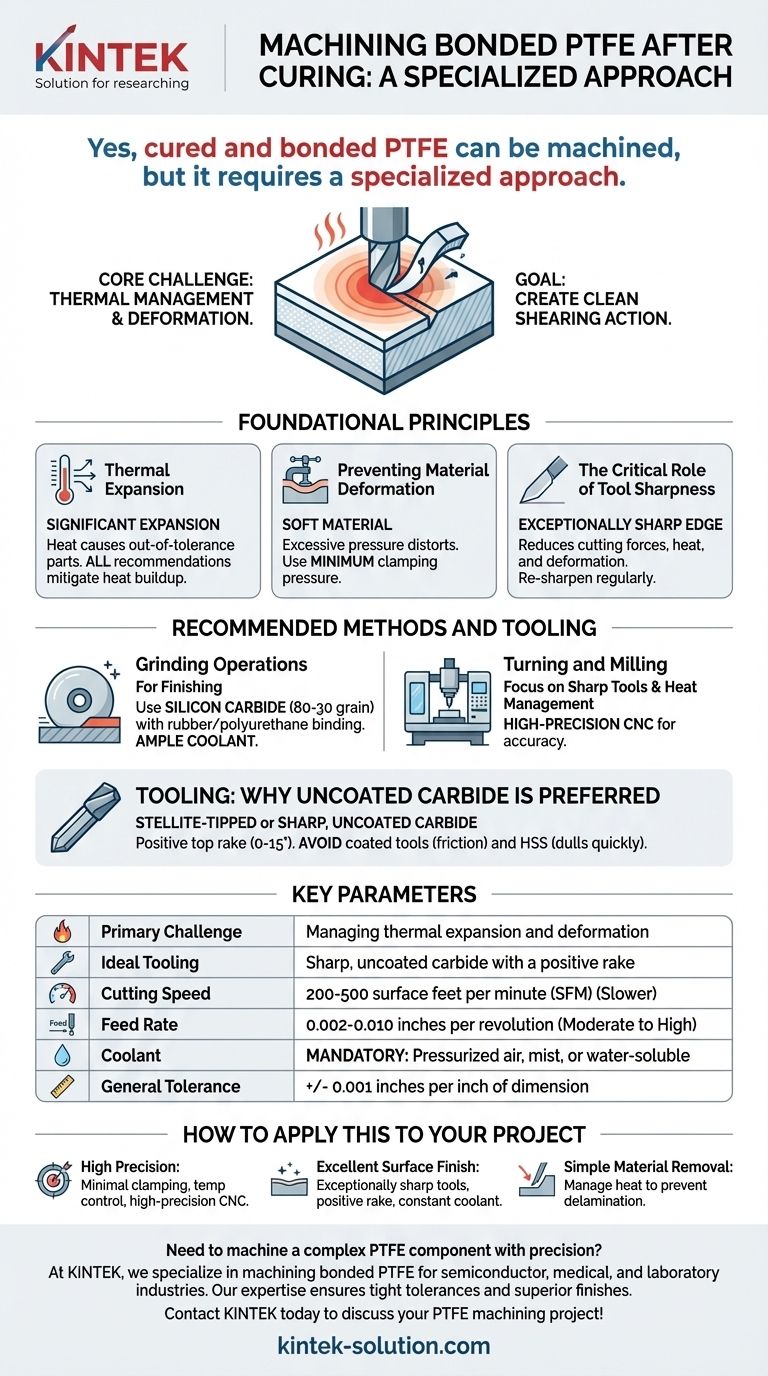
Ja, ausgehärtetes und gebundenes PTFE kann bearbeitet werden, erfordert jedoch einen spezialisierten Ansatz. Der Erfolg hängt davon ab, konventionelle Methoden wie Schleifen, Drehen oder Fräsen anzuwenden und dabei Werkzeuge und Parameter anzupassen, um die einzigartigen Eigenschaften des Materials, wie die hohe Wärmeausdehnung und Weichheit, zu bewältigen.
Die Kernherausforderung bei der Bearbeitung von PTFE liegt nicht in der Materialhärte, sondern im Wärmemanagement und der Verformung. Das Ziel ist die Verwendung außergewöhnlich scharfer Werkzeuge, um eine saubere Scherschnittwirkung zu erzielen, die einen deutlichen Span erzeugt, anstatt das Material zu reiben oder zu schmelzen, was zu schlechten Oberflächen und Maßungenauigkeiten führt.

Grundprinzipien für die Bearbeitung von PTFE
Um PTFE effektiv zu bearbeiten, müssen Sie seine inhärenten Eigenschaften kontrollieren. Die Missachtung dieser Prinzipien ist die Hauptursache für fehlgeschlagene Versuche.
Die größte Herausforderung: Wärmeausdehnung
PTFE dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Die Reibung durch die Bearbeitung kann genügend Wärme erzeugen, um das Teil außerhalb der Toleranz geraten zu lassen, noch bevor der Schnitt abgeschlossen ist.
Alle nachfolgenden Empfehlungen – von der Werkzeugauswahl bis zur Kühlmittelverwendung – dienen dazu, diesen Wärmeaufbau zu mindern.
Verhinderung von Materialverformung
PTFE ist ein weiches Material. Übermäßiger Klemmdruck in einem Schraubstock oder Spannfutter verformt das Teil leicht, was zu ungenauen Endmaßen führt.
Ebenso führen stumpfe Werkzeuge oder aggressive Schnitte dazu, dass das Material gedrückt und verformt wird, anstatt sauber geschnitten zu werden.
Die entscheidende Rolle der Werkzeugschärfe
Eine außergewöhnlich scharfe Schneide ist nicht verhandelbar. Ein scharfes Werkzeug reduziert die Schnittkräfte, was wiederum die Reibungswärme und Materialverformung minimiert.
Werkzeuge sollten regelmäßig nachgeschliffen werden, um diese Schärfe aufrechtzuerhalten, da bereits geringfügiger Verschleiß die Leistung dramatisch verschlechtern kann.
Empfohlene Bearbeitungsmethoden und Werkzeuge
Obwohl Standardmaschinen verwendet werden, sind die Werkzeuge und die Einrichtung spezifisch auf die Anforderungen von PTFE zugeschnitten.
Werkzeuge: Warum unbeschichteter Hartmetall bevorzugt wird
Stellite-bestückte oder scharfe, unbeschichtete Hartmetallwerkzeuge sind die ideale Wahl. Beschichtete Werkzeuge können die Reibung erhöhen, während Schnellarbeitsstahl (HSS) zu schnell abstumpft.
Ein positiver Spanwinkel (zwischen 0 und 15 Grad) am Werkzeug hilft, eine Scherschnittwirkung zu erzeugen und die Schnittkräfte zu reduzieren, was einen saubereren Schnitt fördert.
Schleifvorgänge
Schleifen ist eine gängige und effektive Methode zum Endbearbeiten von ausgehärtetem PTFE.
Verwenden Sie Siliziumkarbid-Schleifscheiben (Körnung 80-30) mit einer Gummi- oder Polyurethanbindung. Für eine feinere Endbearbeitung kann eine Aluminiumoxid-Schleifscheibe verwendet werden. Die Schleifgeschwindigkeit sollte der beim Gusseisen verwendeten ähneln, mit einer offenen Scheibe und reichlich Kühlmittel.
Drehen und Fräsen
Beim Drehen und Fräsen liegt der Fokus weiterhin auf scharfen Werkzeugen und Wärmemanagement. Hochpräzise CNC-Maschinen bieten die erforderliche Kontrolle für genaue und wiederholbare Ergebnisse.
Verständnis der Fallstricke und Schlüsselparameter
Der Erfolg liegt in der Balance mehrerer konkurrierender Faktoren. Wenn einer falsch eingestellt ist, kann dies den gesamten Vorgang beeinträchtigen.
Das Gleichgewicht zwischen Geschwindigkeit und Vorschub
Es besteht eine feine Beziehung zwischen Schnittgeschwindigkeit und Vorschubgeschwindigkeit.
Im Allgemeinen sollten langsamere Schnittgeschwindigkeiten (200-500 Oberflächenfuß pro Minute ist ein Ausgangsbereich) und moderate bis hohe Vorschubgeschwindigkeiten (0,002 bis 0,010 Zoll pro Umdrehung) verwendet werden. Diese Kombination stellt sicher, dass das Werkzeug aktiv einen Span abträgt und nicht an der Oberfläche reibt, was übermäßige Hitze erzeugen würde. Eine zu langsame Vorschubgeschwindigkeit verursacht Reibung; eine zu schnelle kann zu Absplitterungen führen.
Die Bedeutung des Kühlmittels
Ausreichende Kühlung ist zwingend erforderlich. Verwenden Sie Druckluft, ein Nebelsystem oder ein wasserlösliches Kühlmittel, um Wärme und Späne kontinuierlich aus der Schneidzone zu spülen. Dies ist der direkteste Weg, um der Wärmeausdehnung während des Schnitts entgegenzuwirken.
Werkstückspannung und Klemmdruck
Wenden Sie den minimal erforderlichen Klemmdruck an, um das Werkstück sicher zu halten. Dies verhindert, dass sich das Material verzieht oder komprimiert wird, was die Maßgenauigkeit ruinieren würde.
Erreichen enger Toleranzen
Als Faustregel für allgemeine Toleranzen bei PTFE-Teilen gilt +/- 0,001 Zoll pro Zoll der Abmessung. Engere Toleranzen sind erreichbar, erfordern jedoch hochstabile, verstärkte PTFE-Typen und eine akribische Kontrolle des gesamten Bearbeitungsprozesses.
Nach der Bearbeitung: Entgraten
Nach der Bearbeitung weist PTFE scharfe Kanten oder „Gräten“ auf. Diese müssen vorsichtig mit einem scharfen Messer oder einem speziellen Entgratwerkzeug entfernt werden, da sie die Funktion oder Montage des fertigen Teils beeinträchtigen können.
So wenden Sie dies auf Ihr Projekt an
Ihre spezifischen Parameter hängen von Ihrem primären Ziel ab.
- Wenn Ihr Hauptaugenmerk auf hoher Präzision und engen Toleranzen liegt: Priorisieren Sie minimalen Klemmdruck, eine temperaturkontrollierte Umgebung und hochpräzise CNC-Steuerung.
- Wenn Ihr Hauptaugenmerk auf einer ausgezeichneten Oberflächengüte liegt: Betonen Sie die Verwendung außergewöhnlich scharfer, unbeschichteter Hartmetallwerkzeuge mit positivem Spanwinkel und einer konstanten Kühlmittelzufuhr.
- Wenn Ihr Hauptaugenmerk auf dem einfachen Materialabtrag liegt: Sie können flexibler sein, aber die Steuerung der Wärme zur Vermeidung der Delamination der Verbindung bleibt der kritische Faktor.
Letztendlich ist die erfolgreiche Bearbeitung von PTFE ein Prozess der Finesse, der einen Fokus auf scharfe Werkzeuge und thermische Kontrolle belohnt.
Zusammenfassungstabelle:
| Schlüsselparameter | Empfehlung |
|---|---|
| Größte Herausforderung | Steuerung der Wärmeausdehnung und Verformung |
| Ideale Werkzeuge | Scharfes, unbeschichtetes Hartmetall mit positivem Spanwinkel |
| Schnittgeschwindigkeit | 200-500 Oberflächenfuß pro Minute (SFM) |
| Vorschub | 0,002-0,010 Zoll pro Umdrehung |
| Kühlmittel | Druckluft, Nebel oder wasserlösliches Kühlmittel sind zwingend erforderlich |
| Allgemeine Toleranz | +/- 0,001 Zoll pro Zoll der Abmessung |
Müssen Sie eine komplexe PTFE-Komponente präzise bearbeiten?
Bei KINTEK sind wir spezialisiert auf die Bearbeitung von gebundenem PTFE für die Halbleiter-, Medizin- und Laborindustrie. Unsere Expertise im Umgang mit Wärmeausdehnung und im Einsatz spezialisierter Werkzeuge stellt sicher, dass Ihre Teile enge Toleranzen und überlegene Oberflächengüten erfüllen.
Wir bieten kundenspezifische Fertigung von Prototypen bis hin zu Großserienaufträgen. Überlassen Sie uns die Herausforderungen bei der PTFE-Bearbeitung, damit Sie ein zuverlässiges, leistungsstarkes Teil erhalten.
Kontaktieren Sie KINTEK noch heute, um Ihr PTFE-Bearbeitungsprojekt zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Benutzerdefinierte graphitgefüllte PTFE-Stangen für fortschrittliche industrielle Anwendungen
- Spezielle PTFE-Dichtbänder für Industrie und Hochtechnologie
- Korrosionsbeständiges PTFE-Rührwerk und anpassbare gezahnte Dispersionsscheibe für die chemisch-pharmazeutische Mischung
Andere fragen auch
- Wie stellt das strukturelle Design eines PTFE-Blumenkorbs eine gleichmäßige Fluidzufuhr zu den Substraten sicher? Optimieren Sie die Laboreffizienz
- Wie schneiden PTFE-Blumenkörbe im Vergleich zu Trägern aus Quarz oder Edelstahl ab? Maximieren Sie die Kapitalrendite mit Low-TCO-Lösungen
- Welche Faktoren tragen zur langfristigen mechanischen Integrität von PTFE-Blumenkörben unter thermischer Zyklisierung bei? Expertenrat.
- Was ist der Betriebstemperaturbereich für PTFE-Blumenkörbe? Thermische Grenzen und Leistung von -200°C bis +260°C.
- Was ist die Hauptfunktion und Anwendung eines PTFE-Blumenkorbs? Expertenleitfaden für die Hochreinheitsverarbeitung



















