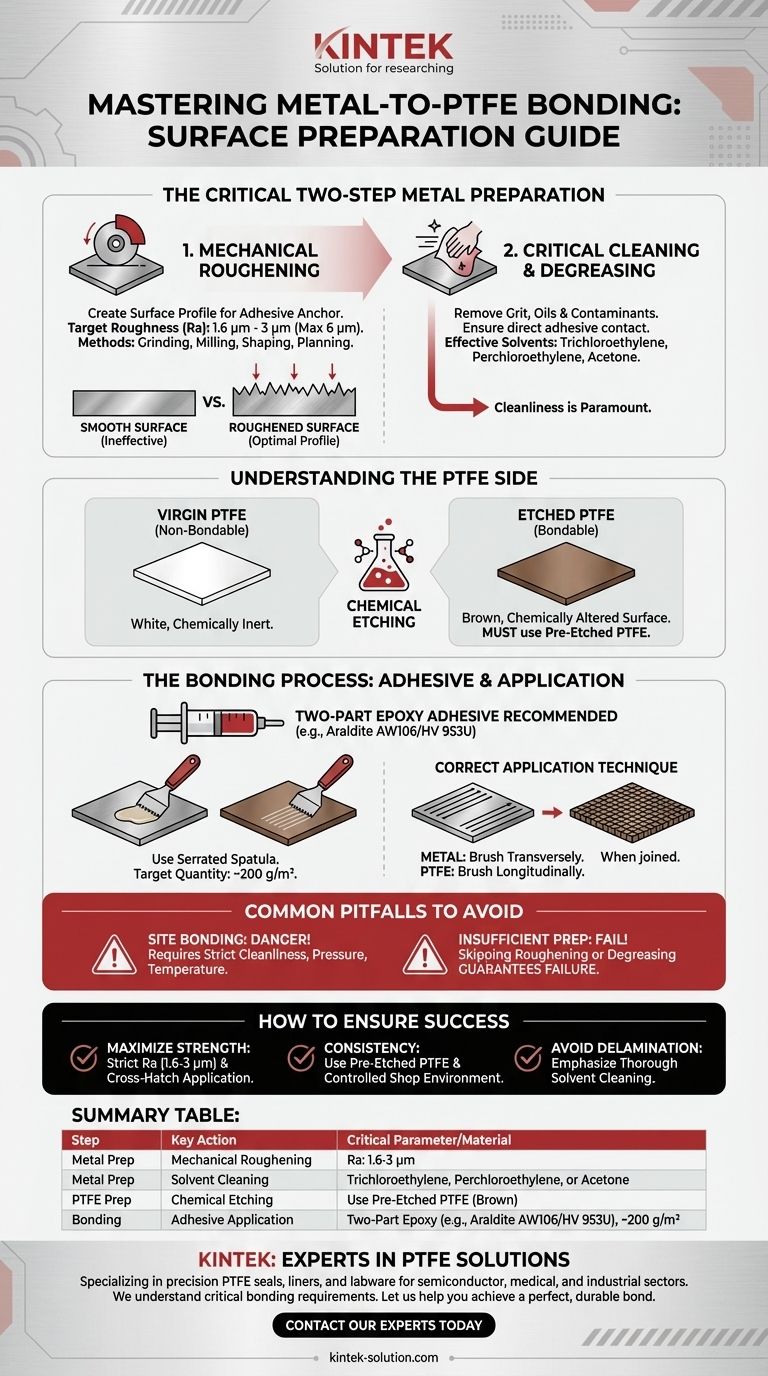
Die ordnungsgemäße Vorbereitung der Metalloberfläche für die Verklebung mit PTFE ist ein kritischer zweistufiger Prozess. Zuerst muss das Metall mechanisch aufgeraut werden, um ein spezifisches Oberflächenprofil zu erzeugen, das es dem Klebstoff ermöglicht, sich zu verankern. Zweitens muss die Oberfläche sorgfältig mit Lösungsmitteln gereinigt werden, um Schleifpartikel, Öle und andere Verunreinigungen zu entfernen, die andernfalls eine erfolgreiche Verbindung verhindern würden.
Der Schlüssel zu einer dauerhaften Verbindung liegt in der Erkenntnis, dass der Erfolg gleichermaßen von drei Faktoren abhängt: der mechanischen Vorbereitung des Metalls, der chemischen Vorbereitung des PTFE und der korrekten Anwendung des Klebstoffs. Die Vernachlässigung eines dieser Elemente beeinträchtigt die Integrität der Endverbindung.

Die grundlegenden Schritte zur Metallvorbereitung
Um eine starke mechanische Verankerung für den Klebstoff zu schaffen, darf die Metalloberfläche nicht glatt sein. Sie erfordert eine spezifische Textur, die nur durch kontrollierte mechanische Prozesse und anschließende absolute Reinigung erreicht werden kann.
Erreichen der optimalen Oberflächenrauheit
Das Ziel dieses Schrittes ist es, mikroskopisch kleine Spitzen und Täler zu erzeugen, an denen der Klebstoff Halt findet.
Dies wird typischerweise durch Bearbeitungsmethoden wie Schleifen, Fräsen, Formen oder Hobeln erreicht.
Die ideale Oberflächenrauheit (Ra) liegt zwischen 1,6 µm und 3 µm. Obwohl eine gewisse Abweichung akzeptabel ist, sollte die Rauheit niemals Ra = 6 µm überschreiten, da eine zu raue Oberfläche ebenfalls zu einer schlechten Verbindung führen kann.
Kritische Reinigung und Entfettung
Nach der Bearbeitung ist die Oberfläche mit Schneidflüssigkeiten, Ölen und Metallabrieb verunreinigt. Dieser Rückstand muss vollständig entfernt werden.
Eine gründliche Lösungsmittelreinigung ist unerlässlich, um sicherzustellen, dass der Klebstoff direkt auf das Metall und nicht auf eine Schicht von Verunreinigungen haftet.
Wirksame Lösungsmittel für diesen Zweck sind Trichlorethylen, Perchlorethylen oder Aceton.
Die PTFE-Seite der Gleichung verstehen
Die Vorbereitung des Metalls ist nur die halbe Miete. Reines PTFE ist von Natur aus ein Antihaftmaterial und haftet ohne spezielle Oberflächenbehandlung an nichts.
Die Notwendigkeit der chemischen Ätzung
Um PTFE verklebbar zu machen, muss seine Oberfläche durch einen Prozess namens Ätzen chemisch verändert werden.
Dieser proprietäre Prozess verändert die Molekularstruktur der PTFE-Oberfläche und macht sie für Standard-Industrieklebstoffe empfänglich.
Für jede Verklebungsanwendung müssen Sie PTFE-Platten verwenden, die als ein- oder beidseitig geätzt gekennzeichnet sind.
Identifizierung von korrekt geätztem PTFE
Sie können visuell überprüfen, ob Ihr PTFE bereit zum Verkleben ist.
Unbehandeltes, nicht verklebbares PTFE ist weiß. Eine korrekt geätzte, verklebbare Oberfläche weist eine einheitliche braune Farbe auf.
Der Verklebungsprozess: Klebstoffe und Anwendung
Nachdem beide Oberflächen ordnungsgemäß vorbereitet sind, besteht die letzte Phase darin, den richtigen Klebstoff auszuwählen und ihn korrekt aufzutragen, um eine vollständige Abdeckung und optimale Festigkeit zu gewährleisten.
Auswahl des richtigen Klebstoffs
Ein Zwei-Komponenten-Epoxidklebstoff wird aufgrund seiner ausgezeichneten Scherfestigkeit, die für diese Anwendung entscheidend ist, dringend empfohlen.
Eine bewährte Kombination ist Araldite AW106 Harz, verwendet mit Araldite HV 953U Härter.
Korrekte Anwendungstechnik
Eine gleichmäßige Klebstoffauftragung ist entscheidend für eine lückenlose Klebefuge.
Verwenden Sie einen gezahnten Spatel, um das gemischte Epoxidharz sowohl auf das vorbereitete Metall als auch auf die geätzte PTFE-Oberfläche aufzutragen. Die Zielmenge sollte etwa 200 Gramm pro Quadratmeter betragen.
Für die beste Verteilung streichen Sie den Klebstoff in Längsrichtung auf das PTFE und quer auf das Metall, wodurch beim Zusammenfügen ein Kreuzschraffurmuster entsteht.
Häufige Fallstricke, die es zu vermeiden gilt
Fehler bei der Vorbereitung oder dem Verklebungsprozess sind die Hauptursache für Fehlschläge. Das Verständnis dieser häufigen Fehler ist der Schlüssel zu deren Vermeidung.
Die Gefahren der Verklebung vor Ort
Der Versuch, PTFE im Feld (Verklebung vor Ort) mit Metall zu verkleben, wird dringend abgeraten.
Dieser Prozess erfordert streng kontrollierte Bedingungen hinsichtlich Sauberkeit, Druck und Temperatur, die außerhalb einer speziellen Werkstattumgebung kaum zu reproduzieren sind.
Unzureichende Oberflächenvorbereitung
Die häufigste Ursache für das Versagen der Verklebung ist eine unzureichende Vorbereitung.
Das Überspringen des mechanischen Aufrauhungsschritts oder, häufiger, die unvollständige Entfettung der Oberfläche garantiert eine schwache Verbindung, die sich unter Belastung ablöst (Delamination).
Wie man eine erfolgreiche Verbindung sicherstellt
Um eine zuverlässige und dauerhafte Verbindung zu erzielen, sollte Ihre Methodik mit der Hauptanforderung Ihres Projekts übereinstimmen.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Bindungsfestigkeit liegt: Halten Sie sich strikt an die Spezifikation der Oberflächenrauheit Ra = 1,6–3 µm und verwenden Sie die Kreuzschraffur-Klebstoffauftragstechnik.
- Wenn Ihr Hauptaugenmerk auf Konsistenz und Zuverlässigkeit liegt: Beschaffen Sie immer vor-geätztes PTFE von einem seriösen Lieferanten und führen Sie alle Verklebungen in einer kontrollierten Werkstattumgebung durch, niemals vor Ort.
- Wenn Ihr Hauptaugenmerk auf der Vermeidung von Delamination liegt: Legen Sie den größten Wert auf den Lösungsmittelreinigungsschritt, da Restkontamination die häufigste und vermeidbare Ursache für ein Versagen der Verklebung ist.
Letztendlich ist eine erfolgreiche Metall-PTFE-Verbindung keine Frage einer einzelnen Technik, sondern das Ergebnis eines präzisen und disziplinierten mehrstufigen Prozesses.
Zusammenfassungstabelle:
| Schritt | Schlüsselaktion | Kritisches Parameter / Material |
|---|---|---|
| Metallvorbereitung | Mechanische Aufrauhung | Oberflächenrauheit (Ra): 1,6 - 3 µm |
| Lösungsmittelreinigung | Trichlorethylen, Perchlorethylen oder Aceton | |
| PTFE-Vorbereitung | Chemische Ätzung | Verwendung von vor-geätztem PTFE (braune Farbe) |
| Verklebungsprozess | Klebstoffauftrag | Zwei-Komponenten-Epoxid (z. B. Araldite AW106/HV 953U) |
| Auftragsmenge: ~200 g/m² |
Benötigen Sie zuverlässige, hochleistungsfähige PTFE-Komponenten für Ihre Anwendung?
Bei KINTEK sind wir auf die Herstellung von Präzisions-PTFE-Dichtungen, -Auskleidungen und -Laborgeräten für die Halbleiter-, Medizin- und Industriebranchen spezialisiert. Unsere Expertise in der Materialwissenschaft stellt sicher, dass wir die kritischen Anforderungen an die Verklebung für anspruchsvolle Anwendungen verstehen.
Wir können kundenspezifisch gefertigte Komponenten liefern oder Sie bei Ihren spezifischen Verklebungsproblemen beraten. Lassen Sie uns Ihnen helfen, jedes Mal eine perfekte, dauerhafte Verbindung zu erzielen.
Kontaktieren Sie noch heute unsere Experten, um Ihre Projektanforderungen zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Hochreiner PTFE-Rundfiltermembranschneider mit Keramikklinge für die Spurenanalyse und CDC-Laborprobenvorbereitung
- Hitzebeständige PTFE-Wärmedämmplatte, korrosionsbeständig, metallfreies Fluorpolymer-Ständer für ultrareine Laboratorien
- Kundenspezifische PTFE-Petrischalen Korrosionsbeständig Hochrein Niedriger Hintergrund Laborgeräte
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Korrosionsbeständige Heizplatte mit modifizierter PTFE-Beschichtung 400x300mm Säurebeständiges Laborheizgerät Anpassbare Heizlösung
Andere fragen auch
- Was macht Teflonmembranen so vielseitig für den Einsatz in verschiedenen Laborumgebungen? Unübertroffene chemische und thermische Stabilität
- Was sind die strukturellen Merkmale und Herstellungsprinzipien von Polytetrafluorethylen (PTFE)-Filtermembranen?
- Wie beeinflusst die inhärente Hydrophobie von PTFE-Filtermembranen die Flüssig-Gas-Trennung? Leistung optimieren
- Wie wirkt sich die chemische Beständigkeit von Polytetrafluorethylen (PTFE)-Filtermembranen auf die industrielle Filtration aus?
- Was ist die chemische Zusammensetzung und Temperaturbeständigkeit von PTFE-Filtermembranen? Wesentliche Spezifikationen für Labore



















