Kurz gesagt, die CNC-Bearbeitung von Teflon ist ein subtraktives Fertigungsverfahren, bei dem computergesteuerte Werkzeuge präzise Material abtragen, um ein Endteil zu erzeugen. Obwohl die Weichheit von Teflon die Bearbeitung erleichtert, stellen seine einzigartigen Eigenschaften – wie schlechte Wärmeleitfähigkeit, hohe Wärmeausdehnung und die Neigung zur Verformung unter Druck – eine erhebliche technische Herausforderung für die Erzielung von Präzision dar. Dieses Verfahren ist in der Luft- und Raumfahrt-, Medizin- und Automobilindustrie weit verbreitet, wo die chemische Inertheit und die geringe Reibung von Teflon entscheidend sind.
Die Kernherausforderung bei der Bearbeitung von Teflon liegt nicht im Schneiden, sondern in der Kontrolle. Seine inhärente Weichheit und thermische Instabilität bedeuten, dass standardmäßige Bearbeitungspraktiken für Metalle oder sogar andere Kunststoffe fehlschlagen werden. Erfolg erfordert spezialisierte Werkzeuge, sorgfältiges Wärmemanagement und ein tiefes Verständnis dafür, wie sich das Material verformt.
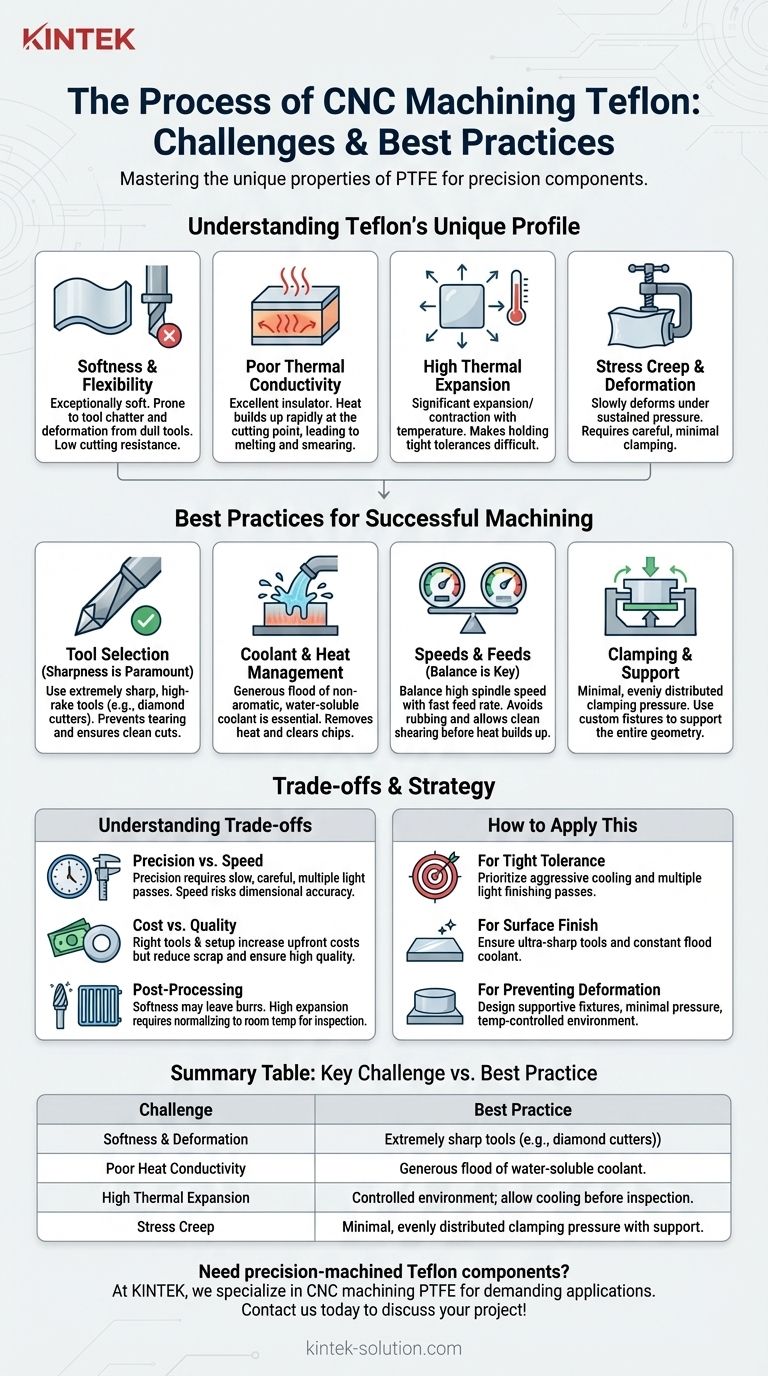
Das einzigartige Bearbeitungsprofil von Teflon verstehen
Um Teflon effektiv zu bearbeiten, müssen Sie zunächst seine spezifischen Materialeigenschaften verstehen. Diese Eigenschaften bestimmen jede Entscheidung, von den verwendeten Werkzeugen bis zur Geschwindigkeit der Maschine.
Weichheit und Flexibilität
Teflon (PTFE) ist ein außergewöhnlich weiches Material mit geringer Festigkeit im Vergleich zu anderen Polymeren wie Nylon. Diese Weichheit bedeutet, dass es dem Schneidwerkzeug wenig Widerstand entgegensetzt.
Diese Flexibilität macht es jedoch auch anfällig für Werkzeugflattern und Verformung. Das Material kann leicht von einem stumpfen Werkzeug weggeschoben werden, anstatt sauber abgeschert zu werden, was zu einer schlechten Oberflächengüte und Maßungenauigkeit führt.
Schlechte Wärmeleitfähigkeit
Im Gegensatz zu Metallen ist Teflon ein ausgezeichneter Wärmeisolator. Es leitet Wärme nicht gut ab, wodurch sich an der Kontaktstelle zwischen Werkzeug und Werkstück schnell Wärme aufbaut.
Diese lokalisierte Hitze ist eine Hauptursache für Bearbeitungsfehler, da sie zu Materialschmelzen, Schmieren und erheblichen Änderungen der Teileabmessungen führen kann.
Hoher Wärmeausdehnungskoeffizient
Teflon dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Diese Eigenschaft, kombiniert mit seiner schlechten Wärmeleitfähigkeit, stellt eine große Herausforderung für das Einhalten enger Toleranzen dar.
Da der Schneidprozess Wärme erzeugt, dehnt sich das Teil aus. Wenn Messungen vorgenommen werden, während das Teil noch warm ist, wird es außerhalb der Toleranz liegen, sobald es abkühlt und auf seine Endgröße schrumpft.
Kriechverformung und Verformung
Teflon weist eine hohe Rate an Kriechverformung auf, was bedeutet, dass es bei anhaltendem Druck dazu neigt, sich langsam zu verformen oder zu „fließen“.
Dies ist besonders kritisch beim Spannen oder Fixieren. Übermäßiger Klemmdruck kann das Material dauerhaft verformen, bevor der erste Schnitt gemacht wird, was es unmöglich macht, die beabsichtigte Endgeometrie zu erreichen.
Beste Vorgehensweisen für eine erfolgreiche Bearbeitung
Die Anpassung Ihres Prozesses an das einzigartige Profil von Teflon ist nicht verhandelbar. Der Erfolg hängt von einer spezifischen Kombination aus Werkzeugen, Kühlmittel und Maschinenparametern ab.
Werkzeugauswahl: Schärfe ist das A und O
Der wichtigste Faktor ist die Schärfe des Werkzeugs. Verwenden Sie extrem scharfe Werkzeuge mit einem hohen Spanwinkel und einem schmalen Profil.
Stumpfe oder falsch geformte Werkzeuge pflügen durch das Material, anstatt es zu schneiden, wodurch es unter Druck reißt, schmiert und sich verformt. Spezialisierte Diamantwerkzeuge bieten oft die beste Leistung und Werkzeugstandzeit.
Kühlmittel und Wärmemanagement
Ein aggressives Wärmemanagement ist unerlässlich. Das Ziel ist es, die Wärme so schnell wie möglich abzuführen, um Wärmeausdehnung und Schmelzen zu verhindern.
Ein großzügiger Überfluss an nicht-aromatischem, wasserlöslichem Kühlmittel ist der empfohlene Ansatz. Dies kühlt nicht nur das Werkstück, sondern hilft auch, Späne abzutragen, was einen sauberen Schnitt und eine überlegene Oberflächengüte gewährleistet.
Schnittgeschwindigkeiten und Vorschübe
Sie müssen Schnittgeschwindigkeiten und Vorschübe sorgfältig ausbalancieren. Hohe Schnittgeschwindigkeiten können übermäßige Hitze erzeugen, während ein zu langsamer Vorschub dazu führen kann, dass das Werkzeug am Material reibt und ebenfalls Hitze erzeugt.
Im Allgemeinen liefern eine höhere Spindeldrehzahl in Kombination mit einem schnelleren Vorschub die besten Ergebnisse, da das Werkzeug das Material sauber abscheren und den Schnitt verlassen kann, bevor sich signifikante Hitze aufbaut.
Werkstückspannung und -unterstützung
Verwenden Sie minimalen, gleichmäßig verteilten Klemmdruck, um das Werkstück zu halten. Ein zu festes Anziehen der Spannvorrichtung ist ein häufiger Fehler, der Spannungen verursacht und zu Verformungen führt.
Bei empfindlichen oder dünnwandigen Teilen sollten Sie kundenspezifische Vorrichtungen in Betracht ziehen, die die gesamte Teilegeometrie stützen, um ein Durchbiegen oder Verziehen während des Bearbeitungsvorgangs zu verhindern.
Die Abwägungen verstehen
Die Bearbeitung von Teflon erfordert ein Abwägen konkurrierender Prioritäten. Das Verständnis dieser Kompromisse ist der Schlüssel zur Planung eines erfolgreichen Fertigungslaufs.
Präzision vs. Geschwindigkeit
Das Erreichen enger Toleranzen bei Teflon ist ein langsamer Prozess, der sorgfältiges Wärmemanagement, scharfe Werkzeuge und möglicherweise mehrere leichte Schlichtdurchgänge erfordert. Das überstürzte Vorgehen durch Erhöhen der Schnitttiefen oder -geschwindigkeiten führt aufgrund von Wärmeentwicklung und Werkzeugdruck fast sicher zu Lasten der Maßgenauigkeit.
Kosten vs. Qualität
Die Verwendung der richtigen Werkzeuge, wie diamantbeschichtete Fräser, und das Investieren von Zeit in die richtige Einrichtung und Kühlmittelverwaltung erhöhen die Vorabkosten. Der Versuch, mit Standardwerkzeugen Kosten zu sparen oder die Einrichtung zu überstürzen, führt jedoch oft zu einer hohen Ausschussrate, was letztendlich mehr kostet durch Material- und Zeitverlust.
Die Notwendigkeit der Nachbearbeitung
Selbst bei einem perfekten Bearbeitungsprozess können einige Merkmale eine Nachbearbeitung erfordern. Die Weichheit des Materials kann zu kleinen Graten führen, und die hohe Wärmeausdehnung bedeutet, dass Teile ruhen und sich auf Raumtemperatur normalisieren müssen, bevor eine endgültige Qualitätsprüfung durchgeführt werden kann.
Anwendung auf Ihr Projekt
Ihre Bearbeitungsstrategie sollte von der kritischsten Anforderung des Endteils bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf engen Toleranzen liegt: Priorisieren Sie aggressive Kühlung und führen Sie mehrere leichte Schlichtdurchgänge durch, um Hitze und Werkzeugdruck zu minimieren.
- Wenn Ihr Hauptaugenmerk auf der Oberflächengüte liegt: Stellen Sie sicher, dass Sie extrem scharfe, spezielle Werkzeuge und einen konstanten Überfluss an hochwertigem Kühlmittel verwenden.
- Wenn Ihr Hauptaugenmerk auf der Vermeidung von Verformungen liegt: Entwerfen Sie Vorrichtungen, die eine breite Unterstützung bei minimalem Klemmdruck bieten, und bearbeiten Sie das Teil in einer temperaturkontrollierten Umgebung.
Letztendlich bedeutet die Beherrschung der Teflonbearbeitung, es nicht als schwieriges Material zu behandeln, sondern als ein einzigartiges, das seinen eigenen spezialisierten Ansatz erfordert.
Zusammenfassungstabelle:
| Herausforderung | Beste Vorgehensweise | Warum es wichtig ist |
|---|---|---|
| Weichheit & Verformung | Verwendung extrem scharfer Werkzeuge (z. B. Diamantfräser) | Verhindert Reißen, Schmieren und gewährleistet einen sauberen Schnitt |
| Schlechte Wärmeleitfähigkeit | Großzügiger Überfluss an wasserlöslichem Kühlmittel | Kontrolliert den Wärmeaufbau, um Schmelzen und Maßungenauigkeit zu vermeiden |
| Hohe Wärmeausdehnung | Bearbeitung in einer kontrollierten Umgebung; Teile vor der Endprüfung abkühlen lassen | Stellt sicher, dass die Teile nach dem Abkühlen auf Raumtemperatur enge Toleranzen einhalten |
| Kriechverformung | Minimaler, gleichmäßig verteilter Klemmdruck mit stützenden Vorrichtungen | Verhindert dauerhafte Verformung des Werkstücks während der Bearbeitung |
Benötigen Sie präzisionsgefertigte Teflonkomponenten?
Bei KINTEK sind wir spezialisiert auf die CNC-Bearbeitung von PTFE (Teflon) für anspruchsvolle Anwendungen in den Bereichen Halbleiter, Medizin, Labor und Industrie. Unsere Expertise im Umgang mit den einzigartigen Eigenschaften von Teflon – wie seiner Weichheit und thermischen Instabilität – stellt sicher, dass Ihre Teile nach den höchsten Standards an Genauigkeit und Qualität gefertigt werden.
Wir bieten kundenspezifische Fertigung von Prototypen bis hin zu Großserienaufträgen unter Verwendung spezialisierter Werkzeuge und präziser Prozesskontrollen, um die Herausforderungen bei der Bearbeitung von Teflon zu meistern.
Kontaktieren Sie uns noch heute, um Ihre Projektanforderungen zu besprechen und ein Angebot zu erhalten!
Visuelle Anleitung
Ähnliche Produkte
- PTFE-Becher und Kolben in großem Maßstab für hochtemperaturbeständige und korrosionsresistente Laboranwendungen mit maßgeschneiderter CNC-Fertigung
- Hochtemperatur-Teflon-Durchlaufreaktionssystem und HF-beständiger Dreihalskolben für die Petrochemie
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
Andere fragen auch
- Wie wird PTFE in Laboreinstellungen verwendet? Unerlässlich für chemische Beständigkeit und Probenreinheit
- Was sind die Grenzen von reinem PTFE bei Hochtemperaturanwendungen? Das Verständnis der 200°C-Grenze
- Was sind die Hauptvorteile von PTFE als Material für Laborflaschen? Überragende chemische und thermische Beständigkeit
- Wie sind die chemikalienbeständigen Eigenschaften von PTFE-Laborgeräten? Der ultimative Leitfaden für inerte Laborgeräte
- Was sind die Schlüsseleigenschaften von PTFE, die es für Laborgeräteanwendungen geeignet machen? Gewährleisten Sie die Integrität des Labors mit überlegenen Materialien



















