Um Teflon (PTFE) effektiv zu bearbeiten, müssen Sie hauptsächlich Schnittgeschwindigkeiten, Vorschubgeschwindigkeiten und die Schnitttiefe anpassen. Das Hauptziel dieser Anpassungen ist die Minimierung der Wärmeentwicklung und des physikalischen Drucks, da die einzigartigen Eigenschaften von Teflon es sehr anfällig für Wärmeausdehnung und Verformung machen.
Die zentrale Herausforderung bei der Bearbeitung von Teflon ist nicht die Materialhärte, sondern die Materialstabilität. Der Erfolg hängt vollständig davon ab, seine Weichheit, hohe Wärmeausdehnung und geringe Reibung durch den Einsatz scharfer Werkzeuge, konstante Kühlung und leichte Schnittkräfte zu managen, um Hitzeansammlungen und Teileverformungen zu vermeiden.

Die Kernherausforderung: Management von Hitze und Weichheit
Bevor Sie Parameter anpassen, müssen Sie die Eigenschaften verstehen, die Teflon einzigartig machen. Seine Herausforderungen hängen nicht mit der Festigkeit zusammen, sondern mit seiner inhärenten Instabilität unter typischen Bearbeitungskräften.
Hohe Wärmeausdehnung
Teflon weist einen sehr hohen Wärmeausdehnungskoeffizienten auf. Schon eine geringe Menge an durch Reibung beim Schneiden erzeugter Wärme führt dazu, dass sich das Material erheblich ausdehnt, was es unmöglich macht, enge Toleranzen einzuhalten.
Materialweichheit und Kriechen
PTFE ist ein extrem weiches Material. Diese Weichheit bedeutet, dass es sich leicht unter Klemmdruck oder durch die Kraft eines stumpfen Schneidwerkzeugs verformen kann. Es unterliegt auch dem Spannungskriechen, bei dem sich das Material im Laufe der Zeit langsam verformt, wenn es unter Druck gehalten wird, was die Maßhaltigkeit weiter erschwert.
Geringe Reibung und Werkstückspannung
Der berühmt niedrige Reibungskoeffizient macht Teflon rutschig und schwer sicher in einem Schraubstock oder Spannfutter zu halten. Der natürliche Instinkt ist, es fester einzuspannen, aber dies führt aufgrund der Weichheit des Materials direkt zu Teileverformungen.
Risiko der Freisetzung giftiger Gase
Sicherheit ist ein kritischer Parameter. Wenn Teflon über 250 °C erhitzt wird, beginnt es sich zu zersetzen und kann giftige Gase freisetzen. Richtige Kühlung und Belüftung sind nicht nur für die Teilequalität wichtig, sondern wesentliche Sicherheitsmaßnahmen.
Optimierung Ihrer Bearbeitungsparameter
Ihre primären Anpassungen sollten alle darauf abzielen, Hitze und physikalische Kraft auf das Werkstück zu reduzieren. Dies fühlt sich im Vergleich zur Metallbearbeitung oft kontraintuitiv an.
Anpassung von Schnittgeschwindigkeiten und Vorschüben
Die allgemeine Regel lautet: Verwenden Sie hohe Schnittgeschwindigkeiten in Kombination mit einer niedrigen bis mäßigen Vorschubgeschwindigkeit. Eine hohe Oberflächengeschwindigkeit ermöglicht es einem scharfen Werkzeug, das Material sauber zu scheren, während eine niedrige Vorschubgeschwindigkeit den Schneiddruck reduziert und die Reibung sowie die Wärmeentwicklung minimiert.
Kontrolle der Schnitttiefe
Verwenden Sie immer eine geringe Schnitttiefe. Leichte Durchgänge reduzieren die Schnittkräfte, verhindern, dass das Werkzeug das Material „schiebt“, anstatt es zu schneiden, und erzeugen pro Durchgang deutlich weniger Wärme.
Die entscheidende Rolle des Kühlmittels
Ein konstanter Kühlmittelfluss ist nicht verhandelbar. Das Kühlmittel erfüllt zwei Hauptfunktionen: Es entfernt sofort jegliche an der Schneidkante erzeugte Wärme und hilft, die weichen, faserigen Späne auszuspülen, die sich um Werkzeug und Werkstück wickeln können.
Die Wahl des richtigen Werkzeugs ist ein Schlüsselparameter
Die Art und der Zustand Ihrer Werkzeuge sind ebenso wichtig wie die eingestellten Geschwindigkeiten und Vorschübe.
Die Notwendigkeit extrem scharfer Kanten
Ihre Schneidwerkzeuge müssen so scharf wie möglich sein. Schnellarbeitsstahl (HSS) oder Hartmetallwerkzeuge sind beide effektiv, aber die Schärfe der Kante ist der wichtigste Faktor. Eine scharfe Kante schert das Material sauber, während eine stumpfe Kante hindurchpflügt, immense Reibung erzeugt und das Teil verformt.
Verwendung von positiven Spanwinkel
Werkzeuge mit einem hohen positiven Spanwinkel und signifikanter Freigabe sind ideal. Diese Geometrie hilft, den Span nach oben und vom Werkstück weg zu heben, wodurch Reibung, Hitze und die Wahrscheinlichkeit der Gratbildung an der fertigen Kante reduziert werden.
Berücksichtigung spezialisierter Werkzeuge
Für Operationen wie das Bohren sind Standardbohrer oft ineffektiv. Parabolische Spiralbohrer sind weitaus besser geeignet, Späne abzuführen. Für die absolut beste Oberflächengüte und Werkzeugstandzeit bieten speziell diamantbeschichtete Fräser eine überlegene Leistung.
Verständnis der Kompromisse und Fallstricke
Die erfolgreiche Bearbeitung von Teflon erfordert die Vermeidung häufiger Fehler, die daraus resultieren, dass es wie ein Metall oder ein härterer Kunststoff behandelt wird.
Fallstrick: Übermäßiges Festziehen des Werkstücks
Der häufigste Fehler ist das zu feste Spannen des Teils, wodurch es gequetscht wird und die Maßhaltigkeit verloren geht. Verwenden Sie Spannvorrichtungen, die die Klemmkraft über eine große Fläche verteilen, oder eine Weichbacken-Einrichtung, um das Material sicher ohne Verformung zu halten.
Fallstrick: Ignorieren der Gratbildung
Aufgrund seiner Weichheit neigt Teflon stark zur Gratbildung. Rechnen Sie mit einem sekundären Entgratungsvorgang. Die Verwendung eines extrem scharfen Werkzeugs mit einem hohen Spanwinkel ist die beste Methode, um dies zu minimieren, aber es beseitigt es selten vollständig.
Fallstrick: Messen eines warmen Teils
Nehmen Sie niemals eine Endmessung vor, solange das Teil noch warm von der Bearbeitung ist. Aufgrund seiner hohen Wärmeausdehnung müssen Sie die Komponente abkühlen lassen und sie auf Raumtemperatur normalisieren lassen, bevor Sie kritische Messungen vornehmen oder einen letzten Schlichtdurchgang durchführen.
Die richtigen Anpassungen für Ihr Ziel vornehmen
Ihre spezifischen Anpassungen sollten von Ihrem Hauptziel für das fertige Teil geleitet werden.
- Wenn Ihr Hauptaugenmerk auf der Maßhaltigkeit liegt: Priorisieren Sie aggressive Kühlung und lassen Sie das Teil vor allen letzten Schnitten oder Messungen vollständig auf Umgebungstemperatur normalisieren.
- Wenn Ihr Hauptaugenmerk auf einer hochwertigen Oberflächengüte liegt: Verwenden Sie extrem scharfe Werkzeuge mit hohem positivem Spanwinkel bei niedriger Vorschubgeschwindigkeit, um eine saubere Scherbwirkung anstelle eines Schiebens des Materials zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf der Sicherheit liegt: Sorgen Sie jederzeit für eine ausgezeichnete Belüftung und einen konstanten Kühlmittelfluss, um die Temperaturen weit unter dem Zersetzungspunkt von 250 °C zu halten.
Indem Sie die einzigartigen Eigenschaften von Teflon respektieren und die Reduzierung von Hitze und Druck priorisieren, können Sie präzise und reproduzierbare Ergebnisse erzielen.
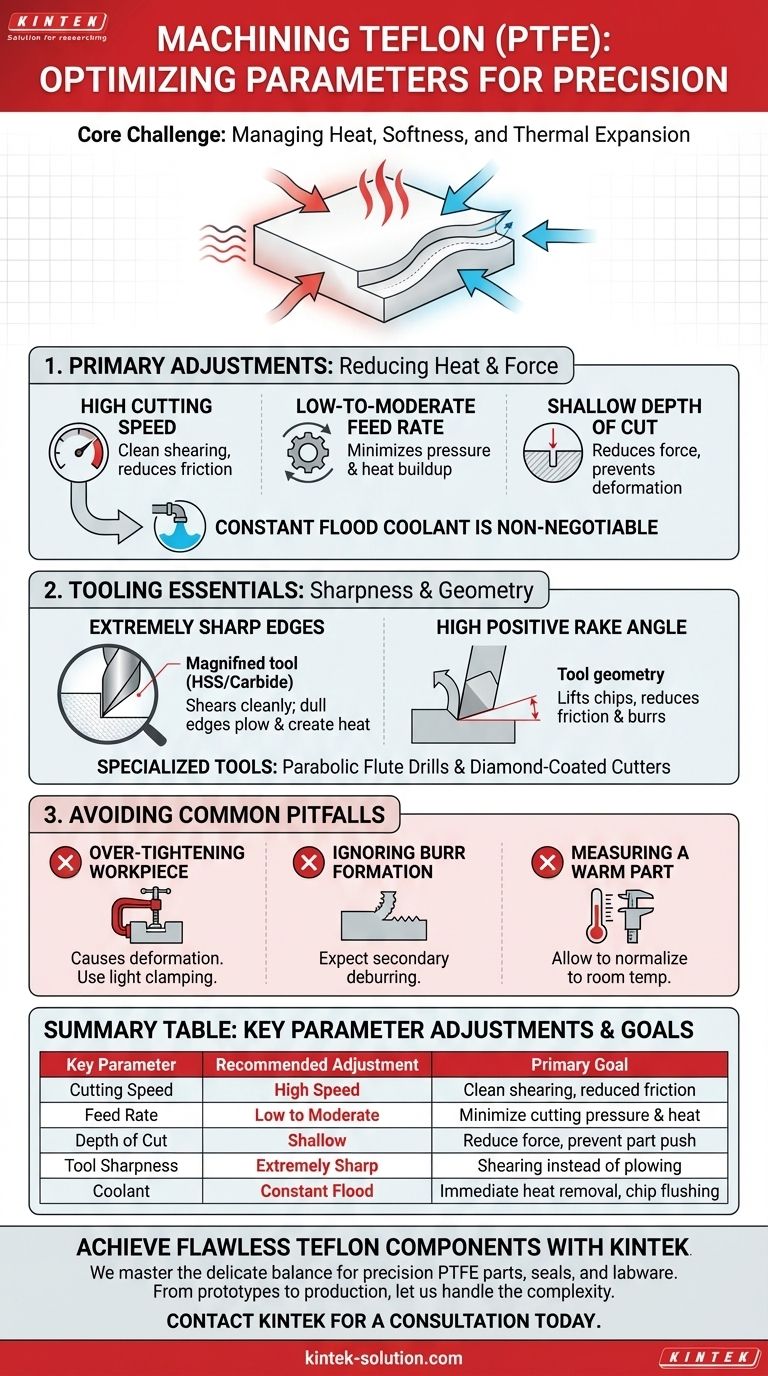
Zusammenfassungstabelle:
| Schlüsselparameter | Empfohlene Anpassung | Hauptziel |
|---|---|---|
| Schnittgeschwindigkeit | Hohe Geschwindigkeit | Sauberes Scheren, reduzierte Reibung |
| Vorschubgeschwindigkeit | Niedrig bis mäßig | Minimierung von Schneiddruck & Hitze |
| Schnitttiefe | Gering | Reduzierung der Kräfte und Vermeidung des Schiebens des Teils |
| Werkzeugschärfe | Extrem scharf | Scheren statt Pflügen des Materials |
| Kühlmittel | Konstanter Fluss | Sofortige Wärmeabfuhr und Spanabfuhr |
Makellose Teflon-Komponenten mit KINTEK realisieren
Die Bearbeitung von Teflon (PTFE) nach präzisen Spezifikationen erfordert Fachwissen und spezialisierte Werkzeuge. KINTEK fertigt hochpräzise PTFE-Komponenten – einschließlich Dichtungen, Auskleidungen und kundenspezifisches Laborgerät – für die Halbleiter-, Medizin- und Laborindustrie. Wir beherrschen die heikle Balance der Parameter, um Komponenten ohne Verformung, mit überlegener Oberflächengüte und engen Toleranzen zu liefern.
Überlassen Sie uns die Komplexität. Von Prototypen bis zur Volumenproduktion stellt unser Lohnfertigungsservice sicher, dass Ihre PTFE-Teile Ihren genauen Anforderungen entsprechen.
Kontaktieren Sie KINTEK noch heute für eine Beratung und ein Angebot für Ihr nächstes Projekt.
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Hochtemperatur-PTFE-Reaktionssieb mit anpassbaren Schichten und präzisen Porengrößen für Proben-Trenngeräte mit Gewindeanschluss
- Kundenspezifischer PTFE-Schertrichter mit Konstantdruck – korrosionsbeständig, niedriger Hintergrund, Laborglas für PFA-Kolben
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Benutzerdefinierte PTFE-Dispergierscheibe und Rührstab für die chemische Verarbeitung und das Labormischen
Andere fragen auch
- Was sind die Hauptvorteile der Verwendung von PTFE für kundenspezifische Teile? Komplexe technische Herausforderungen lösen
- Was sind die Vorteile der Bearbeitung von PTFE gegenüber anderen Materialien? Entfesseln Sie überlegene Leistung in rauen Umgebungen
- Was sind einige gängige Anwendungen von bearbeitetem PTFE? Nutzen Sie seine einzigartigen Eigenschaften für anspruchsvolle Anwendungen
- Was macht maschinell bearbeitetes PTFE für industrielle Anwendungen geeignet? Unübertroffene Leistung unter extremen Bedingungen
- Warum ist bearbeitetes PTFE im medizinischen Bereich beliebt? Unübertroffene Biokompatibilität & Präzision



















