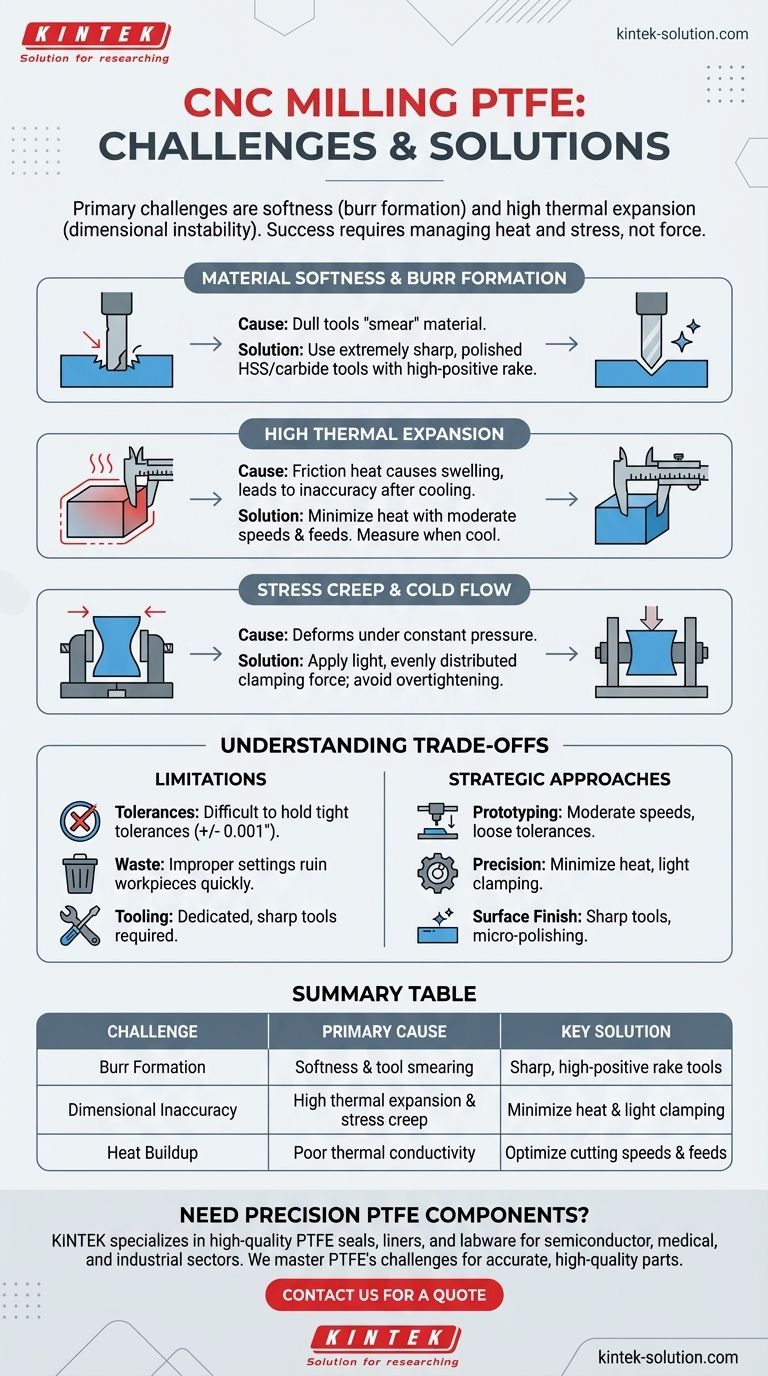
Die größten Herausforderungen bei der CNC-Bearbeitung von PTFE sind seine Weichheit, die zu Gratebildung führt, und sein hoher Wärmeausdehnungskoeffizient, der Dimensionsinstabilität verursacht. Die erfolgreiche Bearbeitung von Polytetrafluorethylen (PTFE) erfordert eine Strategie, die diese inhärenten Materialeigenschaften durch spezifische Werkzeuge, Einstellungen und Handhabungstechniken berücksichtigt.
Die Kernschwierigkeit bei der Bearbeitung von PTFE liegt nicht in seiner Härte, sondern in seiner Neigung, sich unter Hitze und Druck zu verformen. Erfolg hängt davon ab, mit der Natur des Materials zu arbeiten, indem Wärmeausdehnung und mechanische Beanspruchung kontrolliert werden, anstatt zu versuchen, es gewaltsam zu bearbeiten.

Das Kernproblem: Warum sich PTFE anders verhält
Um die Herausforderungen beim Fräsen von PTFE zu verstehen, müssen Sie zunächst seine grundlegenden Eigenschaften verstehen. Im Gegensatz zu starren Metallen oder Kunststoffen bestimmt das Verhalten von PTFE unter Belastung und Hitze die gesamte Bearbeitungsstrategie.
Die Weichheit von PTFE im Detail
PTFE ist ein außergewöhnlich weiches Material. Beim Fräsen neigt ein stumpfes oder schlecht konstruiertes Schneidwerkzeug dazu, das Material eher zu drücken oder zu „verschmieren“, anstatt es sauber zu schneiden.
Diese Drückwirkung ist die Hauptursache für starke Gratebildung, was zu einer schlechten Oberflächengüte führt und sekundäre Entgratvorgänge erforderlich macht.
Der hohe Wärmeausdehnungskoeffizient
PTFE dehnt sich bei Temperaturänderungen viel stärker aus und zieht sich zusammen als die meisten Materialien. Die Reibung eines Schneidwerkzeugs erzeugt lokale Hitze, wodurch sich das Material während des Fräsprozesses ausdehnt.
Wenn die Maße gemessen werden, während das Teil noch warm ist, wird es außerhalb der Spezifikation liegen, sobald es abkühlt und schrumpft. Dies macht die Erzielung der Maßhaltigkeit zu einer erheblichen Herausforderung.
Kriechverformung und Kaltfluss
PTFE neigt zum „Kriechverhalten“ (Stress Creep), auch bekannt als Kaltfluss. Das bedeutet, dass sich das Material im Laufe der Zeit langsam verformt, wenn es einem konstanten Druck ausgesetzt ist, selbst bei Raumtemperatur.
Diese Eigenschaft wirkt sich direkt auf die Werkstückspannung aus. Wenn ein Werkstück zu fest in einem Schraubstock eingespannt wird, komprimiert es sich. Das Teil kann perfekt dimensioniert sein, solange es eingespannt ist, aber es wird ungenau sein, sobald der Druck gelöst wird und das Material sich entspannt.
Praktische Herausforderungen und Lösungen bei der Bearbeitung
Diese Materialeigenschaften führen zu vorhersehbaren Problemen in der Fertigung. Ihre Bewältigung erfordert spezifische Anpassungen der Standard-Fräspraktiken.
Erreichen der Maßhaltigkeit
Die Kombination aus Wärmeausdehnung und Kriechverhalten macht die Einhaltung enger Toleranzen schwierig. Der Schlüssel liegt darin, Wärmeerzeugung und Spannungsdruck zu minimieren.
Verwenden Sie moderate Schnittgeschwindigkeiten und Vorschübe, um Reibung und Wärmeentwicklung zu reduzieren. Dies ist der effektivste Weg, die Wärmeausdehnung zu kontrollieren.
Verhindern von Gratebildung
Um einen sauberen Schnitt anstelle eines verschmierten Schnitts zu erzielen, ist das Schneidwerkzeug von größter Bedeutung. Verwenden Sie extrem scharfe und polierte Schneidwerkzeuge, vorzugsweise aus Hochgeschwindigkeitsstahl (HSS) oder unbeschichtetem Hartmetall.
Ein Werkzeug mit einem hohen positiven Spanwinkel hilft, den Span anzuheben und das Material sauber zu schneiden, wodurch die Gratebildung drastisch reduziert wird.
Kontrolle der Wärmeentwicklung
Da PTFE ein schlechter Wärmeleiter ist, konzentriert sich die Wärme an der Schneidkante. Wenn sie nicht kontrolliert wird, führt diese lokale Hitze direkt zu den zuvor erwähnten Ausdehnungsproblemen.
Kühlmittel können helfen, aber die erste Verteidigungslinie sind immer ein scharfes Werkzeug und geeignete Schnittgeschwindigkeiten, um die Wärmeerzeugung von vornherein zu verhindern.
Sichern des Werkstücks ohne Verformung
Um dem Kriechverhalten entgegenzuwirken, üben Sie nur so viel Klemmkraft aus, wie nötig ist, um das Teil sicher zu halten. Vermeiden Sie um jeden Preis ein zu festes Anziehen.
Die Verwendung von Vorrichtungen mit einer größeren Oberfläche zur Verteilung des Klemmdrucks kann ebenfalls dazu beitragen, dass sich das Material nicht komprimiert und verformt.
Verständnis der Kompromisse
Obwohl die Eigenschaften von PTFE es ideal für bestimmte Anwendungen wie reibungsarme Dichtungen oder chemikalienbeständige Komponenten machen, bringen sie auch unvermeidliche Einschränkungen mit sich.
Die Toleranzgrenze
Aufgrund seiner inhärenten Instabilität ist PTFE nicht gut geeignet für Teile, die extrem enge Toleranzen erfordern (z. B. +/- 0,001 Zoll). Konstruktionen müssen dies berücksichtigen, indem sie, wo immer möglich, großzügigere Toleranzen festlegen.
Das Risiko von Materialverlust
Falsche Einstellungen können ein PTFE-Werkstück schnell ruinieren. Die anfängliche Einrichtung und Testläufe sind entscheidend, um die richtigen Parameter einzustellen, was zu anfänglichem Materialausschuss führen kann.
Die Notwendigkeit spezieller Werkzeuge
Obwohl PTFE im Prinzip einfach zu schneiden ist, erfordert ein qualitativ hochwertiges Ergebnis spezielle Werkzeuge. Werkzeuge müssen außergewöhnlich scharf gehalten werden und sollten idealerweise nur für die Bearbeitung von weichen Kunststoffen verwendet werden, um Kerben oder Abstumpfungen zu vermeiden, die die Leistung beeinträchtigen würden.
Die richtige Wahl für Ihr Ziel treffen
Ihr Ansatz zur Bearbeitung von PTFE sollte direkt auf das Endergebnis Ihres Projekts abgestimmt sein.
- Wenn Ihr Hauptaugenmerk auf dem Rapid Prototyping liegt: Nutzen Sie die einfache Bearbeitbarkeit von PTFE mit moderaten Geschwindigkeiten, aber entwerfen Sie mit Blick auf lockere Toleranzen.
- Wenn Ihr Hauptaugenmerk auf hochpräzisen Komponenten liegt: Sie müssen die Wärme minimieren, indem Sie scharfe Werkzeuge und kontrollierte Schnittgeschwindigkeiten verwenden und gleichzeitig einen geringen und gleichmäßig verteilten Klemmdruck anwenden.
- Wenn Ihr Hauptaugenmerk auf einer überlegenen Oberflächengüte liegt: Verwenden Sie außergewöhnlich scharfe Werkzeuge mit hohem positivem Spanwinkel und ziehen Sie Nachbearbeitungen wie Mikropolieren nach dem Fräsen in Betracht.
Letztendlich beruht die erfolgreiche PTFE-Bearbeitung darauf, die einzigartigen Eigenschaften des Materials zu respektieren, anstatt gegen sie anzukämpfen.
Zusammenfassungstabelle:
| Herausforderung | Hauptursache | Schlüssellösung |
|---|---|---|
| Gratebildung | Materialweichheit & Werkzeugverschmierung | Verwendung scharfer Werkzeuge mit hohem positiven Spanwinkel |
| Maßungenauigkeit | Hohe Wärmeausdehnung & Kriechverhalten | Hitze minimieren & leichte Klemmung verwenden |
| Wärmeentwicklung | Schlechte Wärmeleitfähigkeit von PTFE | Schnittgeschwindigkeiten & Vorschübe optimieren |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten?
Bei KINTEK sind wir spezialisiert auf die Herstellung hochwertiger PTFE-Dichtungen, Auskleidungen und Laborgeräte für die Halbleiter-, Medizin- und Industriebranche. Unsere Expertise in der kundenspezifischen Fertigung ermöglicht es uns, die Herausforderungen der Weichheit und Wärmeausdehnung von PTFE fachmännisch zu meistern und Teile mit der Maßhaltigkeit und überlegenen Oberflächengüte zu liefern, die Ihre Anwendung erfordert – vom Prototyp bis zur Großserienfertigung.
Kontaktieren Sie unser Team noch heute, um Ihre Projektanforderungen zu besprechen und ein Angebot zu erhalten.
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Benutzerdefinierte PTFE-Kugelmahlmühle 50ml Korrosionsbeständig Niedriger Hintergrund Labormahlgefäß
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Hochreiner PTFE-Rundfiltermembranschneider mit Keramikklinge für die Spurenanalyse und CDC-Laborprobenvorbereitung
- Kundenspezifische PTFE-Messzylinder für anspruchsvolle wissenschaftliche und industrielle Anwendungen
Andere fragen auch
- Welche Arten von Fertigprodukten werden aus PTFE hergestellt? Dichtungen, Lager, Laborgeräte & mehr
- Wie schneidet PTFE im Vergleich zu Polyethylen (PE) hinsichtlich chemischer Beständigkeit und Temperaturbeständigkeit ab? Wählen Sie das richtige Polymer für extreme Bedingungen
- Was sind die primären Herstellungsverfahren für PTFE-Laborgeräte? Experten-Einblicke in die Fluorkunststofftechnik
- Welche Anpassungsoptionen gibt es für PTFE-Materialien? Passen Sie die Leistung für Ihre Anwendung an
- Was sind die mechanischen und sicherheitstechnischen Vorteile der Verwendung von PTFE-Geräten in einem Labor? Sicherheit & Haltbarkeit verbessern



















