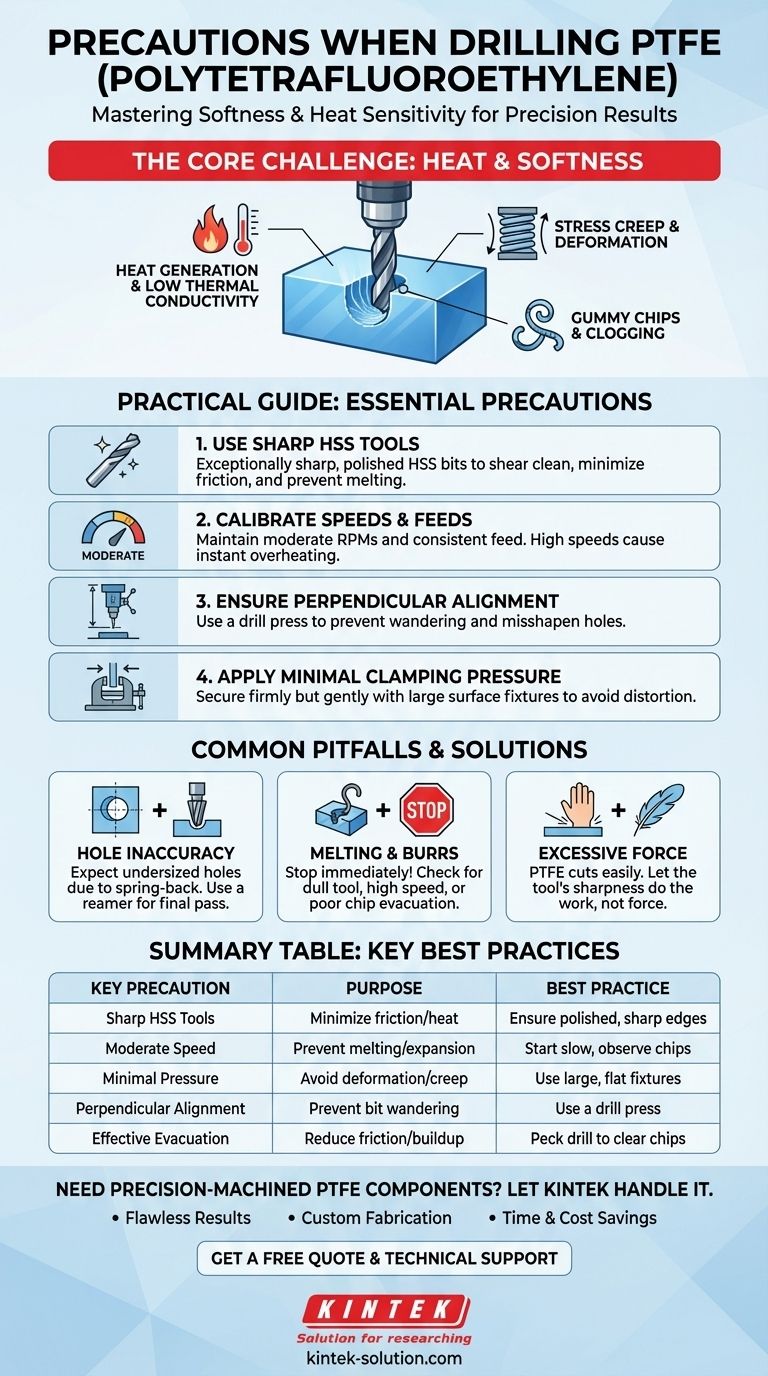
Bei der Bearbeitung von Polytetrafluorethylen (PTFE) sind die wichtigsten Vorsichtsmaßnahmen die Verwendung außergewöhnlich scharfer Werkzeuge, die Einhaltung moderater Schnittgeschwindigkeiten, um ein Schmelzen zu verhindern, und die Anwendung minimalen Klemmdrucks, um eine Verformung des Materials zu vermeiden. Diese Schritte sind unerlässlich, um die einzigartige Kombination von Weichheit, geringer Wärmeleitfähigkeit und hoher Wärmeausdehnung von PTFE zu bewältigen, die bei unsachgemäßer Bearbeitung zu Ungenauigkeiten führen kann.
Die Kernherausforderung bei PTFE ist nicht seine Härte, sondern seine inhärente Weichheit und Empfindlichkeit gegenüber Hitze. Erfolgreiches Bohren hängt vollständig davon ab, die Wärmeerzeugung und die mechanische Beanspruchung des Materials zu minimieren.

Die einzigartigen Herausforderungen bei der Bearbeitung von PTFE verstehen
Um PTFE präzise zu bohren, müssen Sie zunächst verstehen, warum es sich anders verhält als Metalle oder sogar andere Kunststoffe. Seine Eigenschaften erfordern einen spezifischen Ansatz, der Finesse über Kraft stellt.
Das Problem der Weichheit und des Kriechverhaltens unter Spannung
PTFE ist ein unglaublich weiches Material, das leicht komprimiert oder verformt werden kann. Übermäßiger Druck durch Klemmen oder Schraubstöcke verzieht das Werkstück.
Diese als Kriechverhalten unter Spannung (Stress Creep) bekannte Eigenschaft bedeutet, dass sich das Material unter konstanter Last langsam verformt. Wenn der Druck nach dem Bohren gelöst wird, kann das Material „zurückfedern“, was oft zu einem Loch führt, das kleiner ist als der verwendete Bohrer.
Die Auswirkung der hohen Wärmeausdehnung
PTFE hat einen sehr hohen Wärmeausdehnungskoeffizienten und leitet Wärme schlecht. Reibung durch einen stumpfen Bohrer oder übermäßige Geschwindigkeit erzeugt Wärme, die sich am Schneidpunkt staut.
Diese lokale Hitze bewirkt, dass sich das Material erheblich ausdehnt, was zu einer ungenauen Lochgröße führt. In schweren Fällen kann dies dazu führen, dass das PTFE schmilzt und am Bohrer festklebt, wodurch sowohl das Werkzeug als auch das Werkstück beschädigt werden.
Die Herausforderung der Spanabfuhr
Da PTFE so weich ist, erzeugt es lange, faserige oder klebrige Späne und keine spröden Späne, wie sie bei härteren Kunststoffen auftreten.
Diese Späne können sich leicht um den Bohrer wickeln und die Spannuten verstopfen. Verstopfte Spannuten verhindern ein effektives Schneiden, erhöhen die Reibung drastisch und führen zu der oben beschriebenen Wärmeentwicklung.
Ein praktischer Leitfaden zum Bohren von PTFE
Mit einem klaren Verständnis der Materialeigenschaften können Sie spezifische Techniken anwenden, um ein sauberes, präzises Ergebnis zu gewährleisten.
Die Werkzeugauswahl ist entscheidend
Ihr primäres Werkzeug sollte ein HSS-Bohrer (Hochgeschwindigkeitsstahl) sein. Er muss extrem scharf und poliert sein. Eine polierte, scharfe Kante schneidet das Material sauber, anstatt es zu drücken, was Reibung und Hitze minimiert.
Kalibrieren Sie Geschwindigkeiten und Vorschübe
Verwenden Sie moderate Schnittgeschwindigkeiten und eine konstante Vorschubrate. Hohe Drehzahlen sind die häufigste Fehlerursache, da sie sofort übermäßige Hitze erzeugen. Beginnen Sie langsam und beobachten Sie die Spanbildung; Sie suchen nach einer sauberen Locke, nicht nach einem geschmolzenen Durcheinander.
Sicherstellung der senkrechten Ausrichtung
Stellen Sie immer sicher, dass der Bohrer perfekt senkrecht zum Werkstück steht. Da PTFE so weich ist, führt jede außermittige Druckausübung dazu, dass der Bohrer „wandert“ oder abweicht, was zu einem unförmigen oder falsch platzierten Loch führt. Eine Bohrmaschine wird gegenüber einem Handbohrer dringend empfohlen.
Minimalen Klemmdruck anwenden
Befestigen Sie das PTFE-Teil, ohne es zu komprimieren. Verwenden Sie Spannvorrichtungen mit großen, ebenen Flächen, um die Klemmkraft gleichmäßig zu verteilen. Das Ziel ist es, das Teil fest genug zu halten, um Bewegungen zu verhindern, aber sanft genug, um jegliche Verformung zu vermeiden.
Häufige Fallstricke und wie man sie vermeidet
Selbst bei der richtigen Vorgehensweise können mehrere häufige Fehler die Qualität Ihrer Arbeit beeinträchtigen. Sich dessen bewusst zu sein, ist der erste Schritt, um sie zu vermeiden.
Vermeidung von Lochungenauigkeiten
Gehen Sie nicht davon aus, dass ein 1/4-Zoll-Bohrer ein 1/4-Zoll-Loch erzeugt. Aufgrund des Materialrückpralls und thermischer Effekte ist das endgültige Loch oft etwas zu klein. Wenn enge Toleranzen erforderlich sind, planen Sie, etwas zu klein zu bohren und dann für den letzten Durchgang einen scharfen Reibahle zu verwenden.
Verhindern von Schmelzen und Graten
Wenn Sie Anzeichen von Schmelzen oder signifikanten Graten am Lochrand sehen, hören Sie sofort auf. Dies ist ein klares Zeichen dafür, dass Ihr Bohrer stumpf ist, Ihre Geschwindigkeit zu hoch ist oder Ihre Späne nicht richtig abgeführt werden.
Respektieren der Weichheit des Materials
PTFE benötigt sehr wenig Kraft zum Schneiden. Wenn Sie das Gefühl haben, den Bohrer durch das Material drücken zu müssen, stimmt etwas nicht. Lassen Sie die Schärfe des Werkzeugs die Arbeit erledigen.
Wie man dies auf Ihr Projekt anwendet
Ihr spezifischer Ansatz sollte vom Hauptziel Ihres Projekts geleitet werden.
- Wenn Ihr Hauptaugenmerk auf der Maßhaltigkeit liegt: Priorisieren Sie einen brandneuen, scharfen HSS-Bohrer, verwenden Sie sehr langsame Drehzahlen und planen Sie einen abschließenden Reibvorgang ein, um die exakte Größe zu erreichen.
- Wenn Ihr Hauptaugenmerk auf einer sauberen Oberfläche liegt: Konzentrieren Sie sich darauf, eine konstante Spanabfuhr zu gewährleisten, indem Sie den Bohrer „taktend“ führen (kurz bohren, dann zurückziehen, um Späne zu entfernen) und ein poliertes Werkzeug verwenden.
- Wenn Sie neu in der Bearbeitung von PTFE sind: Üben Sie zuerst an einem Reststück, um die optimale Geschwindigkeit zu finden, die einen sauberen Span ohne Anzeichen von Schmelzen erzeugt.
Indem Sie mit den einzigartigen Eigenschaften von PTFE arbeiten, anstatt gegen sie, können Sie konstant präzise und saubere Ergebnisse erzielen.
Zusammenfassungstabelle:
| Wesentliche Vorsichtsmaßnahme | Zweck | Beste Vorgehensweise |
|---|---|---|
| Scharfe HSS-Bohrer verwenden | Reibung und Wärmeerzeugung minimieren | Polierte, scharfe Kanten für sauberes Schneiden sicherstellen |
| Moderate Schnittgeschwindigkeit | Verhindern, dass PTFE schmilzt und sich thermisch ausdehnt | Langsam beginnen, Spanbildung beobachten |
| Minimaler Klemmdruck | Materialverformung und Kriechverhalten unter Spannung vermeiden | Vorrichtungen mit großen, ebenen Flächen verwenden |
| Senkrechte Ausrichtung sicherstellen | Verhindern, dass der Bohrer wandert | Bohrmaschine für Genauigkeit verwenden |
| Effektive Spanabfuhr | Reibung und Wärmeentwicklung reduzieren | Taktend bohren, um faserige Späne zu entfernen |
Präzisionsgefertigte PTFE-Komponenten benötigt? Lassen Sie KINTEK die Arbeit übernehmen.
Das Bohren von PTFE im eigenen Haus kann für Ihre wertvollen Projekte herausfordernd und riskant sein. Warum nicht unser Fachwissen nutzen? KINTEK ist spezialisiert auf die Herstellung hochpräziser PTFE-Komponenten – einschließlich Dichtungen, Auskleidungen und kundenspezifischer Laborartikel – für die Halbleiter-, Medizin-, Labor- und Industriebranchen.
Wir gewährleisten:
- Makellose Ergebnisse: Unsere fortschrittlichen Techniken verhindern gängige Probleme wie Schmelzen, Gratebildung und Maßungenauigkeiten.
- Kundenspezifische Fertigung: Von Prototypen bis hin zu Großserien liefern wir Komponenten, die genau auf Ihre Spezifikationen zugeschnitten sind.
- Zeit- und Kostenersparnis: Vermeiden Sie Versuch-und-Irrtum-Bearbeitung und konzentrieren Sie sich auf Ihre Kernarbeit.
Kontaktieren Sie uns noch heute für eine Beratung und lassen Sie sich von uns zuverlässig bearbeitete PTFE-Teile liefern, die Ihren höchsten Ansprüchen genügen.
Kostenloses Angebot & Technischer Support erhalten
Visuelle Anleitung
Ähnliche Produkte
- PTFE-Druckausgleichs-Scheidetrichter mit Tropfeinrichtung, korrosionsbeständig, Laborgerät mit niedrigem Untergrund für die Spurenanalyse
- Hochreiner kundenspezifischer massiver PTFE-Probennehmer für Laborextraktion und chemische Analyse – Polytetrafluorethylen-Probensonde mit anpassbarer Länge
- Kundenspezifisches Polytetrafluorethylen PTFE Konstantdruck-Tropftrichter Korrosionsbeständige Flüssigkeitssteuerungsbaugruppe mit Kompatibilität für Adapterstopfen
- Korrosionsbeständiger PTFE-Rührflügel und anpassbare Polytetrafluorethylen-Dispersionsscheibe
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
Andere fragen auch
- Was sind die Unterschiede in der chemischen Beständigkeit zwischen PTFE- und Silikonsepten? Gewährleistung der Probenintegrität
- Was sind wichtige Überlegungen beim Bohren von PTFE? Saubere, präzise Löcher in weichen Polymeren erzielen
- Was ist die Dispersionsmethode zur Herstellung von PTFE und welche Produkte entstehen dabei? Ideal für dünne Beschichtungen und Folien
- Was sind die Temperaturbeschränkungen von PTFE/Silikon-Septen? Schlüsselfaktoren für die analytische Integrität
- Was sind die Permeabilitätsunterschiede zwischen PTFE- und Silikonsepten? Wählen Sie die richtige Dichtung für die Integrität Ihrer Probe



















