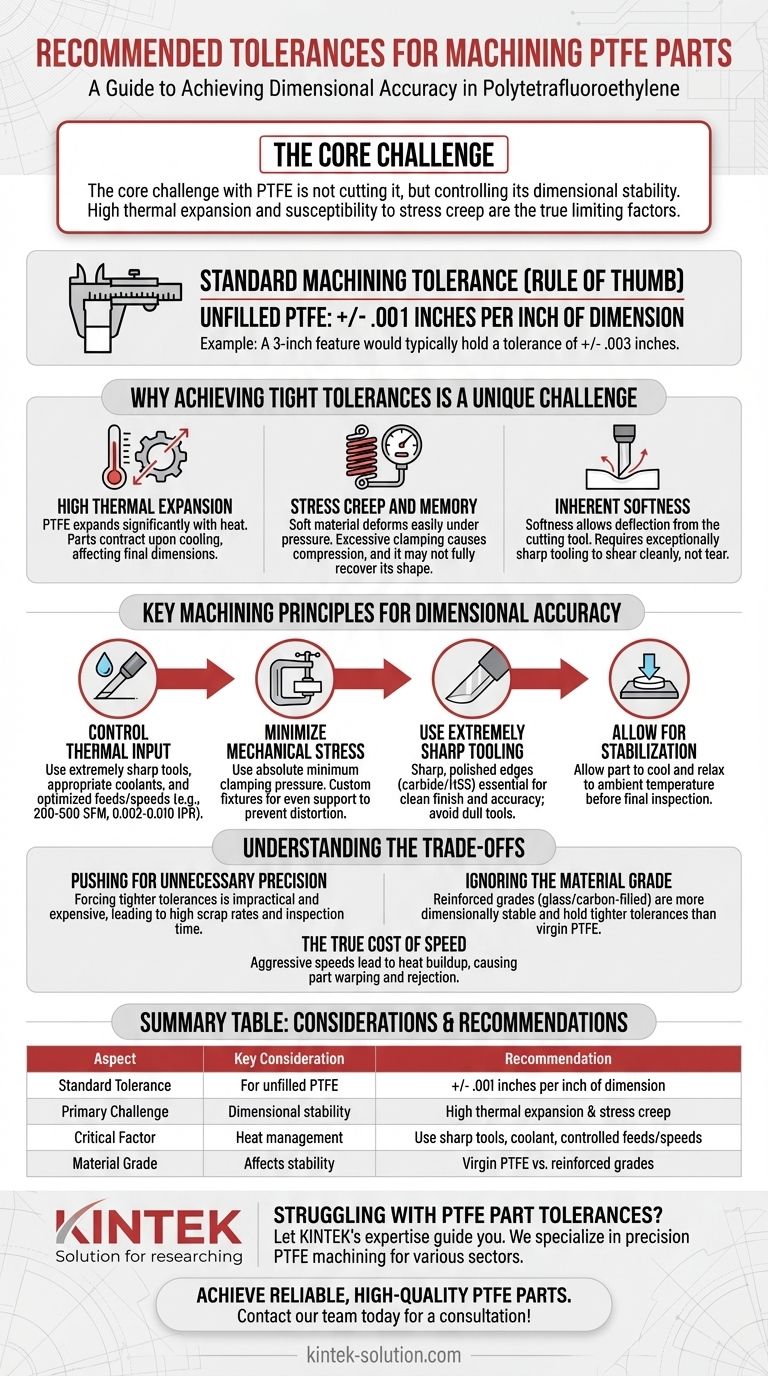
Als verlässliche Faustregel gilt, dass die Standard-Bearbeitungstoleranz für unverfülltes PTFE (Polytetrafluorethylen) +/- 0,001 Zoll pro Zoll der Abmessung beträgt. Ein 3-Zoll-Merkmal würde beispielsweise typischerweise eine Toleranz von +/- 0,003 Zoll einhalten. Obwohl engere Toleranzen möglich sind, erfordert deren Erreichung ein tiefes Verständnis des einzigartigen Verhaltens des Materials und spezialisierte Bearbeitungstechniken.
Die Kernschwierigkeit bei PTFE liegt nicht im Zerspanen selbst, sondern in der Kontrolle seiner Dimensionsstabilität. Während seine Weichheit die Bearbeitung erleichtert, sind seine hohe Wärmeausdehnung und Anfälligkeit für Kriechverformung die wahren limitierenden Faktoren bei der Erzielung enger Toleranzen.

Warum die Erzielung enger Toleranzen bei PTFE eine einzigartige Herausforderung darstellt
Die erfolgreiche Bearbeitung von PTFE erfordert die Arbeit mit seinen Eigenschaften, nicht gegen sie. Mehrere inhärente Eigenschaften unterscheiden es grundlegend von Metallen oder steiferen Kunststoffen.
Hohe Wärmeausdehnung
PTFE hat einen sehr hohen Wärmeausdehnungskoeffizienten. Die während des Schneidprozesses erzeugte Wärme, selbst wenn sie gering ist, führt dazu, dass sich das Material erheblich ausdehnt. Wenn das Teil auf Umgebungstemperatur abkühlt, zieht es sich zusammen, was bedeutet, dass die Endabmessung möglicherweise nicht der Messung auf der Maschine entspricht.
Kriechverformung und Formgedächtnis
Dieses Material ist weich und verformt sich unter Druck leicht. Übermäßige Klemmkraft während der Bearbeitung komprimiert das Teil. Nach dem Lösen kehrt es möglicherweise nicht vollständig in seine ursprüngliche Form zurück, ein Phänomen, das als Kriechverformung (Stress Creep) bekannt ist. Dies macht die Werkstückspannung zu einer kritischen Variablen.
Inhärente Weichheit
Obwohl die Weichheit das Zerspanen von PTFE erleichtert, bedeutet sie auch, dass sich das Material vom Schneidwerkzeug wegbiegen kann, wenn es nicht richtig abgestützt wird. Es erfordert auch außergewöhnlich scharfe Werkzeuge, um sauber zu schneiden, anstatt das Material zu drücken oder zu reißen.
Schlüsselprinzipien der Bearbeitung für Maßhaltigkeit
Die Kontrolle der einzigartigen Eigenschaften von PTFE hängt von einem disziplinierten Ansatz für den Bearbeitungsprozess ab. Erfolg liegt weniger in der aggressiven Materialabnahme als vielmehr in der Finesse.
Thermische Eingabe kontrollieren
Die Wärmeregulierung ist der wichtigste Faktor. Dies wird durch die Verwendung von extrem scharfen Werkzeugen (Hartmetallbestückte werden bevorzugt), geeigneten Kühlmitteln sowie optimierten Vorschüben und Geschwindigkeiten erreicht. Empfohlene Schnittgeschwindigkeiten liegen oft im Bereich von 200–500 Oberflächenfuß pro Minute bei einer Vorschubrate von 0,002" bis 0,010" pro Umdrehung.
Mechanische Belastung minimieren
Wenden Sie den absolut minimalen Klemmdruck an, der erforderlich ist, um das Teil sicher zu halten. Kundenspezifische Vorrichtungen, die das Werkstück gleichmäßig stützen, sind oft erforderlich, um Verformungen zu verhindern. Vermeiden Sie übermäßiges Festziehen von Schraubstöcken oder Spannfuttern.
Extrem scharfe Werkzeuge verwenden
Stumpfe Werkzeuge erzeugen übermäßige Reibung und Wärme und neigen dazu, das Material zu drücken, anstatt es sauber zu schneiden. Scharfe, polierte Schneidkanten, vorzugsweise an Hartmetall- oder HSS-Werkzeugen (Hochgeschwindigkeitsstahl), sind für eine saubere Oberflächengüte und Maßhaltigkeit unerlässlich.
Stabilisierung ermöglichen
Nach der Bearbeitung muss das Teil abkühlen und sich auf eine stabile Umgebungstemperatur entspannen, bevor die Endkontrolle und Messung durchgeführt werden. Die Messung eines Teils, während es noch warm vom Schneiden ist, führt zu ungenauen Ergebnissen.
Die Kompromisse verstehen
Die Konstruktion für PTFE ohne Berücksichtigung seiner Einschränkungen führt zu unnötigen Kosten und hohen Ausschussraten.
Auf unnötige Präzision drängen
Das Erzwingen von Toleranzen, die enger als der Standard von +/- 0,001" pro Zoll bei reinem PTFE sind, ist oft unpraktisch und teuer. Dies erhöht die Prüfzeit und die Wahrscheinlichkeit der Teileablehnung dramatisch.
Die Materialgüte ignorieren
Die Standardtoleranzregel gilt hauptsächlich für unverfülltes, reines PTFE. Gefüllte Sorten, wie glas- oder kohlenstoffgefülltes PTFE, sind wesentlich dimensionsstabiler und können aufgrund ihrer reduzierten Wärmeausdehnung und Kriechneigung deutlich engere Toleranzen einhalten.
Die wahren Kosten der Geschwindigkeit
Der Versuch, PTFE mit den gleichen aggressiven Vorschüben und Geschwindigkeiten wie andere Materialien zu bearbeiten, ist ein häufiger Fehler. Die beim Schneiden gewonnene Zeit geht schnell durch abgelehnte Teile verloren, die aufgrund von Wärmeentwicklung verzogen sind oder außerhalb der Toleranz liegen.
Die richtige Wahl für Ihr Design treffen
Die spezifischen Anforderungen Ihrer Anwendung sollten Ihren Ansatz für PTFE-Toleranzen bestimmen.
- Wenn Ihr Hauptaugenmerk auf Standardkomponenten liegt: Gestalten Sie Ihr Teil von Anfang an unter Berücksichtigung der +/- 0,001"-pro-Zoll-Regel, um eine kosteneffiziente Fertigbarkeit zu gewährleisten.
- Wenn Ihre Anwendung engere Toleranzen erfordert: Spezifizieren Sie eine stabile, gefüllte PTFE-Sorte und konsultieren Sie einen erfahrenen Maschinenbauer bezüglich der Machbarkeit und der Kostenauswirkungen.
- Wenn Sie das Teil selbst bearbeiten: Priorisieren Sie die Wärme- und Druckkontrolle über alles andere, indem Sie scharfe Werkzeuge, Kühlmittel und eine minimale, gleichmäßig verteilte Klemmkraft verwenden.
Letztendlich ergibt sich die erfolgreiche PTFE-Bearbeitung aus der Achtung der inhärenten Eigenschaften des Materials, anstatt gegen sie anzukämpfen.
Zusammenfassungstabelle:
| Aspekt | Wichtige Überlegung | Empfehlung |
|---|---|---|
| Standardtoleranz | Für unverfülltes PTFE | +/- 0,001 Zoll pro Zoll der Abmessung |
| Herausforderung | Dimensionsstabilität | Hohe Wärmeausdehnung & Kriechverformung |
| Kritischer Faktor | Wärmemanagement | Scharfe Werkzeuge, Kühlmittel und kontrollierte Vorschübe/Geschwindigkeiten verwenden |
| Materialgüte | Beeinflusst die Stabilität | Reines PTFE vs. gefüllte Sorten (glas-/kohlenstoffgefüllt) |
Haben Sie Probleme mit PTFE-Teiletoleranzen? Lassen Sie sich von der Expertise von KINTEK leiten.
Wir sind spezialisiert auf die Bearbeitung von präzisen PTFE-Komponenten (Dichtungen, Auskleidungen, Laborgeräte) für die Halbleiter-, Medizin-, Labor- und Industriebranchen. Unser tiefes Verständnis des einzigartigen Verhaltens von PTFE ermöglicht es uns, die Dimensionsstabilität zu liefern, die Ihre Anwendung erfordert, von Prototypen bis hin zur Großserienfertigung.
Wir helfen Ihnen dabei:
- Die richtigen Toleranzen anzuwenden für kosteneffiziente Fertigbarkeit.
- Die optimale PTFE-Sorte (rein oder gefüllt) für Ihre Bedürfnisse auszuwählen.
- Spezialisierte Techniken zu nutzen, um Wärmeausdehnung und Kriechverformung zu kontrollieren.
Erreichen Sie zuverlässige, qualitativ hochwertige PTFE-Teile. Kontaktieren Sie unser Team noch heute für eine Beratung!
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Hersteller von kundenspezifischen PTFE-Teilen für Teflon-Behälter und -Komponenten
- Korrosionsbeständiger PTFE-Rührflügel und anpassbare Polytetrafluorethylen-Dispersionsscheibe
Andere fragen auch
- Wie trägt ein PTFE-Blumenkorb zum effizienten Spülen und Trocknen von Substraten bei? Steigerung der Laboreffizienz
- Was sind die Hauptfunktionen und Konstruktionsmerkmale eines PTFE-Blumenkorbs? Optimierung der Hochreinen Chemischen Verarbeitung
- Wie funktioniert ein PTFE-Blumenkorb? Optimieren Sie den Fluidfluss und die Reinheit für chemische Tauchbäder
- Wie schneiden PTFE-Blumenkörbe im Vergleich zu Trägern aus Quarz oder Edelstahl ab? Maximieren Sie die Kapitalrendite mit Low-TCO-Lösungen
- Welche Faktoren tragen zur langfristigen mechanischen Integrität von PTFE-Blumenkörben unter thermischer Zyklisierung bei? Expertenrat.



















