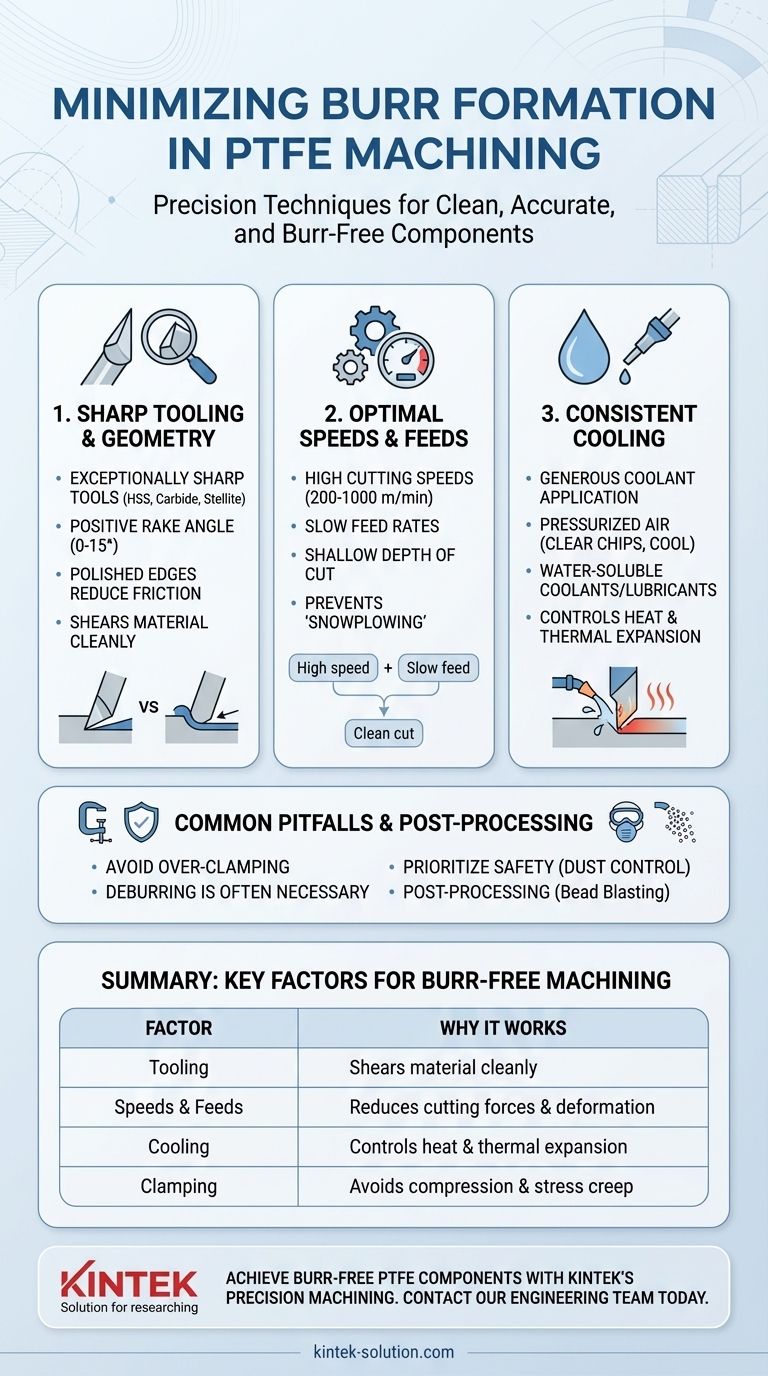
Um die Gratbildung bei der Bearbeitung von PTFE effektiv zu minimieren, müssen Sie außergewöhnlich scharfe Werkzeuge mit positivem Spanwinkel verwenden, hohe Schnittgeschwindigkeiten in Kombination mit langsamen Vorschubgeschwindigkeiten einsetzen und eine konstante Kühlung gewährleisten. Diese drei Elemente wirken zusammen, um das Material sauber zu scheren, anstatt es zu drücken oder zu zerreißen, was die Hauptursache für Grate bei diesem weichen, „gummiartigen“ Polymer ist.
Die Kernherausforderung bei der Bearbeitung von PTFE ist nicht seine Härte, sondern seine Weichheit und sein hoher Wärmeausdehnungskoeffizient. Der Erfolg hängt weniger von einer aggressiven Materialabtragung als vielmehr von einem raffinierten Ansatz ab, der die Neigung des Materials berücksichtigt, sich unter Druck und Hitze zu verformen.

Die einzigartigen Herausforderungen bei der Bearbeitung von PTFE verstehen
Bevor spezifische Techniken angewendet werden, ist es entscheidend zu verstehen, warum sich Polytetrafluorethylen (PTFE) anders verhält als Metalle oder sogar andere Kunststoffe. Seine Eigenschaften sind die Wurzel der häufigen Bearbeitungsprobleme wie der Gratbildung.
Das Problem der Weichheit und Verformung
PTFE ist extrem weich und hat einen geringen Elastizitätsmodul. Anstatt wie ein sprödes Material sauber abzusplittern, neigt es dazu, sich zu verformen, zu dehnen und zu reißen, wenn ein Schneidwerkzeug angesetzt wird. Diese plastische Verformung erzeugt die fusseligen, schwer zu entfernenden Grate entlang der Schnittkante.
Hoher Wärmeausdehnungskoeffizient
PTFE dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Die Reibung eines Schneidwerkzeugs erzeugt lokale Wärme, wodurch sich das Material während des Schnitts ausdehnt und beim Abkühlen wieder schrumpft. Diese thermische Instabilität erschwert das Einhalten enger Toleranzen und kann die Gratbildung verschlimmern, da sich das Material um das Werkzeug herum verformt.
Kriechverhalten und geringe Steifigkeit
Dieses Material neigt zum „Kriechverhalten“ (Stress Creep), was bedeutet, dass es sich im Laufe der Zeit langsam verformt, wenn es unter Druck gehalten wird. Übermäßiger Klemmdruck während der Einrichtung kann das Teil leicht komprimieren, was zu ungenauen Abmessungen und Defekten führt, sobald der Druck nachlässt.
Grundprinzipien für gratfreie Bearbeitung
Die Berücksichtigung der Eigenschaften von PTFE erfordert einen spezifischen und disziplinierten Ansatz. Die Konzentration auf die folgenden drei Bereiche wird die signifikantesten Verbesserungen der Schnittqualität ergeben.
Werkzeug: Schärfe und Geometrie sind vorrangig
Der wichtigste Faktor ist das Schneidwerkzeug selbst. Ein stumpfes oder falsch geformtes Werkzeug drückt das Material, anstatt es zu scheren.
Verwenden Sie Werkzeuge aus Schnellarbeitsstahl (HSS) oder Hartmetall; Stellite-bestückte Werkzeuge sind aufgrund ihrer Verschleißfestigkeit ebenfalls eine ausgezeichnete Option.
Die Schneidkante muss extrem scharf und poliert sein, oft als „rasiermesserscharf“ bezeichnet. Dies reduziert die Reibung und fördert eine saubere Schervorgang.
Verwenden Sie einen positiven Spanwinkel (typischerweise 0–15 Grad). Diese Geometrie hilft, den Span vom Werkstück wegzuheben und reduziert die Schnittkräfte erheblich, wodurch die Materialverformung minimiert wird.
Geschwindigkeiten und Vorschübe: Ein kontraintuitives Gleichgewicht
Die ideale Kombination für PTFE ist eine hohe Schnittgeschwindigkeit und eine langsame Vorschubgeschwindigkeit. Dies mag kontraintuitiv erscheinen, ist aber für einen sauberen Schnitt unerlässlich.
Hohe Schnittgeschwindigkeiten (200 bis 1000 m/min) stellen sicher, dass sich die Werkzeugkante schnell genug bewegt, um das Material zu scheren, bevor es Zeit hat, sich zu verformen.
Langsame Vorschubgeschwindigkeiten verhindern, dass das Werkzeug zu viel Material auf einmal vorschiebt, wodurch Druck und Reibung reduziert werden. Dies gibt dem Werkzeug Zeit, sauber zu schneiden, ohne durch das PTFE zu „pflügen“.
Auch eine geringe Schnitttiefe wird empfohlen, um die Schnittkräfte weiter zu minimieren.
Wärmemanagement: Die Rolle des Kühlmittels
Die Kontrolle der Wärme ist nicht verhandelbar, um die Maßhaltigkeit zu erhalten und Grate zu reduzieren.
Ein großzügiger Einsatz eines Kühlmittels ist entscheidend. Druckluft ist oft wirksam, um Späne zu entfernen und etwas Kühlung zu bieten, ohne chemisch zu reagieren.
Für intensivere Bearbeitungen sind wasserlösliche Kühl- und Schmiermittel sehr wirksam bei der Wärmeableitung und verhindern, dass sich das Material ausdehnt.
Häufige Fallstricke und Nachbearbeitung
Selbst bei perfekter Technik stellt die Beschaffenheit von PTFE hartnäckige Herausforderungen dar, die Wachsamkeit erfordern.
Die Gefahr des Überklemmens
Verwenden Sie niemals den gleichen Klemmdruck für PTFE wie für Metall. Verwenden Sie nur so viel Kraft, wie nötig ist, um das Teil zu sichern. Zu festes Anziehen komprimiert das Material, was zu einem ungenauen Endteil führt, sobald es aus der Vorrichtung gelöst wird.
Die Unvermeidbarkeit des Entgratens
Obwohl die richtige Technik die Grate minimiert, beseitigt sie diese möglicherweise nicht vollständig. Planen Sie einen Entgratungsschritt ein. Scharfe Klingen oder spezielle Entgratwerkzeuge können verbleibendes Material vorsichtig entfernen. Für eine überlegene Oberflächengüte in größerem Maßstab können Nachbearbeitungsmethoden wie Strahlen (Bead Blasting) wirksam sein.
Ein wichtiger Hinweis zur Sicherheit
Die Bearbeitung von PTFE erzeugt feine Staubpartikel, die beim Einatmen gesundheitsschädlich sein können. Arbeiten Sie immer in einem gut belüfteten Bereich, verwenden Sie ein Kühlmittel zur Staubunterdrückung und tragen Sie die entsprechende persönliche Schutzausrüstung, einschließlich einer Maske.
Die richtige Wahl für Ihr Ziel treffen
Ihr Hauptziel sollte bestimmen, welchen Aspekt des Prozesses Sie priorisieren.
- Wenn Ihr Hauptaugenmerk auf der absolut besten Oberflächengüte liegt: Priorisieren Sie rasiermesserscharfe, polierte Werkzeuge mit positivem Spanwinkel und sehr leichte, langsame Schlichtdurchgänge.
- Wenn Ihr Hauptaugenmerk auf der Einhaltung enger Maßtoleranzen liegt: Konzentrieren Sie sich auf aggressives Wärmemanagement mit konstanter Kühlung und akribischer Kontrolle des Klemmdrucks.
- Wenn Ihr Hauptaugenmerk auf der Produktionseffizienz liegt: Implementieren Sie einen strengen Werkzeugwartungsplan, um sicherzustellen, dass Kanten regelmäßig nachgeschärft oder ausgetauscht werden, wodurch eine Qualitätsminderung während eines Laufs verhindert wird.
Letztendlich ist der Umgang mit PTFE mit Präzision und einem tiefen Verständnis seines einzigartigen Verhaltens der Schlüssel zu sauberen, genauen und gratfreien Ergebnissen.
Zusammenfassungstabelle:
| Wesentlicher Faktor | Empfohlene Vorgehensweise | Warum es funktioniert |
|---|---|---|
| Werkzeug | Rasiermesserscharfe Werkzeuge mit positivem Spanwinkel (HSS, Hartmetall) | Scheren des Materials sauber, anstatt es zu drücken/zerreißen |
| Geschwindigkeiten & Vorschübe | Hohe Schnittgeschwindigkeit (200–1000 m/min), langsame Vorschubgeschwindigkeit | Reduziert Schnittkräfte und Materialverformung |
| Kühlung | Großzügige Anwendung von Kühlmittel oder Druckluft | Kontrolliert die Wärme, verhindert thermische Ausdehnung und Schwellung |
| Spannen | Minimale, sanfte Druckanwendung | Vermeidet Materialkompression und Kriechverhalten |
Gratfreie PTFE-Komponenten mit der Präzisionsbearbeitung von KINTEK erreichen
Haben Sie Probleme mit Graten und Maßinstabilität bei Ihren PTFE-Teilen? Die oben beschriebenen Techniken sind Kernbestandteile unseres Fertigungsprozesses. Bei KINTEK sind wir auf die Bearbeitung hochpräziser PTFE-Komponenten spezialisiert – von kundenspezifischen Dichtungen und Auskleidungen bis hin zu komplexem Laborgerät – für die Halbleiter-, Medizin- und Industriebranchen.
Wir verstehen, dass Ihre Anwendung eine makellose Leistung erfordert. Lassen Sie uns unsere Expertise für Sie einsetzen:
- Garantierte Präzision: Wir setzen modernste Anlagen und strenge Protokolle ein, um sicherzustellen, dass jedes Teil Ihren genauen Spezifikationen entspricht.
- Kundenspezifische Fertigung: Von schnellen Prototypen bis hin zu Hochvolumenproduktionen liefern wir konsistente, gratfreie Qualität.
- Materialexpertise: Wir navigieren die einzigartigen Herausforderungen von PTFE, sodass Sie sich auf die Teilezuverlässigkeit konzentrieren können und Zeit sparen.
Bereit für überlegene PTFE-Komponenten? Kontaktieren Sie noch heute unser Ingenieurteam, um Ihre Projektanforderungen zu besprechen.
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Hersteller von kundenspezifischen PTFE-Teilen für Teflon-Behälter und -Komponenten
- Korrosionsbeständiger PTFE-Rührflügel und anpassbare Polytetrafluorethylen-Dispersionsscheibe
Andere fragen auch
- Welche Vorteile bieten PTFE-Blumenkörbe für die Photovoltaik- und Solarenergiebranche? Steigern Sie die Zelleffizienz
- Wie funktioniert ein PTFE-Blumenkorb? Optimieren Sie den Fluidfluss und die Reinheit für chemische Tauchbäder
- Was ist die Hauptfunktion und Anwendung eines PTFE-Blumenkorbs? Expertenleitfaden für die Hochreinheitsverarbeitung
- Wie trägt ein PTFE-Blumenkorb zum effizienten Spülen und Trocknen von Substraten bei? Steigerung der Laboreffizienz
- Welche Faktoren tragen zur langfristigen mechanischen Integrität von PTFE-Blumenkörben unter thermischer Zyklisierung bei? Expertenrat.



















