Um die Verformung von PTFE während der Bearbeitung zu minimieren, müssen Sie extrem scharfe Werkzeuge verwenden, die Wärme durch Kühlmittel regulieren und das Werkstück mit Spannvorrichtungen sichern, die eine breite Auflage ohne übermäßigen Klemmdruck bieten. Der Schlüssel liegt darin, das Material mit Finesse zu behandeln, da seine inhärente Weichheit und die hohe Wärmeausdehnung es anfällig für Verzerrungen unter Hitze und mechanischer Beanspruchung machen.
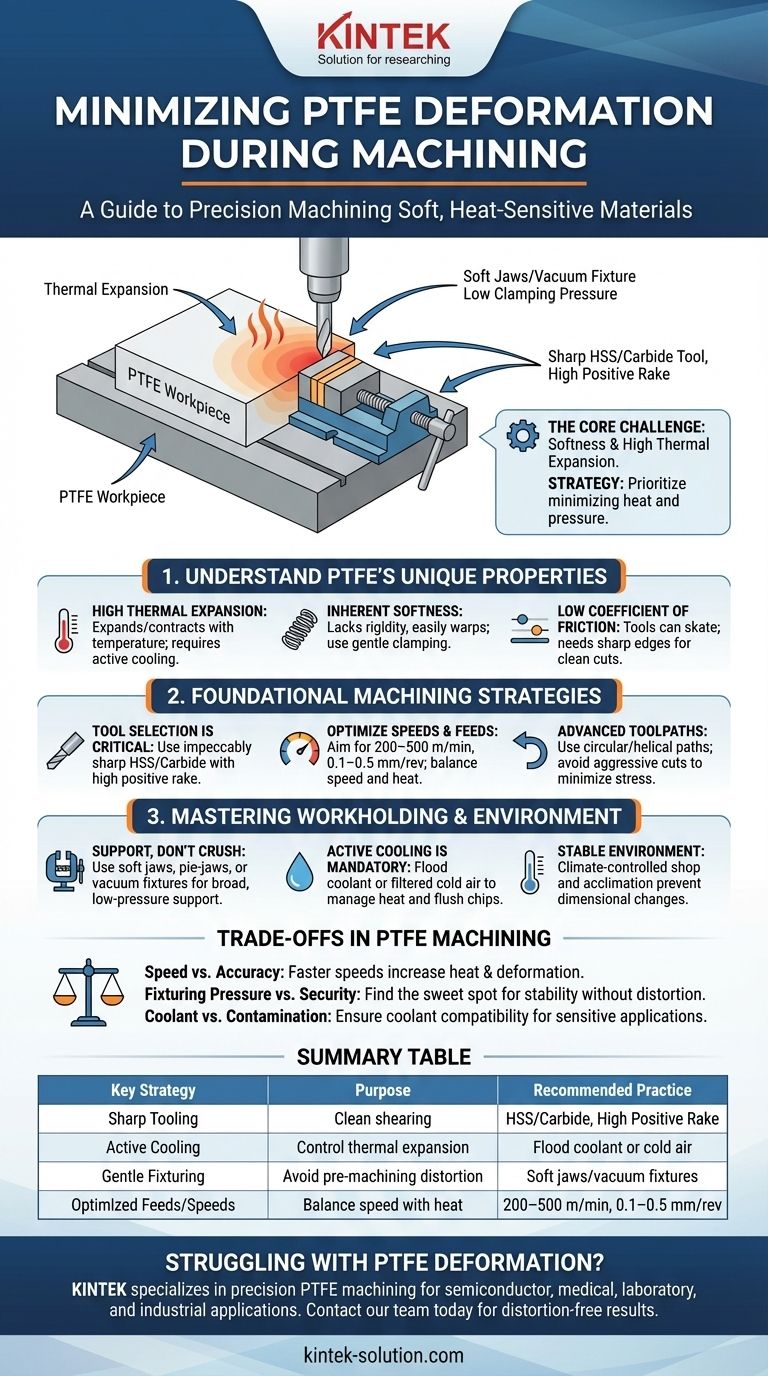
Die Kernherausforderung bei der Bearbeitung von PTFE ist nicht seine Härte, sondern seine Weichheit und hohe Wärmeausdehnung. Der Erfolg hängt von einer Strategie ab, die die Minimierung von Hitze und Druck in jeder Phase priorisiert, vom Spannen und Schneiden bis zum letzten Durchgang.

Die einzigartigen Herausforderungen bei der Bearbeitung von PTFE verstehen
Bevor Lösungen angewendet werden, ist es entscheidend, die Eigenschaften des Materials zu verstehen. Die einzigartigen Merkmale von PTFE sind genau das, was es sowohl wertvoll als auch schwierig präzise zu bearbeiten macht.
Hoher Wärmeausdehnungskoeffizient
PTFE dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Die beim Schneiden erzeugte Wärme kann dazu führen, dass sich das Material verformt, was zu ungenauen Abmessungen führt, sobald es abkühlt.
Diese Eigenschaft macht eine aktive Kühlung nicht nur zu einer Best Practice, sondern zu einer Notwendigkeit, um enge Toleranzen einzuhalten.
Inhärente Weichheit und mangelnde Steifigkeit
Im Gegensatz zu Metallen fehlt PTFE die Steifigkeit, und es kann leicht komprimiert oder verzogen werden. Übermäßiger Klemmdruck durch einen Standard-Schraubstock verformt das Werkstück, bevor der erste Schnitt überhaupt ausgeführt wird.
Diese Weichheit bedeutet auch, dass das Material vom Schneidwerkzeug „weggedrückt“ werden kann, anstatt sauber abzuscheren, insbesondere wenn das Werkzeug stumpf ist.
Geringer Reibungskoeffizient
Obwohl er in seiner endgültigen Anwendung vorteilhaft ist, bedeutet die Rutschigkeit von PTFE, dass Schneidwerkzeuge abrutschen oder reiben können, wenn sie nicht extrem scharf sind, wodurch Reibung und Hitze anstelle eines sauberen Spans entstehen.
Grundlegende Bearbeitungsstrategien
Die Kontrolle der Verformung erfordert einen systematischen Ansatz, der Werkzeuge, Maschineneinstellungen und Schnittstrategie berücksichtigt.
Die entscheidende Rolle der Werkzeugauswahl
Ihre Schneidwerkzeuge müssen makellos scharf sein. Eine stumpfe Kante pflügt durch das Material und erzeugt Hitze und Spannung, anstatt es sauber zu schneiden.
Schnellarbeitsstahl (HSS) oder Hartmetallwerkzeuge mit einem hohen positiven Spanwinkel und einer scharfen, geschliffenen Schneidkante sind ideal, um eine saubere Schneidwirkung zu erzielen.
Optimierung von Vorschub und Geschwindigkeit
Obwohl PTFE schnell geschnitten werden kann, besteht das Ziel darin, Geschwindigkeit und Wärmeerzeugung auszugleichen. Hohe Geschwindigkeiten können dazu führen, dass das Material schmilzt oder sich verformt.
Zielen Sie auf Schnittgeschwindigkeiten zwischen 200–500 m/min und Vorschubraten von 0,1–0,5 mm/Umdrehung ab. Beginnen Sie immer konservativ und passen Sie die Einstellungen basierend auf der Schnittqualität und Spanbildung an.
Erweiterte Werkzeugwegüberlegungen
Wie sich das Werkzeug durch das Material bewegt, ist ebenso wichtig wie seine Geschwindigkeit. Vermeiden Sie aggressive Schnitte über die gesamte Breite, die erhebliche Spannungen auf das Teil ausüben.
Verwenden Sie kreisförmige oder helixförmige Werkzeugwege, um Vibrationen zu minimieren und eine gleichmäßigere Materialabfuhr zu gewährleisten. Bei dünnen Abschnitten verwenden Sie mehrere flache Durchgänge anstelle eines einzigen tiefen.
Beherrschung der Werkstückspannung und der Umgebungssteuerung
Wie Sie das Werkstück halten und die umgebende Umgebung steuern, ist oft der entscheidende Faktor zwischen einem erfolgreichen Teil und einem fehlgeschlagenen.
Das Prinzip „Stützen, nicht quetschen“
Das Hauptziel beim Spannen von PTFE ist es, maximale Unterstützung bei minimalem Klemmdruck zu bieten.
Standardfutter oder Schraubstöcke sind oft ungeeignet. Verwenden Sie stattdessen maßgeschneiderte weiche Backen, Spannbacken (Pie-Jaws) oder Vakuumvorrichtungen, die die Haltekraft über eine größere Oberfläche verteilen, ohne eine Verformung zu verursachen.
Die Notwendigkeit der aktiven Kühlung
Kühlmittel ist zwingend erforderlich, um die Wärmeausdehnung zu kontrollieren. Ein stetiger Kühlmittelfluss, der auf die Schneidkante gerichtet ist, transportiert die Wärme ab, stabilisiert das Werkstück und hilft, Späne auszuspülen.
Für Anwendungen, die eine hohe Reinheit erfordern, kann auch gefilterte Luft als wirksames Kühlmittel dienen.
Aufrechterhaltung einer stabilen Umgebung
Da PTFE so temperaturempfindlich ist, trägt die Bearbeitung in einer klimatisierten Umgebung dazu bei, die Maßhaltigkeit während des gesamten Prozesses zu gewährleisten.
Lassen Sie das Material vor der Bearbeitung auf die Werkstatttemperatur akklimatisieren, um Größenänderungen während des Vorgangs zu vermeiden.
Die Abwägungen verstehen
Jede Entscheidung bei der Bearbeitung von PTFE beinhaltet das Abwägen konkurrierender Faktoren. Die Anerkennung dieser Kompromisse ist der Schlüssel zur Entwicklung eines zuverlässigen Prozesses.
Geschwindigkeit vs. Maßgenauigkeit
Wenn Sie durch Erhöhung der Schnittgeschwindigkeiten auf schnellere Zykluszeiten drängen, wird fast immer mehr Wärme erzeugt. Dies beeinträchtigt direkt die Maßgenauigkeit aufgrund der Wärmeausdehnung. Bei Arbeiten mit engen Toleranzen hat ein kühlerer, langsamerer Schnitt Vorrang.
Spannungsdruck vs. Sicherheit
Dies ist das zentrale Dilemma der Werkstückspannung. Zu wenig Druck und das Teil kann sich während des Schnitts verschieben oder vibrieren, was das Finish ruiniert. Zu viel Druck und das Teil verformt sich, bevor Sie überhaupt beginnen. Deshalb sind spezielle Vorrichtungen mit vollem Kontakt so effektiv.
Kühlmitteleinsatz vs. Teilkontamination
Obwohl Kühlmittel für die thermische Kontrolle unerlässlich ist, kann die Art des Kühlmittels ein Faktor für Teile sein, die in der Medizin-, Lebensmittel- oder Elektronikindustrie verwendet werden. In diesen Fällen kann die Sicherstellung der Kühlmittelverträglichkeit oder die Verwendung sauberer, kalter Luft erforderlich sein.
Die richtige Wahl für Ihr Ziel treffen
Ihr spezifisches Ziel sollte Ihre Bearbeitungsstrategie leiten.
- Wenn Ihr Hauptaugenmerk auf maximaler Maßgenauigkeit liegt: Priorisieren Sie aggressive Kühlung sowie konservative Geschwindigkeiten und Vorschübe, damit das Teil thermisch stabil bleibt.
- Wenn Ihr Hauptaugenmerk auf einer hochwertigen Oberflächengüte liegt: Stellen Sie sicher, dass Ihre Schneidwerkzeuge perfekt scharf mit einem hohen positiven Spanwinkel sind, und verwenden Sie einen leichten, abschließenden „Federweg“, um Materialablenkungen zu beseitigen.
- Wenn Ihr Hauptaugenmerk auf der Bearbeitung dünnwandiger oder empfindlicher Teile liegt: Verwenden Sie spezielle Vakuum- oder kundenspezifisch gegossene Vorrichtungen und setzen Sie Werkzeugwege ein, die die Schnittkräfte minimieren, wie z. B. die Helixinterpolation.
Letztendlich ist die erfolgreiche PTFE-Bearbeitung eine Disziplin der Kontrolle, bei der die Beherrschung von Hitze und Druck der Schlüssel zur Erzielung von Präzision ist.
Zusammenfassungstabelle:
| Schlüsselstrategie | Zweck | Empfohlene Praxis |
|---|---|---|
| Scharfe Werkzeuge | Sauberes Scheren, minimale Reibung | HSS/Hartmetallwerkzeuge mit hohem positivem Spanwinkel verwenden |
| Aktive Kühlung | Kontrolle der Wärmeausdehnung | Kühlmittel oder kalte Luft auf den Schnitt richten |
| Schonende Spannung | Verformung vor der Bearbeitung vermeiden | Weiche Backen, Spannbacken oder Vakuumvorrichtungen verwenden |
| Optimierte Vorschübe/Geschwindigkeiten | Geschwindigkeit gegen Wärmeerzeugung ausgleichen | 200–500 m/min Geschwindigkeit, 0,1–0,5 mm/Umdrehung Vorschub |
Haben Sie Probleme mit PTFE-Verformungen in Ihren Komponenten? KINTEK ist spezialisiert auf die Präzisionsbearbeitung von PTFE für die Halbleiter-, Medizin-, Labor- und Industrieanwendungen. Unsere Expertise in der kundenspezifischen Fertigung – von Prototypen bis hin zu Großserienaufträgen – stellt sicher, dass Ihre Teile ohne Kompromisse die exakten Toleranzen erfüllen. Kontaktieren Sie unser Team noch heute, um Ihre Projektanforderungen zu besprechen und verzugsfreie Ergebnisse zu erzielen.
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Hochreiner PTFE-Filtermembranschneider mit Keramikmesser für die PM2.5-Analyse und anpassbarer Labor-Filterpapiertrenner
Andere fragen auch
- Welche Anpassungsoptionen gibt es für PTFE-Materialien? Passen Sie die Leistung für Ihre Anwendung an
- Wie werden PTFE-Laborbehälter und -geräte typischerweise hergestellt? Ein Blick in den Präzisionsbearbeitungsprozess
- Wie verhalten sich Behälter aus Polytetrafluorethylen (PTFE) in Bezug auf Gaspermeation? Experteneinblicke zur Lösungsmittelaufnahme
- Können PTFE-Teile nach spezifischen Anforderungen angepasst werden? Präzise kundenspezifische PTFE-Komponenten fertigen
- Warum ist bearbeitetes PTFE im medizinischen Bereich beliebt? Unübertroffene Biokompatibilität & Präzision



















