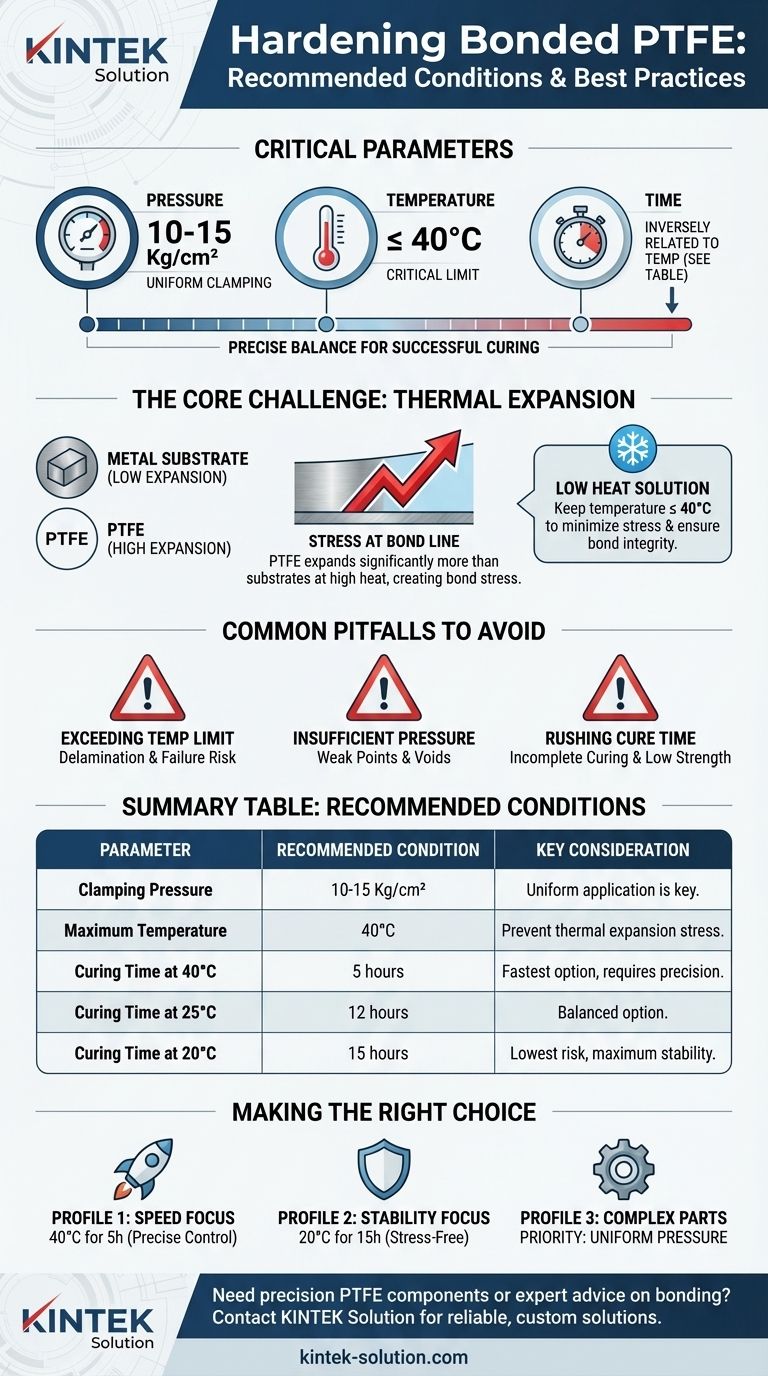
Um geklebtes PTFE erfolgreich auszuhärten, müssen Sie ein präzises Gleichgewicht zwischen Temperatur, Druck und Zeit einhalten. Der empfohlene Anpressdruck beträgt 10-15 Kg/cm², und die Aushärtetemperatur darf 40°C nicht überschreiten. Die Aushärtezeit ist umgekehrt proportional zur Temperatur und erfordert 5 Stunden bei 40°C, 12 Stunden bei 25°C oder 15 Stunden bei 20°C.
Die größte Herausforderung beim Aushärten von geklebtem PTFE besteht nicht nur darin, den Klebstoff auszuhärten, sondern auch die hohe Wärmeausdehnungsrate des Materials zu kontrollieren. Der Erfolg hängt davon ab, niedrige Hitze und konstanten Druck anzuwenden, um eine starke, spannungsfreie Verbindung zu schaffen, die später nicht versagt.

Die kritischen Parameter für das Aushärten
Um eine zuverlässige Verbindung zu erzielen, muss jeder Parameter sorgfältig kontrolliert werden. Diese Variablen arbeiten zusammen, um sicherzustellen, dass der Klebstoff vollständig aushärtet, ohne die Integrität der Baugruppe zu beeinträchtigen.
Temperaturkontrolle ist nicht verhandelbar
Die wichtigste Regel ist, die Aushärtetemperatur auf oder unter 40°C zu halten.
Diese strenge Grenze ist notwendig, da PTFE einen weitaus höheren Wärmeausdehnungskoeffizienten aufweist als die Materialien, mit denen es typischerweise verklebt wird, wie z. B. Metalle. Das Überschreiten dieser Temperatur führt dazu, dass sich das PTFE wesentlich stärker ausdehnt als sein Trägermaterial, wodurch an der Klebefuge enorme Spannungen entstehen, die zu sofortigem oder zukünftigem Versagen führen können.
Die Rolle des konstanten Anpressdrucks
Ein konstanter Anpressdruck von 10-15 Kg/cm² muss gleichmäßig über die gesamte Klebefläche ausgeübt werden.
Dieser Druck gewährleistet einen engen Kontakt zwischen dem PTFE, dem Klebstoff und dem Trägermaterial. Ohne ihn riskieren Sie Lufteinschlüsse oder Lücken in der Verbindung, was zu Schwachstellen führt, die die Festigkeit und Zuverlässigkeit der Endmontage beeinträchtigen.
Das Verhältnis von Zeit und Temperatur
Die Aushärtezeit hängt direkt von der gewählten Temperatur ab. Die bereitgestellten Richtlinien ergeben folgendes Aushärtungsprofil:
- Bei 20°C (68°F): 15 Stunden
- Bei 25°C (77°F): 12 Stunden
- Bei 40°C (104°F): 5 Stunden
Niedrigere Temperaturen erfordern längere Zeiten, damit der Klebstoff vollständig vernetzt und seine maximale Festigkeit erreicht. Während höhere Temperaturen die Aushärtung beschleunigen, bringen sie Sie auch näher an die kritische Schwelle der Wärmeausdehnung.
Die Kernherausforderung verstehen: Die Eigenschaften von PTFE
Die strengen Aushärtungsparameter sind eine direkte Folge der inhärenten physikalischen Eigenschaften von PTFE. Das Verständnis dieses Kontextes ist der Schlüssel zur Vermeidung von Prozessfehlern.
Warum die Wärmeausdehnung wichtig ist
Stellen Sie sich die Klebefuge als Tauziehen vor. Wenn Sie die Baugruppe erwärmen, dehnt sich das PTFE schnell aus, während sich das Metallsubstrat langsam ausdehnt. Diese Fehlanpassung zieht an der Klebstoffschicht aus entgegengesetzten Richtungen.
Indem Sie die Temperatur niedrig halten, minimieren Sie die Intensität dieses „Tauziehens“ und ermöglichen es dem Klebstoff, in einer spannungsarmen Umgebung auszuhärten.
Parallelen aus der Bearbeitung von PTFE
Die gleiche Temperaturempfindlichkeit, die das Kleben bestimmt, bestimmt auch, wie PTFE bearbeitet wird. Maschinenbauer müssen niedrige Schnittgeschwindigkeiten und Kühlmittel verwenden, um eine Wärmeentwicklung zu verhindern.
Übermäßige Hitze während der Bearbeitung führt dazu, dass sich das Material ausdehnt und verzieht, was Präzision unmöglich macht. Dieses Prinzip unterstreicht, warum eine Niedertemperatur-Aushärtung unerlässlich ist, um die Dimensionsstabilität und die Bindungsintegrität zu erhalten.
Häufige Fallstricke, die es zu vermeiden gilt
Abweichungen von den empfohlenen Parametern können zum Versagen der Verbindung führen. Dies sind die häufigsten Fehler.
Überschreiten der Temperaturgrenze
Dies ist die häufigste Fehlerursache. Es erzeugt übermäßige innere Spannungen, die zur Delaminierung der Verbindung während der Abkühlphase oder, schlimmer noch, zu einem latenten Defekt führen können, der unter Betriebsbelastung versagt.
Unzureichender oder ungleichmäßiger Druck
Zu geringer oder ungleichmäßiger Druck führt zu einer unvollständigen Verbindung. Bereiche mit schlechtem Kontakt haften nicht und erzeugen Schwachstellen, die sich mit der Zeit ablösen oder trennen können.
Das Beschleunigen der Aushärtezeit
Die Verkürzung der Aushärtezeit, selbst wenn sich die Verbindung bei Berührung fest anfühlt, ist ein kritischer Fehler. Der Klebstoff ist nicht vollständig ausgehärtet und besitzt daher nicht seine spezifizierte chemische Beständigkeit und mechanische Festigkeit.
Die richtige Wahl für Ihr Ziel treffen
Nutzen Sie den primären Treiber Ihres Projekts, um das optimale Aushärtungsprofil auszuwählen.
- Wenn Ihr Hauptaugenmerk auf Geschwindigkeit liegt: Härten Sie bei der maximal zulässigen Temperatur von 40°C für 5 Stunden aus, stellen Sie jedoch sicher, dass Ihre Ausrüstung eine präzise und stabile Temperaturkontrolle bietet.
- Wenn Ihr Hauptaugenmerk auf maximaler Stabilität und minimalem Risiko liegt: Härten Sie bei einer niedrigeren Umgebungstemperatur wie 20°C für 15 Stunden aus, um die spannungsfreiste Verbindung zu erzielen.
- Wenn Sie große oder komplexe Geometrien verkleben: Priorisieren Sie die gleichmäßige Druckverteilung über alles andere, da dies der häufigste Fehlerpunkt bei nicht einheitlichen Teilen ist.
Die Beherrschung dieser kontrollierten Bedingungen stellt sicher, dass Sie die außergewöhnlichen Eigenschaften von PTFE nutzen, ohne seinen Verarbeitungsschwierigkeiten zum Opfer zu fallen.
Zusammenfassungstabelle:
| Parameter | Empfohlene Bedingung | Wichtige Überlegung |
|---|---|---|
| Anpressdruck | 10-15 Kg/cm² | Muss gleichmäßig über die Klebefläche ausgeübt werden. |
| Maximale Temperatur | 40°C | Entscheidend, um Spannungen durch die hohe Wärmeausdehnung von PTFE zu vermeiden. |
| Aushärtezeit bei 40°C | 5 Stunden | Schnellste Option, erfordert präzise Temperaturkontrolle. |
| Aushärtezeit bei 25°C | 12 Stunden | Ausgewogene Option für viele Anwendungen. |
| Aushärtezeit bei 20°C | 15 Stunden | Geringstes Risiko, erzeugt die spannungsfreiste Verbindung. |
Benötigen Sie präzise PTFE-Komponenten oder fachkundige Beratung zu Klebeprozessen?
Bei KINTEK fertigen wir hochwertige PTFE-Dichtungen, Auskleidungen und Laborgeräte für die Halbleiter-, Medizin- und Industriebranchen. Unsere Expertise in der kundenspezifischen Fertigung – von Prototypen bis hin zu Großserienaufträgen – stellt sicher, dass Ihre Komponenten so konstruiert und hergestellt werden, dass sie selbst anspruchsvollste Spezifikationen erfüllen, einschließlich erfolgreicher Klebeanwendungen.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie wir Ihr Projekt mit zuverlässigen PTFE-Lösungen unterstützen können.
Visuelle Anleitung
Ähnliche Produkte
- Verstärkter PTFE-Laborbecher für Hochtemperatur-Heizplattenanwendungen
- Maßgefertigter verstärkter PTFE-Becher Hochtemperatur Heizplatte Labor Fluorpolymer Gefäß chemikalienbeständig Verdauungsbecher
- PTFE-Kondensations-Rückfluss- und Gasabscheideanlage für korrosive biochemische Prozesse Anpassbares Hochtemperatursystem
- PTFE Anti-Verbrennungs-Wärmeschutzhülle Heizplatten-Stützfüße Labor-Arbeitsplatzschutz Anpassbare Thermische Barriere
- Anpassbare hochtemperaturbeständige antistatische PTFE-Isolierdichtungen flammhemmend korrosionsbeständig industrielle Dichtungen
Andere fragen auch
- Was sind die Vorteile von RPTFE gegenüber Standard-PTFE? Überlegene Festigkeit und Haltbarkeit für anspruchsvolle Anwendungen
- Was sind die Grenzen von reinem PTFE bei Hochtemperaturanwendungen? Das Verständnis der 200°C-Grenze
- Welche Faktoren müssen bei der Auswahl von PTFE-Schläuchen für Hochdruck- oder Hochtemperaturanwendungen berücksichtigt werden? - Ein Leitfaden
- In welchen Hochtemperaturanwendungen wird PTFE eingesetzt? Das ultimative Polymer für extreme Hitze & Korrosion
- Was sind die drei Arten von Verstärkungen bei PTFE-basierten Materialien? Wählen Sie das richtige Material für Ihre Anwendung



















