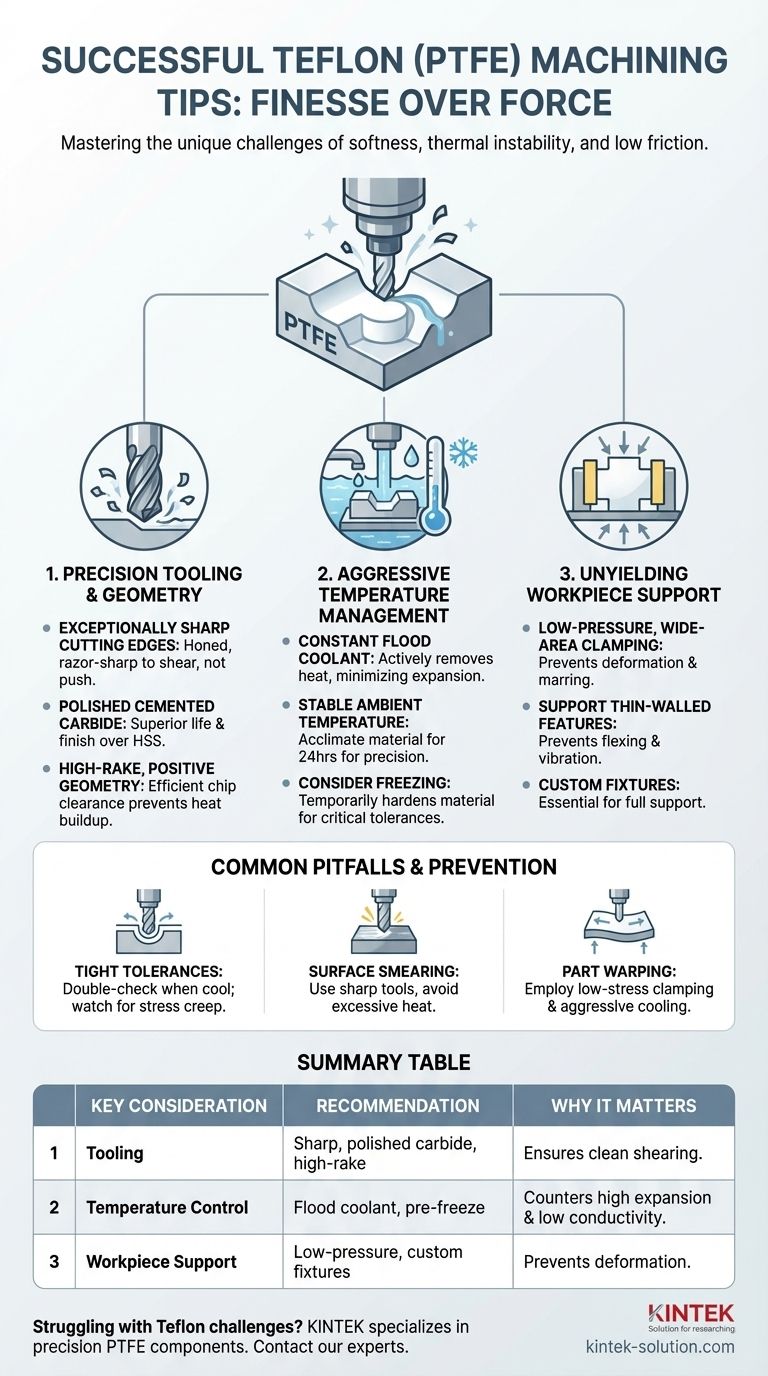
Um Teflon (PTFE) erfolgreich zu bearbeiten, müssen Sie sich auf drei kritische Bereiche konzentrieren: die Verwendung außergewöhnlich scharfer, polierter Hartmetallwerkzeuge mit Geometrien, die den Spanabtransport fördern, die aggressive Temperaturkontrolle durch Kühlmittel oder sogar durch Einfrieren des Materials und die Bereitstellung einer robusten Werkstückunterstützung, um zu verhindern, dass sich das weiche Material unter Druck verformt. Diese Techniken wirken direkt der inhärenten Weichheit, der geringen Wärmeleitfähigkeit und der hohen Wärmeausdehnung von Teflon entgegen.
Die Kernherausforderung bei der Bearbeitung von Teflon ist nicht seine Härte, sondern seine einzigartige Kombination aus Weichheit, thermischer Instabilität und geringer Reibung. Erfolg erfordert eine Strategie der Finesse statt der Kraft, die sich in jeder Phase des Prozesses ausschließlich auf die Kontrolle des Wärmestaus und die Vermeidung physikalischer Verformungen konzentriert.

Warum die Bearbeitung von Teflon eine einzigartige Herausforderung darstellt
Bevor spezifische Techniken angewendet werden, ist es wichtig, die Materialeigenschaften zu verstehen, die die gesamte Bearbeitungsstrategie bestimmen. Teflons wertvollste Eigenschaften für seine Endanwendung sind genau die Dinge, die seine genaue Verarbeitung erschweren.
Das Problem der Weichheit
Teflon ist ein außergewöhnlich weiches Material. Das bedeutet, dass es unter Werkzeugdruck stark dazu neigt, sich zu komprimieren, zu verformen oder zu verschmieren, anstatt sauber zu schneiden.
Dies erfordert extrem scharfe Schneidkanten und eine Werkstückspannstrategie, die das gesamte Teil unterstützt und verhindert, dass es sich vom Werkzeug wegbiegt.
Das Problem der Wärmeausdehnung
Teflon weist einen sehr hohen Wärmeausdehnungskoeffizienten auf. Schon eine geringe Temperaturerhöhung durch Reibung beim Schneiden führt dazu, dass sich das Material erheblich ausdehnt.
Diese Ausdehnung kann die Maßgenauigkeit ruinieren und es unmöglich machen, enge Toleranzen einzuhalten, wenn die Wärme nicht aktiv gesteuert wird. Dies ist der Hauptgrund, warum Kühlmittel nicht nur empfohlen, sondern unerlässlich ist.
Das Problem der geringen Wärmeleitfähigkeit
Das Problem der Ausdehnung wird dadurch verschärft, dass Teflon ein ausgezeichneter Isolator ist. Es leitet Wärme nicht gut ab.
Das bedeutet, dass jegliche vom Schneidwerkzeug erzeugte Wärme am Schneidpunkt konzentriert bleibt, was schnell zu Materialausdehnung, Verkleben und möglichem Schmelzen führt.
Die Säulen der erfolgreichen Teflonbearbeitung
Ein erfolgreicher Ansatz basiert auf der Kontrolle der Faktoren Werkzeug, Temperatur und Unterstützung. Wenn einer dieser Punkte falsch ist, wird das Endteil beeinträchtigt.
Werkzeugauswahl und Geometrie
Das richtige Werkzeug ist der wichtigste Faktor, um einen sauberen Schnitt anstelle eines verschmierten Chaos zu erzielen.
Verwenden Sie extrem scharfe Schneidkanten. Eine geschliffene, rasiermesserscharfe Kante ist zwingend erforderlich. Jede Abstumpfung führt dazu, dass das Werkzeug das Material drückt und verschmiert, anstatt es zu scheren.
Wählen Sie Hartmetallwerkzeuge. Obwohl scharfer Schnellarbeitsstahl (HSS) funktionieren kann, bieten polierte Hartmetallwerkzeuge eine überlegene Standzeit und Oberflächengüte.
Sorgen Sie für eine Geometrie mit hohem Spanwinkel und positivem Schnittwinkel. Das Werkzeug muss so konstruiert sein, dass es Späne effizient vom Werkstück abhebt und abführt. Schlechte Spanabfuhr führt zu Wärmestau und Oberflächenschäden.
Aggressive Temperaturkontrolle
Die Kontrolle der Temperatur des Teils bedeutet die Kontrolle seiner Abmessungen. Dies kann nicht genug betont werden.
Wenden Sie eine konstante Kühlmittelflut an. Wasserlösliche Kühlmittel eignen sich hervorragend, um die Wärme aktiv aus dem Schneidbereich abzuführen und die Wärmeausdehnung zu minimieren.
Halten Sie eine stabile Umgebungstemperatur aufrecht. Bei hochpräzisen Arbeiten sollte das Material 24 Stunden vor der Bearbeitung an die Werkstattumgebung angepasst werden, um einen stabilen Ausgangspunkt zu gewährleisten.
Erwägen Sie das Einfrieren des Materials. Für die kritischsten Toleranzen macht das vorübergehende Einfrieren des PTFE es härter und steifer. Dies reduziert Verformungen und thermische Effekte drastisch und ermöglicht präzisere Schnitte.
Unnachgiebige Werkstückunterstützung
Da Teflon so weich ist, verformt es sich leicht unter Klemmdruck oder der Kraft des Schnitts selbst.
Wenden Sie einen geringen Klemmdruck über eine große Oberfläche an. Vermeiden Sie Spannzangen mit scharfen Backen, die das Material beschädigen oder eindrücken können. Maßgeschneiderte weiche Backen oder Spannvorrichtungen, die das Teil vollständig stützen, sind ideal.
Stützen Sie dünnwandige oder empfindliche Merkmale ab. Stellen Sie sicher, dass das Material direkt hinter dem bearbeiteten Bereich vollständig gestützt wird, um ein Durchbiegen oder Vibrieren zu verhindern.
Verständnis der häufigsten Fallstricke
Selbst mit der richtigen Strategie sind bestimmte Herausforderungen bei der Arbeit mit PTFE inhärent. Sie zu erkennen, ist der Schlüssel zur Fehlerbehebung und Vorbeugung.
Die Herausforderung enger Toleranzen
Das Einhalten enger Toleranzen ist aufgrund der kombinierten Effekte der Wärmeausdehnung und des Kriechverhaltens unter Spannung (Stress Creep) – der Tendenz des Materials, sich unter Druck mit der Zeit langsam zu verformen – schwierig.
Überprüfen Sie die Abmessungen immer erneut, nachdem das Teil auf Raumtemperatur abgekühlt ist, und seien Sie sich bewusst, dass nach der Bearbeitung eine Bewegung auftreten kann.
Vermeidung von Oberflächenverschmierung und Graten
Verschmieren ist ein Zeichen dafür, dass das Material schmilzt oder vom Werkzeug gedrückt wird, anstatt geschnitten zu werden. Es wird fast immer durch ein stumpfes Werkzeug, übermäßige Hitze oder falsche Vorschubgeschwindigkeiten verursacht.
Ebenso erzeugt Teflon keinen herkömmlichen „Span“, sondern einen kontinuierlichen, gummiartigen Abfall. Scharfe Werkzeuge und die richtige Geometrie sind unerlässlich, um dieses Material sauber zu scheren und große Grate zu verhindern.
Reduzierung von Teileverzug
Verzug kann sowohl während als auch nach der Bearbeitung auftreten. Er wird typischerweise durch die Freisetzung innerer Spannungen im Material oder durch übermäßige Hitze und Klemmkraft verursacht.
Die Verwendung von spannungsarmen Klemmmethoden und aggressiver Kühlung ist der beste Weg, um zu verhindern, dass sich die Form des Teils unerwartet ändert.
Die richtige Wahl für Ihr Ziel treffen
Ihre Bearbeitungsstrategie sollte sich an den spezifischen Anforderungen des fertigen Teils orientieren.
- Wenn Ihr Hauptaugenmerk auf der Erzielung der engsten Toleranzen liegt: Priorisieren Sie eine aggressive Temperaturkontrolle, einschließlich des Vorkühlens oder Einfrierens des Materials vor den letzten Durchgängen.
- Wenn Ihr Hauptaugenmerk auf der bestmöglichen Oberflächengüte liegt: Konzentrieren Sie sich auf die Verwendung außergewöhnlich scharfer, polierter Hartmetallwerkzeuge und ziehen Sie nach der Bearbeitung ein Bead-Blasting für ein gleichmäßiges mattes Finish in Betracht.
- Wenn Ihr Hauptaugenmerk auf der Vermeidung von Verformungen bei dünnwandigen Teilen liegt: Entwickeln Sie Spannvorrichtungen, die das Werkstück vollständig stützen, und verwenden Sie eine konstante Kühlmittelflut, um hitzebedingten Verzug zu verhindern.
Letztendlich kommt die Beherrschung der Teflonbearbeitung daher, dass man die einzigartigen Eigenschaften des Materials respektiert und seinen Prozess anpasst, um diese zu berücksichtigen.
Zusammenfassungstabelle:
| Wichtige Überlegung | Empfehlung | Warum es wichtig ist |
|---|---|---|
| Werkzeug | Verwenden Sie scharfe, polierte Hartmetallwerkzeuge mit hoher Spanwinkelgeometrie. | Stellt sauberes Scheren sicher, anstatt das weiche Material zu verschmieren. |
| Temperaturkontrolle | Kühlmittelflut anwenden oder das Material vorkühlen. | Wirkt der hohen Wärmeausdehnung und geringen Leitfähigkeit entgegen, um Toleranzen einzuhalten. |
| Werkstückunterstützung | Verwenden Sie Niederdruckklemmung über einen großen Bereich und kundenspezifische Vorrichtungen. | Verhindert die Verformung des weichen PTFE unter Schneid- oder Klemmkräften. |
Haben Sie Probleme mit Herausforderungen bei der Teflonbearbeitung wie Verschmieren, Verziehen oder dem Einhalten enger Toleranzen? Das müssen Sie nicht. Bei KINTEK sind wir auf die Präzisionsfertigung von PTFE-Komponenten spezialisiert – von kundenspezifischen Dichtungen und Auskleidungen bis hin zu komplexem Laborbedarf – für die Halbleiter-, Medizin- und Industriebranchen. Unsere Expertise in fortschrittlicher Werkzeugtechnik und Temperaturmanagement stellt sicher, dass Ihre PTFE-Teile jedes Mal exakt nach Ihren Spezifikationen bearbeitet werden.
Überlassen Sie uns die Komplexität. Kontaktieren Sie noch heute unsere Experten, um Ihr Projekt zu besprechen, vom Prototyp bis zur Großserienfertigung.
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Hochreiner PTFE-Filtermembranschneider mit Keramikmesser für die PM2.5-Analyse und anpassbarer Labor-Filterpapiertrenner
Andere fragen auch
- Können bearbeitete PTFE-Teile individuell angepasst werden? Präzisionslösungen für anspruchsvolle Anwendungen
- Können PTFE-Teile nach spezifischen Anforderungen angepasst werden? Präzise kundenspezifische PTFE-Komponenten fertigen
- Was macht maschinell bearbeitetes PTFE für industrielle Anwendungen geeignet? Unübertroffene Leistung unter extremen Bedingungen
- Warum ist bearbeitetes PTFE im medizinischen Bereich beliebt? Unübertroffene Biokompatibilität & Präzision
- Wie werden PTFE-Laborbehälter und -geräte typischerweise hergestellt? Ein Blick in den Präzisionsbearbeitungsprozess



















