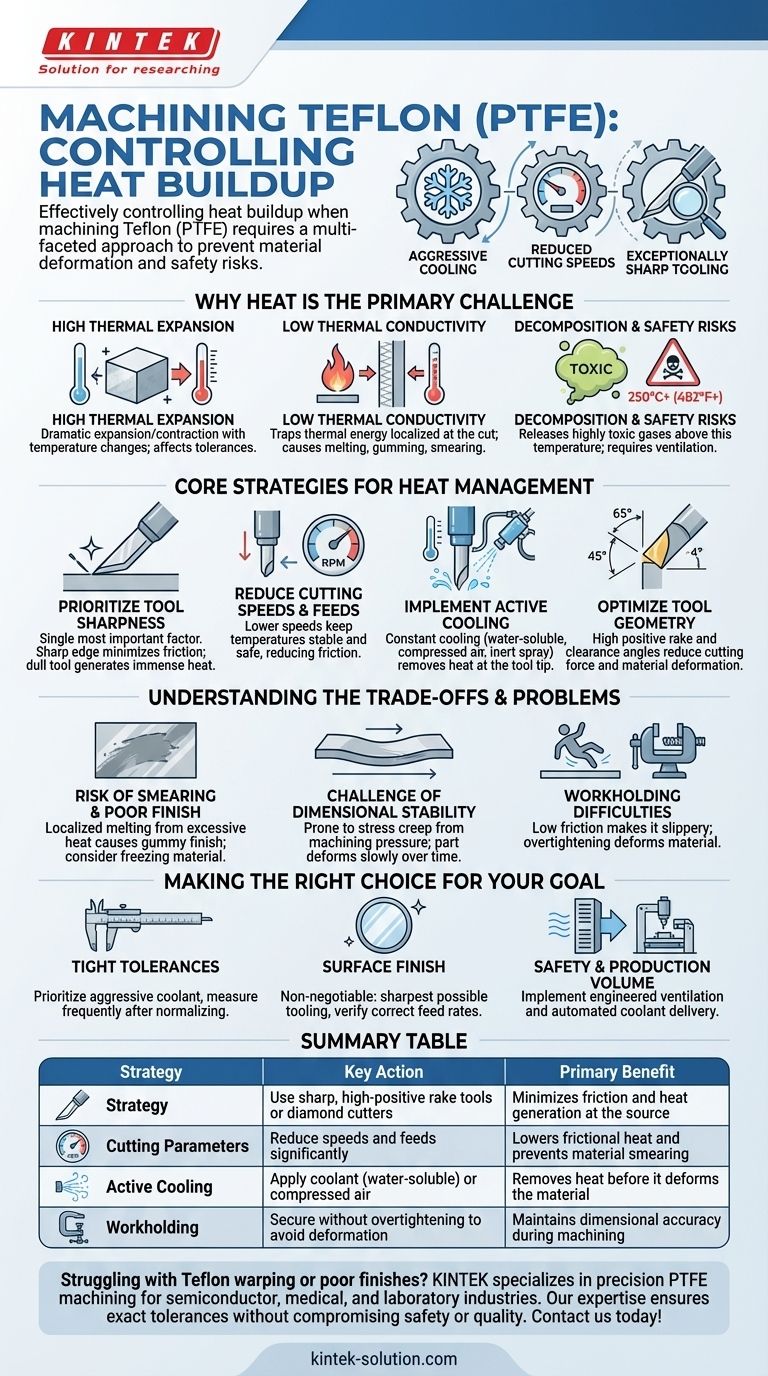
Um den Wärmeaufbau beim Zerspanen von Teflon (PTFE) effektiv zu kontrollieren, müssen Sie einen vielschichtigen Ansatz verfolgen, der aggressive Kühlung, deutlich reduzierte Schnittgeschwindigkeiten und außergewöhnlich scharfe Werkzeuge kombiniert. Diese Methoden wirken zusammen, um sowohl die Erzeugung von Reibungswärme zu minimieren als auch jegliche entstehende Wärme aktiv abzuführen, bevor sie das Material verformen kann.
Die Kernherausforderung bei Teflon liegt in der Kombination aus geringer Wärmeleitfähigkeit und hoher Wärmeausdehnung. Wärme staut sich am Schneidpunkt, was dazu führt, dass sich das Material verzieht, verschmiert und seine Maßhaltigkeit verliert. Daher ist die Wärmeentwicklung wichtiger zu verhindern als die Wärmeabfuhr.

Warum Wärme die größte Herausforderung bei Teflon ist
Das Verständnis der Materialeigenschaften zeigt, warum das Wärmemanagement bei der erfolgreichen Zerspanung nicht nur eine bewährte Methode, sondern eine absolute Notwendigkeit ist.
Hohe Wärmeausdehnung
Teflon dehnt sich bei selbst geringfügigen Temperaturänderungen dramatisch aus und zieht sich zusammen. Ein Teil, das bei erhöhter Temperatur auf präzise Maße bearbeitet wurde, ist außerhalb der Toleranz, sobald es auf Raumtemperatur abgekühlt ist.
Geringe Wärmeleitfähigkeit
Im Gegensatz zu Metallen ist Teflon ein ausgezeichneter Isolator. Es leitet die Wärme nicht vom Schneidwerkzeug weg. Dies staut thermische Energie in einem sehr lokalisierten Bereich ein, was zu sofortigem Schmelzen, Verkleben und Verschmieren anstelle eines sauberen Spans führt.
Zersetzung und Sicherheitsrisiken
Am wichtigsten ist, dass Teflon bei Erhitzung über 250 °C (482 °F) zu zerfallen beginnt. Dieser Prozess setzt hochgiftige Gase frei und stellt eine erhebliche Gesundheitsgefahr dar, die eine angemessene Belüftung und strenge Temperaturkontrolle erfordert.
Kernstrategien für das Wärmemanagement
Eine erfolgreiche Strategie konzentriert sich darauf, die Wärmeerzeugung von vornherein zu verhindern und dann die unvermeidbare geringe Menge zu bewältigen.
Priorisieren Sie die Werkzeugschärfe
Dies ist der wichtigste Einzelfaktor. Eine scharfe Schneide schert das Material sauber und minimiert so Reibung und Druck. Ein stumpfes Werkzeug pflügt durch das Teflon und erzeugt enorme Reibungswärme.
Ziehen Sie Spezialwerkzeuge wie Diamantfräser für überlegene Leistung und längere Standzeiten der Schneide in Betracht.
Reduzieren Sie Schnittgeschwindigkeiten und Vorschübe
Hohe Schnittgeschwindigkeiten führen direkt zu hoher Reibung und Hitze. Sie müssen langsamere Geschwindigkeiten und angemessene Vorschübe verwenden als bei anderen Kunststoffen oder Metallen, um die Temperaturen in einem stabilen, sicheren Bereich zu halten.
Aktive Kühlung implementieren
Konstante Kühlung ist nicht verhandelbar. Sie entfernt die an der Werkzeugspitze erzeugte Wärme, bevor sie sich im Werkstück aufbauen und Dimensionsinstabilität verursachen kann.
Effektive Methoden umfassen das Fluten mit wasserlöslichen Kühlschmierstoffen, die Verwendung von Druckluft für einen sauberen Prozess oder das Aufbringen chemisch inerter Kühlsprays.
Optimieren Sie die Werkzeuggeometrie
Die Verwendung von Werkzeugen mit hohem positivem Spanwinkel und großen Freiwinkeln reduziert die zum Schneiden erforderliche Kraft. Dies verringert die Materialverformung und folglich die durch den Prozess erzeugte Wärme.
Verständnis der Kompromisse und damit verbundenen Probleme
Wenn es versäumt wird, die Wärme und andere Eigenschaften von Teflon zu managen, kommt es zu vorhersehbaren Fehlern.
Das Risiko von Verschmieren und schlechter Oberflächengüte
Lokales Schmelzen an der Werkzeugspitze ist die Hauptursache für eine verschmierte, „gummiartige“ Oberflächengüte. Dies ist ein direktes Ergebnis übermäßiger Hitze durch ein stumpfes Werkzeug oder falsche Geschwindigkeiten.
Als spezielle Lösung frieren manche Betriebe das Material vorübergehend ein, um seine Härte zu erhöhen und ein saubereres Scheren zu fördern.
Die Herausforderung der Dimensionsstabilität
Über die unmittelbare Wärmeausdehnung hinaus neigt Teflon zu Kriechverformung. Der Druck und die Hitze der Zerspanung können innere Spannungen erzeugen, die dazu führen, dass sich das Teil im Laufe der Zeit langsam verformt, selbst nachdem die Arbeit abgeschlossen ist.
Schwierigkeiten bei der Werkstückspannung
Der niedrige Reibungskoeffizient von Teflon macht es notorisch rutschig und schwer sicher einzuspannen. Ein zu festes Anziehen des Schraubstocks, um dies auszugleichen, kann das weiche Material leicht verformen, insbesondere wenn es sich erwärmt, was zu ungenauen Schnitten führt.
Die richtige Wahl für Ihr Ziel treffen
Wählen Sie Ihre Hauptstrategie basierend auf dem wichtigsten Ergebnis für Ihre spezifische Anwendung.
- Wenn Ihr Hauptaugenmerk auf engen Toleranzen liegt: Priorisieren Sie eine aggressive, konstante Kühlmittelzufuhr und messen Sie das Teil häufig, wobei Sie es vor den Endmessungen auf Raumtemperatur abkühlen lassen.
- Wenn Ihr Hauptaugenmerk auf der Oberflächengüte liegt: Ihr unverzichtbarer erster Schritt ist die Verwendung des schärfstmöglichen Werkzeugs, gefolgt von der Überprüfung der korrekten Vorschübe, um sicherzustellen, dass ein sauberer Span gebildet wird.
- Wenn Ihr Hauptaugenmerk auf Sicherheit und Produktionsvolumen liegt: Implementieren Sie technische Belüftungssysteme und ein automatisiertes Kühlmittelliefersystem, um Überhitzung und gefährliche Abgase zu verhindern.
Letztendlich bedeutet die Beherrschung der Teflon-Zerspanung, das Material nicht als typischen Kunststoff, sondern als eine einzigartige Herausforderung im Wärmemanagement zu behandeln.
Zusammenfassungstabelle:
| Strategie | Wesentliche Maßnahme | Hauptvorteil |
|---|---|---|
| Werkzeugschärfe | Verwendung scharfer Werkzeuge mit hohem positivem Spanwinkel oder Diamantfräsern | Minimiert Reibung und Wärmeerzeugung an der Quelle |
| Zerspanungsparameter | Geschwindigkeiten und Vorschübe erheblich reduzieren | Reduziert Reibungswärme und verhindert Materialverschmierung |
| Aktive Kühlung | Kühlmittel (wasserlöslich) oder Druckluft zuführen | Entfernt Wärme, bevor sie das Material verformt |
| Werkstückspannung | Sicher befestigen, ohne zu überziehen, um Verformung zu vermeiden | Erhält die Maßhaltigkeit während der Zerspanung |
Probleme mit Teflon-Verzug oder schlechten Oberflächen? KINTEK ist spezialisiert auf die präzise PTFE-Zerspanung für die Halbleiter-, Medizin- und Laborindustrie. Unsere Expertise im Wärmemanagement stellt sicher, dass Ihre Komponenten exakte Toleranzen erfüllen, ohne die Sicherheit oder Oberflächenqualität zu beeinträchtigen. Wir bieten kundenspezifische Fertigung von Prototypen bis hin zu Großserienaufträgen. Kontaktieren Sie uns noch heute, um Ihr Projekt zu besprechen und überlegene Ergebnisse mit Ihren Teflonteilen zu erzielen!
Visuelle Anleitung
Ähnliche Produkte
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Korrosionsbeständige PTFE-Dispersierscheibe und Hochtemperatur-Propeller-Rührpaddel für das chemische Mischen im Labor
- PTFE-Dispersionsscheibe Lebensmittel- und Kosmetikklasse Nicht haftend Korrosionsbeständig Großes Rührpaddel Anpassbares Flügelrad
- Anpassbarer Polytetrafluorethylen (PTFE)-Reaktor und korrosionsbeständiger Teflon-Kolben
Andere fragen auch
- Welche Designüberlegungen sind für kundenspezifische PTFE-Teile wichtig? Design für Leistung & Zuverlässigkeit
- Was sind die Hauptvorteile der Verwendung von PTFE für kundenspezifische Teile? Komplexe technische Herausforderungen lösen
- In welchen Branchen werden kundenspezifische PTFE-Teile verwendet und zu welchen Zwecken? Lösen Sie kritische Herausforderungen mit Hochleistungsmaterialien
- Was sind die minimalen und maximalen Größen für die Bearbeitung von PTFE-Teilen? Erfolgreiches Design ohne universelle Grenzen
- Welche Branchen profitieren am meisten von kundenspezifischen PTFE-Teilen? Bewältigung von Herausforderungen in extremen Umgebungen



















