Für die CNC-Bearbeitung von Teflon werden am meisten extrem scharfe, polierte Hartmetallfräser empfohlen, die für weiche Materialien ausgelegt sind. Werkzeuge wie einspanige oder schnellspiralige zweischneidige Schaftfräser sind ideal, da sie die Wärmeentwicklung und Reibung minimieren, welche die größten Herausforderungen bei der Bearbeitung dieses einzigartigen Polymers darstellen.
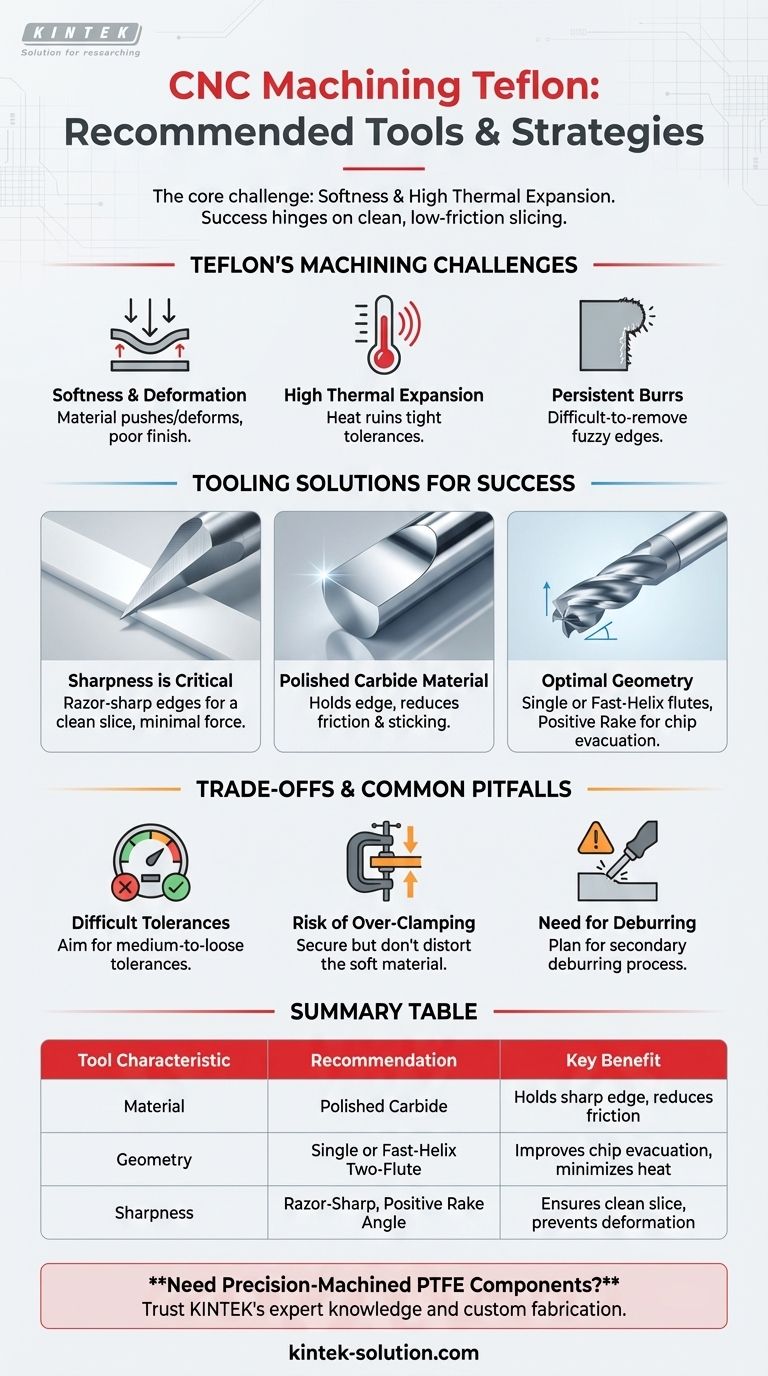
Die Kernherausforderung bei Teflon liegt in seiner Kombination aus Weichheit und einem hohen Wärmeausdehnungskoeffizienten. Der Erfolg hängt von einem einzigen Prinzip ab: der Verwendung von Werkzeugen und Techniken, die ein sauberes Schneiden mit geringer Reibung priorisieren, um Hitze zu minimieren und eine Verformung oder ein Schmelzen des Materials zu verhindern.

Warum Teflon einen spezialisierten Ansatz erfordert
Das Verständnis der Materialeigenschaften ist der erste Schritt zu einem erfolgreichen Bearbeitungsergebnis. Teflon (PTFE) verhält sich nicht wie Metalle oder sogar andere Kunststoffe und stellt eine Reihe einzigartiger Hindernisse dar.
Die Herausforderung der Weichheit und Verformung
Teflon ist außergewöhnlich weich, was bedeutet, dass es vom Schneidwerkzeug leicht weggeschoben oder verformt werden kann, anstatt sauber geschnitten zu werden. Dies kann zu Rattern, schlechter Oberflächengüte und Maßungenauigkeiten führen.
Ein stumpfes oder falsch konstruiertes Werkzeug pflügt durch das Material, erzeugt mehr Druck als nötig und beeinträchtigt die Geometrie des Teils.
Die Auswirkung der hohen Wärmeausdehnung
Teflon dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Die Reibung eines Schneidwerkzeugs erzeugt Wärme, die dazu führen kann, dass sich das Material während des Schnitts ausdehnt und enge Toleranzen ruiniert.
Diese Eigenschaft macht das Wärmemanagement zu einem der kritischsten Aspekte des gesamten Bearbeitungsprozesses.
Das hartnäckige Problem von Graten
Im Gegensatz zu Materialien, die saubere Späne erzeugen, neigt Teflon dazu, feine, flaumige Grate entlang der Schnittkante zu bilden. Diese Grate sind schwer zu entfernen und können eine Hauptquelle für Nacharbeit sein.
Die vorherige Planung einer Entgratungsstrategie ist unerlässlich, um ein Teil in professioneller Qualität zu erhalten.
Auswahl der richtigen Schneidwerkzeuge
Ihre Wahl des Werkzeugs ist der einflussreichste Faktor bei der Bewältigung der Herausforderungen bei der Teflonbearbeitung. Das Ziel ist immer, die Reibung und Hitze an der Schneidkante zu reduzieren.
Die entscheidende Bedeutung der Schärfe
Absolute Schärfe ist nicht verhandelbar. Eine rasiermesserscharfe Schneidkante schneidet das Material sauber mit minimaler Kraft, wodurch Druck, Hitze und die Wahrscheinlichkeit einer Verformung reduziert werden.
Stumpfe Werkzeuge verursachen sofort Probleme und führen zu einer schlechten Oberflächengüte und ungenauen Abmessungen.
Werkstoff: Hartmetall und polierte Oberflächen
Hartmetallfräser werden aufgrund ihrer Fähigkeit, eine scharfe Kante viel länger zu halten als Schnellarbeitsstahl (HSS), dringend empfohlen.
Darüber hinaus sind Werkzeuge mit hochpolierten Oberflächen und Spanräumen überlegen. Eine polierte Oberfläche reduziert die Reibung und verhindert, dass das weiche Teflonmaterial am Werkzeug kleben bleibt, was sauberere Schnitte und eine bessere Spanabfuhr gewährleistet.
Optimale Geometrie: Spanräume und Spanwinkel
Einspanige oder schnellspiralige zweischneidige Fräser sind ideal. Diese Designs bieten ausreichend Platz für einen schnellen Spanabtransport und verhindern, dass sie zusätzliche Reibung im Schnitt erzeugen.
Werkzeuge mit einem positiven Spanwinkel fördern eine scharfe Schneidbewegung, die viel effektiver ist und weniger Hitze erzeugt als die Schabwirkung eines Werkzeugs mit neutralem oder negativem Spanwinkel.
Verständnis der Kompromisse und häufigen Fallstricke
Selbst mit den richtigen Werkzeugen müssen bestimmte inhärente Herausforderungen bewältigt werden. Sich dieser Kompromisse bewusst zu sein, ist entscheidend, um realistische Erwartungen zu setzen und häufige Fehler zu vermeiden.
Die Schwierigkeit, enge Toleranzen einzuhalten
Aufgrund der hohen Wärmeausdehnung und der Neigung zu Spannungskriechen von Teflon ist das Einhalten extrem enger Toleranzen eine große Herausforderung. Aus diesem Grund ist es oft ratsam, mittlere bis lockere Toleranzen anzustreben, wann immer das Design dies zulässt.
Die Gefahr des Überklemmens
Die Weichheit von Teflon macht es sehr anfällig dafür, durch Spannvorrichtungen zerquetscht oder verformt zu werden. Sie müssen das Werkstück fest genug sichern, um Vibrationen zu verhindern, aber nicht so fest, dass Sie seine Form verzerren, bevor der erste Schnitt überhaupt gemacht wurde.
Die Notwendigkeit einer Entgratungsstrategie
Gehen Sie davon aus, dass das fertige Teil Grate aufweisen wird. Planen Sie einen sekundären Entgratungsprozess ein, der das sorgfältige Schleifen der Kanten oder sogar das Einfrieren des Teils umfassen kann, um die Grate spröde und leichter entfernbar zu machen.
Die richtige Wahl für Ihr Projekt treffen
Ihre spezifischen Werkzeug- und Prozessentscheidungen sollten direkt auf die Ziele Ihres Projekts abgestimmt sein.
- Wenn Ihr Hauptaugenmerk auf höchster Präzision und bester Oberflächengüte liegt: Investieren Sie in polierte, einspanige Hartmetall-Schaftfräser und verwenden Sie reichlich wasserlösliches Kühlmittel.
- Wenn Ihr Hauptaugenmerk auf allgemeiner Bearbeitung oder Prototyping liegt: Scharfe, hochwertige zweischneidige Fräser werden gute Leistungen erbringen, aber achten Sie genau auf Schnittgeschwindigkeiten und eine sichere Klemmung.
- Wenn Ihr Hauptaugenmerk auf der Minimierung der Nachbearbeitung liegt: Verwenden Sie die schärfsten verfügbaren Werkzeuge und ziehen Sie Mehrachsenbearbeitung in Betracht, um komplexe Merkmale in einem einzigen Setup fertigzustellen, wodurch Handhabung und potenzielle Gratbildung reduziert werden.
Letztendlich beruht die erfolgreiche Bearbeitung von Teflon darauf, seine einzigartigen Eigenschaften zu respektieren und Werkzeuge auszuwählen, die sauber schneiden und dabei minimale Hitze erzeugen.
Zusammenfassungstabelle:
| Werkzeugmerkmal | Empfehlung | Hauptvorteil |
|---|---|---|
| Material | Polierter Hartmetall | Hält eine scharfe Kante, reduziert Reibung |
| Geometrie | Einspanig oder schnellspiralig zweischneidig | Verbessert die Spanabfuhr, minimiert Hitze |
| Schärfe | Rasiermesserscharf, positiver Spanwinkel | Gewährleistet eine saubere Schneidbewegung, verhindert Verformung |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten?
Die Bearbeitung von Teflon erfordert Fachwissen und die richtigen Werkzeuge, um häufige Fallstricke wie Verformung, Grate und hitzebedingte Ungenauigkeiten zu vermeiden. Bei KINTEK sind wir auf die Herstellung hochwertiger PTFE-Komponenten (Dichtungen, Auskleidungen, Laborgeräte und mehr) für die Halbleiter-, Medizin-, Labor- und Industriebranchen spezialisiert.
Unser Engagement für präzise Fertigung und kundenspezifische Anfertigung – von Prototypen bis hin zu Großserienaufträgen – stellt sicher, dass Ihre Teile exakte Spezifikationen erfüllen. Lassen Sie unsere Expertise Ihre Herausforderungen bei der PTFE-Bearbeitung lösen.
Kontaktieren Sie KINTEK noch heute für ein Angebot und erfahren Sie, wie wir Ihrem Projekt Mehrwert bieten können.
Visuelle Anleitung
Ähnliche Produkte
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Maßgefertigte lebensmittelechte PTFE-Schöpfer zylindrische Chemie-Spateln Bio-Pharma nicht verschmutzendes Materialhandhabungs-Werkzeug
- Korrosionsbeständige Probenahmebecher aus PTFE, kundenspezifisch gefertigte Probenahmeschaufeln aus PTFE – Probewerkzeuge aus Fluorpolymer für Laboratorien
- Korrosionsbeständiger PTFE-Probenlöffel Spatel Hochrein Niedriger Hintergrund Lebensmittelecht Werkzeug für Pharmazeutische Forschungslaboratorien
- Kundenspezifische PTFE-Schaber-Spatel und Probendlöffel – doppelt verwendbar, korrosionsbeständig, niedriger Hintergrund, weißes Fluorpolymer-Werkzeug
Andere fragen auch
- Warum gelten PTFE-Schaufeln als kostengünstig? Maximieren Sie den ROI mit überragender Haltbarkeit
- Welche Haupteigenschaften machen PTFE-Schaufeln ideal für den Laboreinsatz? Sichern Sie die Probenintegrität mit chemisch inerten Werkzeugen
- Welche spezifischen Anwendungen haben PTFE-Schaufeln im Labor? Gewährleistung von Probenreinheit und Sicherheit
- Welchen Temperaturbereich können PTFE-Schaufeln aushalten? Ein Leitfaden zur extremen thermischen Stabilität
- Wie profitieren Benutzer vom ergonomischen Design von PTFE-Schaufeln? Belastung reduzieren und Laboreffizienz steigern



















