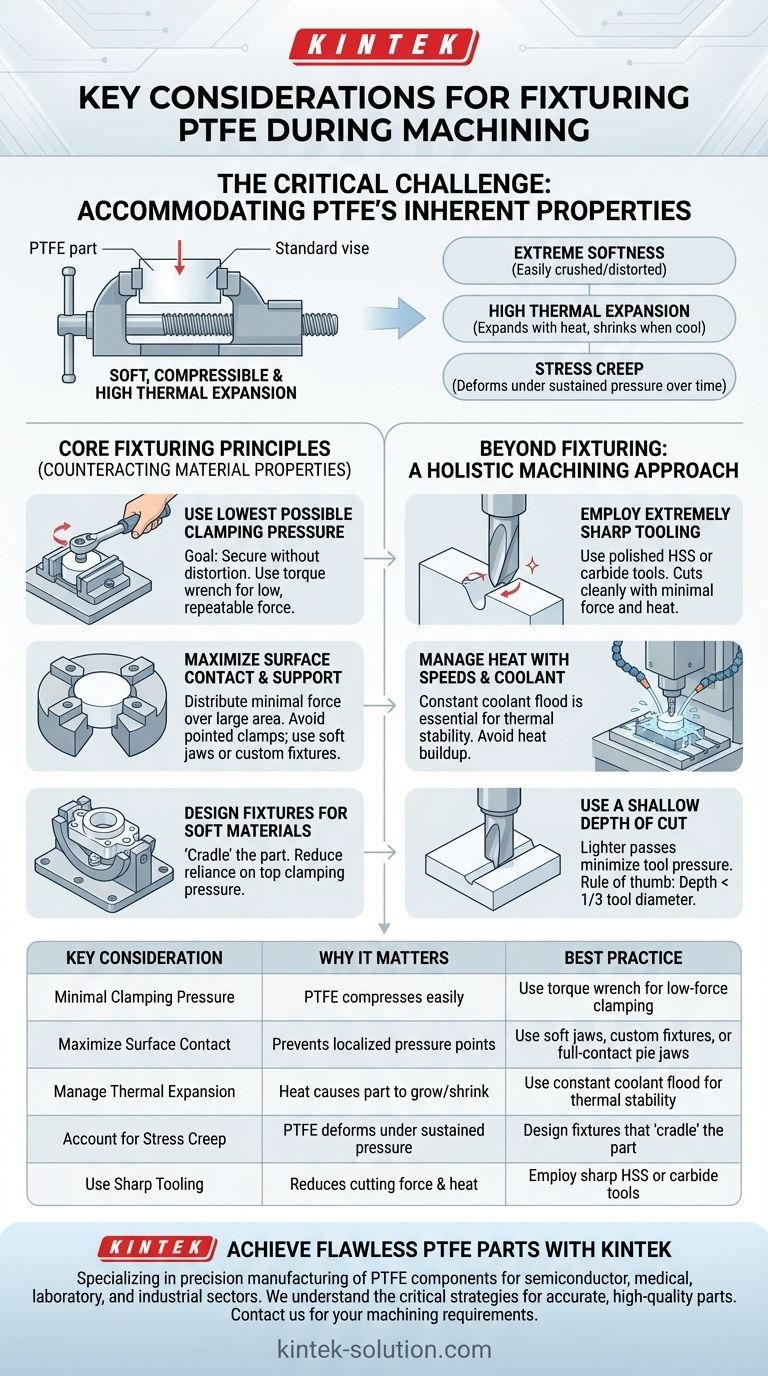
Die kritischste Überlegung beim Spannen von PTFE ist die Anwendung eines minimalen Klemmdrucks, der sich über die größtmögliche Oberfläche verteilt. Da PTFE extrem weich, leicht komprimierbar ist und eine hohe Wärmeausdehnung aufweist, führen Standard-Spannmethoden für Metalle zu einer Verformung des Materials, was zu Maßungenauigkeiten führt.
Die Kernherausforderung besteht nicht nur darin, das PTFE zu halten, sondern seine inhärenten Eigenschaften zu berücksichtigen. Eine effektive Spannung ist Teil einer größeren Strategie, die die Weichheit des Materials, die Neigung zur Wärmeausdehnung und das Potenzial zum „Kriechen“ unter Druck managt.
Die einzigartigen Eigenschaften, die Ihre Spannstrategie bestimmen
Um PTFE korrekt zu spannen, müssen Sie zunächst das Material verstehen, mit dem Sie arbeiten. Seine einzigartigen Merkmale sind die Hauptursache für häufige Bearbeitungsfehler.
Extreme Weichheit und Kompression
PTFE ist ein unglaublich weiches Material. Die Anwendung selbst mäßiger Klemmkraft mit einem Standard-Schraubstock führt leicht zum Quetschen oder Verziehen des Werkstücks, wodurch jede Hoffnung auf Einhaltung enger Toleranzen zunichtegemacht wird.
Hoher Wärmeausdehnungskoeffizient
PTFE dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Die während der Bearbeitung erzeugte Wärme führt dazu, dass sich das Teil ausdehnt, gegen die Spannvorrichtung drückt und sich beim Abkühlen wieder zusammenzieht, was zu einem zu kleinen Endteil führt.
Spannkriechen (Kaltfluss)
Unter anhaltendem Druck, selbst wenn dieser gering ist, verformt sich PTFE mit der Zeit langsam. Dieses „Kriechen“ bedeutet, dass ein Teil, das zu Beginn eines langen Bearbeitungszyklus sicher gespannt war, locker werden kann, oder dass ein eingespanntes Merkmal dauerhaft eingedrückt wird.
Grundprinzipien für effektives PTFE-Spannen
Ihr gesamter Spannansatz sollte darauf ausgelegt sein, den oben genannten Materialeigenschaften entgegenzuwirken.
Wenden Sie den geringstmöglichen Klemmdruck an
Dies ist die wichtigste Regel. Das Ziel ist es, das Teil so sicher zu halten, dass es den Schneidkräften widersteht, ohne sich zu verziehen. Die Verwendung eines Drehmomentschlüssels für wiederholbares, geringes Spannen wird dringend empfohlen.
Maximieren Sie den Oberflächenkontakt und die Auflagefläche
Verwenden Sie niemals spitze oder kleinflächige Klemmen. Verwenden Sie stattdessen weiche Backen, speziell gefertigte Spannvorrichtungen oder Vollkontakt-Spannbacken, die die minimale Klemmkraft über eine große Fläche verteilen. Dies bietet Halt und verhindert lokale Druckstellen.
Entwerfen Sie Spannvorrichtungen speziell für weiche Materialien
Erstellen Sie, wann immer möglich, Spannvorrichtungen, die das Teil „umschließen“ und von unten und den Seiten Halt bieten. Dies reduziert die Abhängigkeit vom Klemmdruck von oben, um das Werkstück zu sichern.
Über das Spannen hinaus: Ein ganzheitlicher Bearbeitungsansatz
Eine perfekte Spannvorrichtung wird scheitern, wenn der Rest Ihres Bearbeitungsprozesses übermäßige Kraft oder Hitze erzeugt. Die Spannvorrichtung ist nur ein Teil eines Systems, das darauf ausgelegt ist, PTFE sanft zu behandeln.
Setzen Sie extrem scharfe Werkzeuge ein
Verwenden Sie scharfe, polierte Schneidwerkzeuge, vorzugsweise Hochgeschwindigkeitsstahl (HSS) oder Hartmetall, die für Kunststoffe ausgelegt sind. Ein scharfes Werkzeug schneidet sauber mit minimaler Kraft und reduziert so die Hitzeentwicklung und den auf das Teil und die Spannvorrichtung ausgeübten Druck.
Kontrollieren Sie die Wärme durch Geschwindigkeiten und Kühlmittel
Obwohl PTFE mit hohen Geschwindigkeiten (200–1000 m/min) geschnitten werden kann, besteht das Hauptziel darin, eine Wärmeansammlung zu vermeiden. Ein konstanter Kühlmittelfluss ist unerlässlich, um Späne abzutragen und das Werkstück thermisch stabil zu halten, wodurch die Ausdehnung verhindert wird, die zu Ungenauigkeiten führt.
Verwenden Sie eine geringe Schnitttiefe
Tiefere Schnitte erhöhen den Werkzeugdruck und die Hitze. Nehmen Sie leichtere Zustellungen vor, um die auf das Teil wirkenden Kräfte zu minimieren. Eine gute Faustregel ist eine Schnitttiefe von nicht mehr als einem Drittel des Werkzeugdurchmessers.
Häufige Fallstricke, die es zu vermeiden gilt
Zu wissen, was man nicht tun sollte, ist genauso wichtig wie zu wissen, was man tun sollte. Viele Maschinenbauer, die neu im Umgang mit PTFE sind, machen diese grundlegenden Fehler.
Zu starkes Anziehen eines Standard-Schraubstocks
Dies ist der häufigste Fehler. Wenn PTFE wie Aluminium oder Stahl behandelt wird, führt dies sofort zu einem komprimierten, ungenauen Teil.
Thermische Stabilität ignorieren
Ein Teil im warmen Zustand zu bearbeiten und es dann nach dem Abkühlen auf Raumtemperatur zu messen, ist ein Garant für Misserfolg. Das Teil wird zwangsläufig zu klein sein.
Abgenutzte oder falsche Werkzeuge verwenden
Ein stumpfes Werkzeug schneidet nicht; es drückt und reibt das Material. Dies erzeugt immense Hitze und Druck, was selbst die beste Spannstrategie überfordert und zu einer schlechten Oberflächengüte führt.
Die richtige Wahl für Ihr Ziel treffen
Ihre Spann- und Bearbeitungsstrategie sollte auf dem gewünschten Ergebnis basieren.
- Wenn Ihr Hauptaugenmerk auf den engsten Toleranzen liegt: Verwenden Sie individuell geformte Vollkontakt-Spannvorrichtungen, temperaturkontrolliertes Kühlmittel und nehmen Sie leichte, präzise Schlichtschnitte vor.
- Wenn Ihr Hauptaugenmerk auf der Produktionsgeschwindigkeit liegt: Entwerfen Sie Spannvorrichtungen, die einen schnellen Teilwechsel ermöglichen, aber dennoch eine breite Auflagefläche bieten, und optimieren Sie die Schnittgeschwindigkeiten, um die Zykluszeit mit minimalem Wärmeeintrag in Einklang zu bringen.
- Wenn Ihr Hauptaugenmerk auf der allgemeinen Prototypenentwicklung liegt: Standard-Weichbacken auf einem Schraubstock mit sehr leichtem, wiederholbarem Klemmdruck sind für weniger kritische Abmessungen oft ausreichend.
Letztendlich ergibt sich eine erfolgreiche PTFE-Bearbeitung aus der Achtung der Materialeigenschaften, anstatt gegen sie anzukämpfen.
Zusammenfassungstabelle:
| Wichtige Überlegung | Warum es wichtig ist | Beste Vorgehensweise |
|---|---|---|
| Minimaler Klemmdruck | PTFE ist extrem weich und komprimiert sich leicht. | Verwenden Sie einen Drehmomentschlüssel für wiederholbares, geringes Spannen. |
| Maximierung des Oberflächenkontakts | Verhindert lokale Druckstellen und Verformungen. | Verwenden Sie weiche Backen, kundenspezifische Spannvorrichtungen oder Vollkontakt-Spannbacken. |
| Wärmeausdehnung managen | Wärme von der Bearbeitung führt dazu, dass sich das Teil ausdehnt und zusammenzieht. | Verwenden Sie einen konstanten Kühlmittelfluss, um die thermische Stabilität zu gewährleisten. |
| Spannkriechen berücksichtigen | PTFE verformt sich unter anhaltendem Druck über die Zeit. | Entwerfen Sie Spannvorrichtungen, die das Teil „umschließen“, um die Abhängigkeit vom Klemmen zu verringern. |
| Scharfe Werkzeuge verwenden | Reduziert die Schneidkraft und die Wärmeentwicklung. | Setzen Sie scharfe HSS- oder Hartmetallwerkzeuge ein, die für Kunststoffe ausgelegt sind. |
Makellose PTFE-Teile mit KINTEK erzielen
Die Bearbeitung von PTFE nach präzisen Spezifikationen erfordert Expertenwissen und spezielle Techniken, um seine einzigartigen Eigenschaften zu beherrschen. Lassen Sie nicht zu, dass Materialherausforderungen Ihr Projekt beeinträchtigen.
KINTEK ist spezialisiert auf die Präzisionsfertigung von PTFE-Komponenten – von kundenspezifischen Dichtungen und Auskleidungen bis hin zu komplexem Laborbedarf – für die Halbleiter-, Medizin-, Labor- und Industriebranchen. Wir verstehen die kritischen Spann- und Bearbeitungsstrategien, die erforderlich sind, um maßgenaue, qualitativ hochwertige PTFE-Teile herzustellen, egal ob Sie Prototypen oder Hochvolumenfertigung benötigen.
Lassen Sie unsere Expertise Ihren Erfolg sichern. Kontaktieren Sie KINTEK noch heute, um Ihre Anforderungen an die PTFE-Bearbeitung zu besprechen und ein Angebot für Ihr Projekt einzuholen.
Visuelle Anleitung
Ähnliche Produkte
- Maßgefertigte PFA-Mikrosäulenständer und PTFE-gefertigte korrosionsbeständige Laborhalterungen mit niedrigem Untergrund
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Anpassbare PTFE-Wärmeisolierplatte Hochtemperaturbeständige Korrosionsbeständige Laborstütze Geschichteter Mehrstufen-Ständer
- Hochreiner PTFE-Filter mit PFA-Ventilanschlüssen und integrierter Siebplatte für die Verarbeitung korrosiver Fluide
- PTFE-PFA-Vakuumfiltriersystem Korrosionsbeständig Anpassbar Bruchsicheres Laborgerät
Andere fragen auch
- Welche Überlegungen sind beim Vorrichtungsdesign für die Bearbeitung von PTFE-Teilen wichtig? Stabilität ohne Verformung meistern
- Wie hoch ist der Betriebstemperaturbereich für PFA-Laborprodukte? Beherrschen Sie Extreme von -200 °C bis +260 °C
- Was sind die primären chemischen Beständigkeitseigenschaften von PTFE-Laborgeräten? Unübertroffene Reinheit und Trägheit
- Wie schneidet PTFE im Vergleich zu Polyethylen (PE) hinsichtlich chemischer Beständigkeit und Temperaturbeständigkeit ab? Wählen Sie das richtige Polymer für extreme Bedingungen
- Welcher ist der effektive Betriebstemperaturbereich für PFA-Laborprodukte? Von -200 °C bis +260 °C Vielseitigkeit



















