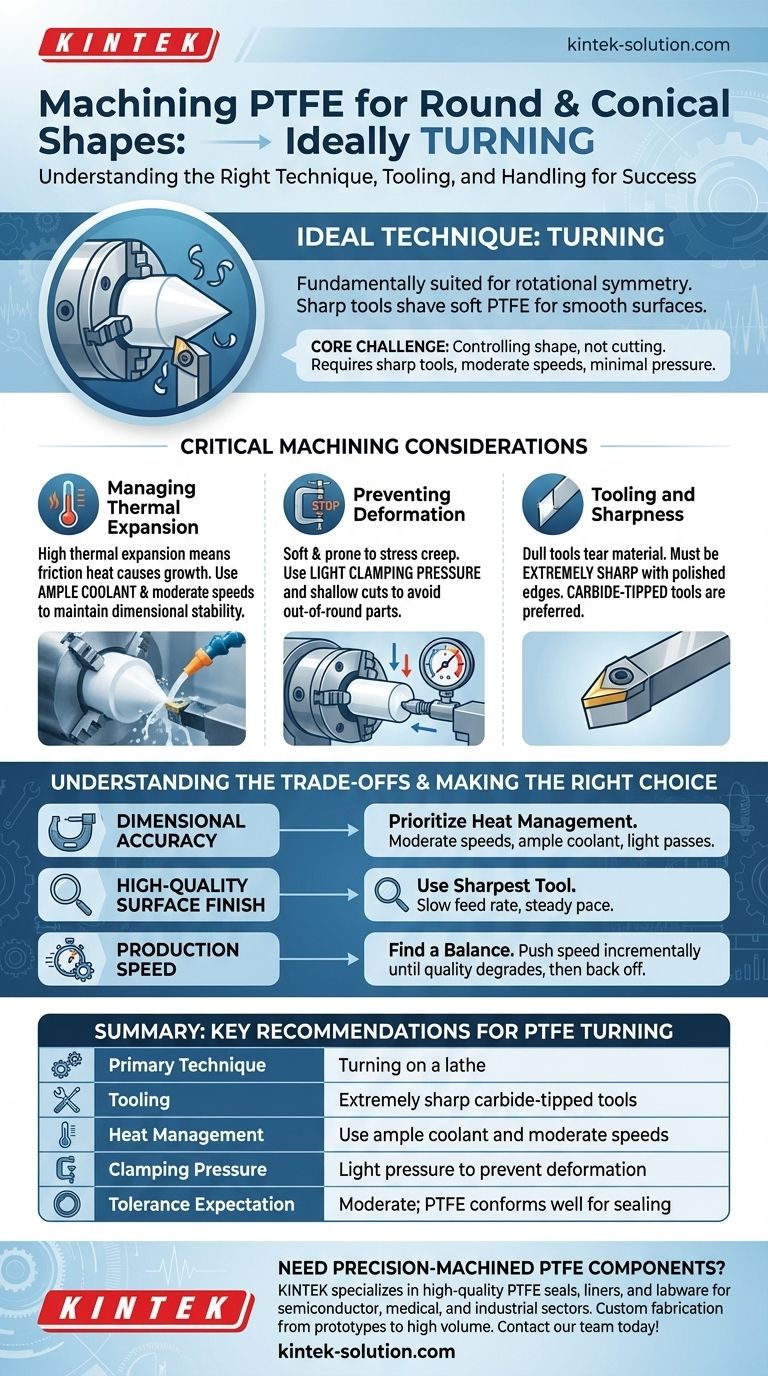
Für die Herstellung runder oder konischer Formen in Polytetrafluorethylen (PTFE) ist die ideale Zerspanungstechnik das Drehen. Obwohl PTFE auf Standardgeräten außergewöhnlich leicht zu bearbeiten ist, erfordern seine einzigartigen Eigenschaften – nämlich seine Weichheit, hohe Wärmeausdehnung und Neigung zur Verformung unter Druck – einen spezifischen Ansatz. Der Erfolg hängt weniger von der Maschine selbst ab als vielmehr von der richtigen Werkzeugwahl, den richtigen Geschwindigkeiten und den richtigen Handhabungstechniken.
Die Kernherausforderung bei der Bearbeitung von PTFE ist nicht das Schneiden, sondern die Kontrolle seiner Form. Das Drehen ist die richtige Methode für runde Teile, aber um Maßhaltigkeit zu erreichen, muss die inhärente Instabilität des Materials mit scharfen Werkzeugen, moderaten Geschwindigkeiten und minimalem Druck gehandhabt werden.
Warum Drehen die richtige Wahl für PTFE ist
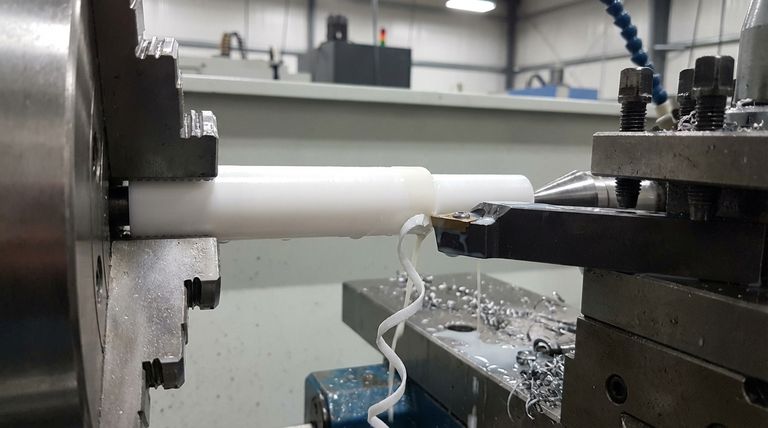
Das Drehen ist ein Zerspanungsprozess, bei dem ein Schneidwerkzeug, typischerweise ein Einpunktwerkzeug, sich linear bewegt, während das Werkstück rotiert. Diese Methode eignet sich grundsätzlich zur Herstellung von Teilen mit Rotationssymmetrie.
Die Mechanik des Drehens
Eine Drehmaschine spannt das PTFE-Rohmaterial ein und dreht es mit hoher Geschwindigkeit. Ein stationäres Schneidwerkzeug wird dann in das Material eingefahren und entfernt präzise Material, um zylindrische Profile, Konusse (Kegel), Nuten und Flächen zu erzeugen. Diese kontinuierliche Schneidwirkung ist perfekt für die Herstellung der glatten, symmetrischen Oberflächen, die für runde Teile erforderlich sind.
Wie PTFE-Eigenschaften zum Drehen passen
Die Weichheit von PTFE bedeutet, dass es einem scharfen Schneidwerkzeug nur sehr geringen Widerstand entgegensetzt. Bei einem Drehprozess ermöglicht dies einen sauberen, schneidenden Vorgang, der das Material sanft abträgt. Im Gegensatz zum Fräsen, das unterbrochene Schnitte beinhalten kann, sorgt die konstante Eingriffsfläche eines Drehmeißels für eine gleichmäßige Oberfläche, die für dieses Material ideal ist.
Wichtige Bearbeitungshinweise für PTFE
Es reicht nicht aus, PTFE einfach auf eine Drehmaschine zu spannen. Sie müssen seine Eigenschaften aktiv steuern, um ein genaues Ergebnis zu erzielen. Die Hauptziele sind die Minimierung von Hitze und die Vermeidung von physikalischer Verformung.
Umgang mit Wärmeausdehnung
PTFE hat einen außergewöhnlich hohen Wärmeausdehnungskoeffizienten. Die Reibung beim Schneiden erzeugt Wärme, wodurch sich das Material erheblich ausdehnt. Wenn dies nicht kontrolliert wird, ist ein Teil, das im warmen Zustand als korrekt gemessen wurde, nach dem Abkühlen zu klein.
Die Verwendung einer großzügigen Menge an Kühl- oder Schmiermittel ist unerlässlich, um diese Wärme an der Quelle abzuführen. Gepaart mit moderaten Schnittgeschwindigkeiten ist dies die effektivste Strategie zur Aufrechterhaltung der Maßhaltigkeit.
Vermeidung von Verformung
Das Material ist weich und anfällig für Kriechverformung, was bedeutet, dass es unter konstantem Druck mit der Zeit seine Form ändert. Ein zu starkes Anziehen der Spannbacken auf einer Drehmaschine komprimiert das Material, was zu einem unrunden oder zu kleinen Teil führt, sobald der Druck nachlässt.
Verwenden Sie immer geringen Spannungsdruck – gerade genug, um das Werkstück sicher zu halten. Ebenso sollte eine geringe Schnitttiefe gewählt werden, um zu vermeiden, dass das Material vom Werkzeug weggedrückt wird, anstatt es zu schneiden.
Werkzeug und Schärfe
Stumpfe Werkzeuge schneiden PTFE nicht; sie reißen und verformen es, was zu einer schlechten Oberflächengüte und ungenauen Abmessungen führt. Die Werkzeuge müssen extrem scharf mit einer polierten Schneide sein, um eine saubere Schneidwirkung zu gewährleisten.
Hochgeschwindigkeitsstahl (HSS) ist akzeptabel, aber hartmetallbestückte Werkzeuge werden wegen ihrer überlegenen Schneidkantenstabilität und Leistung bevorzugt.
Verständnis der Kompromisse
Die Bearbeitung von PTFE beinhaltet das Abwägen konkurrierender Faktoren. Das Verständnis dieser Kompromisse ist der Schlüssel zur Vermeidung häufiger Frustrationen.
Die Herausforderung enger Toleranzen
Das Erreichen enger, präziser Toleranzen bei PTFE ist schwierig und oft unnötig. Seine natürliche Nachgiebigkeit ermöglicht es ihm, sich in vielen Anwendungen anzupassen und abzudichten. Es ist oft besser, das Teil so zu konstruieren, dass es diese Eigenschaft nutzt, anstatt sich gegen die Natur des Materials zu wehren, indem man starre Präzision fordert, die es nicht halten kann.
Oberflächengüte vs. Geschwindigkeit
Obwohl PTFE mit hohen Geschwindigkeiten geschnitten werden kann, erzeugt dies mehr Wärme und birgt das Risiko einer schlechten Oberflächengüte. Für die bestmögliche Oberfläche sollten Sie langsamere Vorschubgeschwindigkeiten und extrem scharfe Werkzeuge gegenüber hohen Drehzahlen priorisieren. Dies gibt dem Werkzeug Zeit, eine glatte Schneidwirkung zu erzeugen.
Die Notwendigkeit von Kühlmittel
Während kurze oder grobe Schnitte manchmal trocken durchgeführt werden können, erfordert jede Arbeit, die Genauigkeit erfordert, Kühlmittel. Die Bearbeitung ohne Kühlmittel garantiert eine Wärmeentwicklung, die die Hauptursache für Maßfehler bei der Arbeit mit PTFE ist.
Die richtige Wahl für Ihr Ziel treffen
Wählen Sie Ihre Parameter basierend auf dem wichtigsten Ergebnis für Ihr spezifisches Teil.
- Wenn Ihr Hauptaugenmerk auf Maßhaltigkeit liegt: Priorisieren Sie das Wärmemanagement mit moderaten Geschwindigkeiten, reichlich Kühlmittel und leichten Zustellungen, um Wärmeausdehnung zu verhindern.
- Wenn Ihr Hauptaugenmerk auf einer hochwertigen Oberflächengüte liegt: Verwenden Sie das schärfste, am besten polierte Werkzeug kombiniert mit einer langsamen, gleichmäßigen Vorschubgeschwindigkeit.
- Wenn Ihr Hauptaugenmerk auf der Produktionsgeschwindigkeit liegt: Finden Sie eine Balance; eine zu aggressive Steigerung der Geschwindigkeit beeinträchtigt sowohl die Genauigkeit als auch die Oberflächengüte. Erhöhen Sie die Geschwindigkeit schrittweise, bis die Qualität nachlässt, und reduzieren Sie sie dann leicht.
Letztendlich beruht die erfolgreiche Bearbeitung von PTFE darauf, die Eigenschaften des Materials zu respektieren, anstatt zu versuchen, es zu zwingen, sich wie Metall zu verhalten.
Zusammenfassungstabelle:
| Wichtige Überlegung | Empfehlung für PTFE-Drehen |
|---|---|
| Primäre Technik | Drehen auf einer Drehmaschine |
| Werkzeugbestückung | Extrem scharfe, hartmetallbestückte Werkzeuge |
| Wärmemanagement | Reichlich Kühlmittel und moderate Geschwindigkeiten verwenden |
| Spannungsdruck | Leichter Druck zur Vermeidung von Verformung |
| Toleranzerwartung | Mäßig; PTFE passt sich gut zum Abdichten an |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten? KINTEK ist spezialisiert auf die Herstellung hochwertiger PTFE-Dichtungen, Auskleidungen und Laborgeräte für die Halbleiter-, Medizin- und Industriezweige. Unsere Expertise in der kundenspezifischen Fertigung – von Prototypen bis hin zu Großserienaufträgen – stellt sicher, dass Ihre Teile mit den präzisen Techniken und der Sorgfalt hergestellt werden, die PTFE erfordert. Kontaktieren Sie unser Team noch heute, um Ihre Projektanforderungen zu besprechen und ein Angebot zu erhalten!
Visuelle Anleitung
Ähnliche Produkte
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Hersteller von kundenspezifischen PTFE-Teilen für Teflon-Behälter und -Komponenten
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- PTFE-Dispersionsscheibe Lebensmittel- und Kosmetikklasse Nicht haftend Korrosionsbeständig Großes Rührpaddel Anpassbares Flügelrad
- Kundenspezifische PTFE-Hülsen und Hohlstäbe für fortschrittliche Anwendungen
Andere fragen auch
- Welche Vorteile bieten kundenspezifische PTFE-Teile für die industrielle Effizienz? Betriebszeit erhöhen & Kosten senken
- Welche Branchen profitieren am meisten von kundenspezifischen PTFE-Teilen? Bewältigung von Herausforderungen in extremen Umgebungen
- Welche Designüberlegungen sind für kundenspezifische PTFE-Teile wichtig? Design für Leistung & Zuverlässigkeit
- In welchen Branchen werden kundenspezifische PTFE-Teile verwendet und zu welchen Zwecken? Lösen Sie kritische Herausforderungen mit Hochleistungsmaterialien
- Was sind die Schlüsseleigenschaften von Teflon (PTFE) für kundenspezifische Teile? | Spitzenleistung erzielen



















