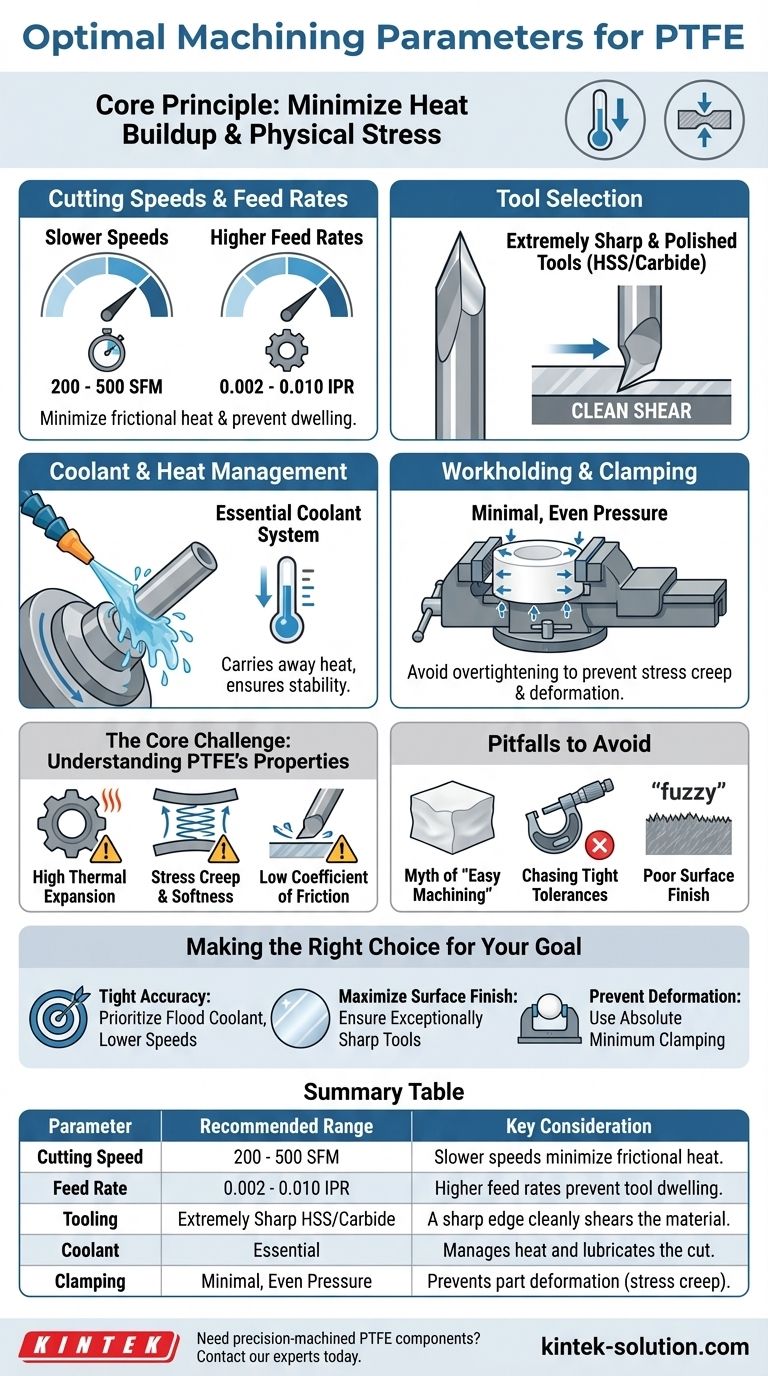
Für die optimale Bearbeitung von PTFE sollten Sie langsame Schnittgeschwindigkeiten zwischen 200 und 500 SFM (Oberflächenfuß pro Minute) und höhere Vorschubraten von 0,002 bis 0,010 Zoll pro Umdrehung verwenden. Das Kernprinzip besteht darin, die Hitzeentwicklung und die physikalische Beanspruchung des Materials zu minimieren, was extrem scharfe Werkzeuge, die Verwendung von Kühlmittel und minimalen Klemmdruck erfordert, um eine Verformung des Teils zu verhindern.
Die zentrale Herausforderung bei der Bearbeitung von PTFE liegt nicht in seiner Weichheit, sondern in seinen einzigartigen physikalischen Eigenschaften. Der Erfolg hängt vollständig davon ab, seine hohe Wärmeausdehnung und seine Neigung zur Verformung unter Druck (Kriechverformung) zu kontrollieren, anstatt es wie einen typischen Kunststoff oder Metall zu behandeln.

Die Kernherausforderung: Arbeiten mit der Natur von PTFE
Obwohl die Weichheit von PTFE es einfach erscheinen lässt, es zu schneiden, ist die Erzielung von Präzision schwierig. Die inhärenten Eigenschaften des Materials schaffen spezifische Herausforderungen, die proaktiv angegangen werden müssen.
Hohe Wärmeausdehnung
PTFE dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Die Reibung beim Schneiden erzeugt Wärme, wodurch sich das Material während des Bearbeitungsprozesses ausdehnt. Wenn dies nicht kontrolliert wird, ist das Teil bei Abkühlung auf Raumtemperatur zu klein.
Kriechverformung und Weichheit
Das Material ist weich und verformt sich leicht unter Druck. Übermäßiges Klemmen komprimiert das Werkstück, was zu ungenauen Abmessungen führt, sobald der Druck nachlässt. Es kann auch "zurückfedern", nachdem ein Schneidwerkzeug vorbeigegangen ist, was die endgültige Oberflächengüte und Genauigkeit beeinträchtigt.
Niedriger Reibungskoeffizient
PTFE ist bekanntermaßen rutschig, was bedeutet, dass eine stumpfe Schneide dazu neigt, das Material zu schieben oder zu pflügen, anstatt es sauber abzuschneiden. Dies erzeugt überschüssige Wärme, führt zu Spannungen und resultiert in einem Schnitt von schlechter Qualität.
Empfohlene Bearbeitungsparameter und -techniken
Um den natürlichen Tendenzen von PTFE entgegenzuwirken, ist ein spezifischer und bewusster Ansatz erforderlich. Das Ziel ist immer, Hitze und Spannung zu minimieren.
Schnittgeschwindigkeiten und Vorschubraten
Der empfohlene Bereich liegt bei 200 bis 500 SFM für die Schnittgeschwindigkeit und 0,002 bis 0,010 IPR (Zoll pro Umdrehung) für die Vorschubrate. Langsamere Geschwindigkeiten reduzieren die Reibungswärme, während höhere Vorschubraten dem Werkzeug helfen, das Material effizient zu entfernen, ohne unnötige Wärme einzuprägen.
Werkzeugauswahl
Verwenden Sie extrem scharfe und polierte Schneidwerkzeuge. Sowohl Schnellarbeitsstahl (HSS) als auch Hartmetallwerkzeuge sind effektiv, aber die Schärfe der Schneidkante ist der kritischste Faktor. Eine scharfe Kante schneidet das Material sauber ab, während eine stumpfe Kante zu Verformung und Ausreißen führt.
Kühlmittel und Wärmemanagement
Ein Kühlsystem ist für jede Präzisionsarbeit unerlässlich. Das Kühlmittel erfüllt zwei Hauptfunktionen: Es schmiert den Schnitt und transportiert vor allem die Wärme ab, wodurch das Werkstück während des gesamten Vorgangs maßhaltig bleibt.
Werkstückspannung und Fixierung
Wenden Sie minimalen und gleichmäßig verteilten Klemmdruck an. Vermeiden Sie es, Schraubstöcke oder Spannfutter zu fest anzuziehen. Maßgeschneiderte Vorrichtungen, die das Werkstück stützen, ohne es zu komprimieren, sind ideal für das Halten enger Toleranzen.
Die Fallstricke verstehen, die es zu vermeiden gilt
Viele gängige Bearbeitungspraktiken führen bei PTFE zu schlechten Ergebnissen. Das Verständnis dieser Fallstricke ist der Schlüssel, um kostspielige Fehler und Materialverschwendung zu vermeiden.
Der Mythos der „einfachen Bearbeitung“
Die Weichheit von PTFE ist trügerisch. Während das Material leicht abgetragen werden kann, ist die Erzielung von Maßhaltigkeit und einer guten Oberflächengüte eine erhebliche Herausforderung. Gehen Sie nicht mit denselben Hochgeschwindigkeitsverfahren heran, die für steifere Materialien verwendet werden.
Streben nach engen Toleranzen
Das Einhalten sehr enger Toleranzen bei PTFE-Teilen ist schwierig und erfordert eine kontrollierte Umgebung und einen kontrollierten Prozess. Der Bediener muss ständig auf Wärmeausdehnung und Werkzeugverschleiß achten und bei Bedarf Anpassungen vornehmen.
Schlechte Oberflächengüte
Eine raue oder faserige Oberflächengüte ist ein klares Zeichen dafür, dass etwas nicht stimmt. Die häufigsten Ursachen sind ein stumpfes Schneidwerkzeug, übermäßige Hitzeentwicklung oder Vibrationen und Rattern durch eine instabile Einrichtung.
Die richtige Wahl für Ihr Ziel treffen
Ihr spezifisches Ziel bestimmt, welche Parameter Sie priorisieren sollten.
- Wenn Ihr Hauptaugenmerk auf der Erzielung einer engen Maßgenauigkeit liegt: Priorisieren Sie aggressives Wärmemanagement durch den Einsatz eines Flutkühlungssystems und halten Sie die Schnittgeschwindigkeiten im unteren Bereich des empfohlenen Bereichs.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Oberflächengüte liegt: Stellen Sie sicher, dass Ihre Schneidwerkzeuge außergewöhnlich scharf mit einer polierten Fläche sind, um zu verhindern, dass Material kleben bleibt und ausreißt.
- Wenn Ihr Hauptaugenmerk auf der Vermeidung von Teileverformung liegt: Verwenden Sie den absolut minimalen Klemmdruck, der erforderlich ist, um das Teil sicher zu halten, und stellen Sie sicher, dass die Kraft über eine große Oberfläche verteilt wird.
Die Beherrschung der PTFE-Bearbeitung ergibt sich aus dem Respekt vor den Materialeigenschaften und der Anpassung Ihres Prozesses an diese.
Zusammenfassungstabelle:
| Parameter | Empfohlener Bereich | Wichtige Überlegung |
|---|---|---|
| Schnittgeschwindigkeit | 200 - 500 SFM | Langsamere Geschwindigkeiten minimieren die Reibungswärme. |
| Vorschubrate | 0,002 - 0,010 IPR | Höhere Vorschubraten verhindern das Verweilen des Werkzeugs. |
| Werkzeug | Extrem scharf HSS/Hartmetall | Eine scharfe Kante schneidet das Material sauber ab. |
| Kühlmittel | Unerlässlich | Reguliert Wärme und schmiert den Schnitt. |
| Spannung | Minimaler, gleichmäßiger Druck | Verhindert Teileverformung (Kriechverformung). |
Benötigen Sie präzisionsbearbeitete PTFE-Komponenten, die ihre Form und Abmessungen beibehalten?
Bei KINTEK sind wir auf die Bearbeitung von PTFE für die Halbleiter-, Medizin- und Laborindustrie spezialisiert. Unsere Expertise im Umgang mit Wärmeausdehnung und Kriechverformung stellt sicher, dass Ihre Dichtungen, Auskleidungen und kundenspezifischen Laborartikel von Prototypen bis hin zu Großserienaufträgen exakt nach Ihren Vorgaben gefertigt werden.
Kontaktieren Sie noch heute unsere Experten, um Ihr Projekt zu besprechen und ein Angebot zu erhalten!
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Hochtemperatur-PTFE-Reaktionssieb mit anpassbaren Schichten und präzisen Porengrößen für Proben-Trenngeräte mit Gewindeanschluss
- Kundenspezifischer PTFE-Schertrichter mit Konstantdruck – korrosionsbeständig, niedriger Hintergrund, Laborglas für PFA-Kolben
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Benutzerdefinierte PTFE-Dispergierscheibe und Rührstab für die chemische Verarbeitung und das Labormischen
Andere fragen auch
- Wie verhalten sich Behälter aus Polytetrafluorethylen (PTFE) in Bezug auf Gaspermeation? Experteneinblicke zur Lösungsmittelaufnahme
- Können PTFE-Teile nach spezifischen Anforderungen angepasst werden? Präzise kundenspezifische PTFE-Komponenten fertigen
- Was sind die Hauptvorteile der Verwendung von PTFE für kundenspezifische Teile? Komplexe technische Herausforderungen lösen
- Was sind die Vorteile der Bearbeitung von PTFE gegenüber anderen Materialien? Entfesseln Sie überlegene Leistung in rauen Umgebungen
- Welche Anpassungsoptionen gibt es für PTFE-Materialien? Passen Sie die Leistung für Ihre Anwendung an



















