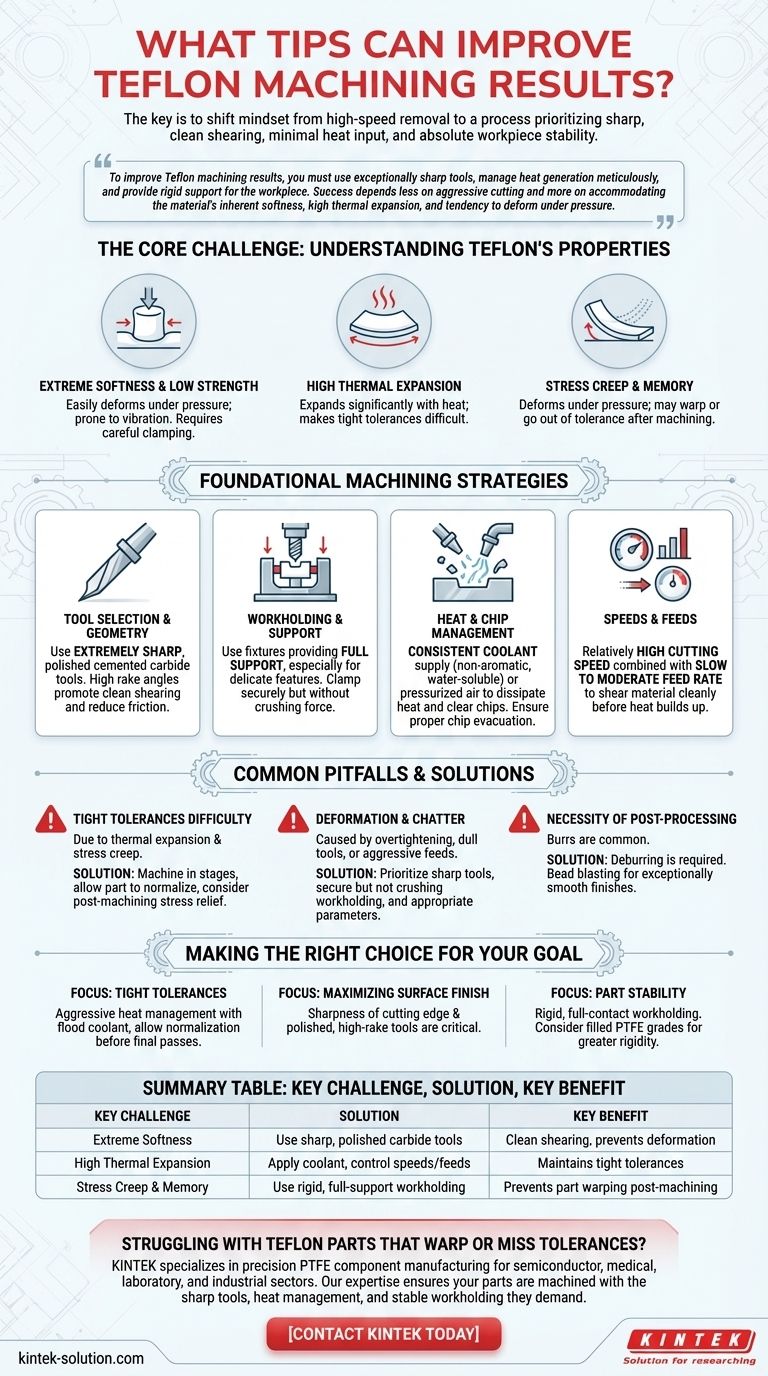
Um die Ergebnisse bei der Teflonbearbeitung zu verbessern, müssen Sie außergewöhnlich scharfe Werkzeuge verwenden, die Wärmeentwicklung akribisch kontrollieren und eine starre Auflage für das Werkstück gewährleisten. Der Erfolg hängt weniger von aggressivem Zerspanen ab, sondern vielmehr davon, den inhärenten Eigenschaften des Materials wie Weichheit, hoher Wärmeausdehnung und der Neigung zur Verformung unter Druck Rechnung zu tragen.
Die Kernherausforderung bei der Bearbeitung von Teflon (PTFE) ist nicht seine Härte, sondern seine einzigartige Kombination aus Weichheit, thermischer Instabilität und Formgedächtnis. Der Schlüssel zum Erfolg liegt darin, die Denkweise von der Hochgeschwindigkeitsabnahme auf einen Prozess umzustellen, der scharfes, sauberes Scheren, minimale Wärmezufuhr und absolute Werkstückstabilität priorisiert.

Die Kernherausforderung: Die einzigartigen Eigenschaften von Teflon verstehen
Um Teflon effektiv zu bearbeiten, müssen Sie zunächst verstehen, warum es sich so stark von Metallen und sogar anderen Kunststoffen unterscheidet. Seine Haupteigenschaften beeinflussen jede Ihrer Entscheidungen, von der Werkzeugwahl bis zu den Kühlmitteln.
Extreme Weichheit und geringe Festigkeit
Teflon ist außergewöhnlich weich und weist im Vergleich zu Materialien wie Nylon oder Acetal eine sehr geringe strukturelle Steifigkeit auf.
Das bedeutet, dass es unter Werkzeugdruck leicht verformt oder komprimiert wird, anstatt sauber zu schneiden. Es macht das Material auch anfällig für Vibrationen und Rattern, wenn es nicht richtig unterstützt wird.
Hohe Wärmeausdehnung
Teflon weist einen der höchsten Wärmeausdehnungskoeffizienten unter gängigen technischen Materialien auf. Schon eine geringe Menge an durch Werkzeugreibung erzeugter Wärme führt zu einer erheblichen Ausdehnung.
Diese Ausdehnung macht die Einhaltung enger Toleranzen extrem schwierig, da sich die Größe des Teils während und nach dem Bearbeitungsprozess beim Abkühlen ändern kann.
Kriechverformung und Formgedächtnis
Wenn Teflon Druck durch Spannen oder Schneiden ausgesetzt wird, kann es "kriechen" oder sich langsam verformen. Nachdem der Druck gelöst wurde, kehrt es möglicherweise nicht vollständig in seine ursprüngliche Form zurück.
Dieses Materialgedächtnis kann dazu führen, dass sich Teile verziehen oder Stunden oder sogar Tage nach der Bearbeitung außerhalb der Toleranz liegen.
Grundlegende Strategien für die Bearbeitung
Mit einem klaren Verständnis der Herausforderungen des Materials können Sie spezifische Strategien implementieren, um ihnen entgegenzuwirken und qualitativ hochwertige Teile zu produzieren.
Werkzeugauswahl und -geometrie
Das richtige Werkzeug ist der wichtigste Einzelfaktor für den Erfolg.
Verwenden Sie extrem scharfe Schneidkanten, da ein stumpfes Werkzeug das Material eher drückt und verformt, als es zu scheren. Hartmetallwerkzeuge sind eine ausgezeichnete Wahl, aber ihre Schärfe und Oberflächengüte sind von größter Bedeutung.
Werkzeuge mit einer hochglanzpolierten Oberfläche und hohen Spanwinkeln sind ideal. Diese Geometrie fördert eine saubere Scherschnittwirkung und reduziert die Reibung, was wiederum die Wärmeentwicklung minimiert und verhindert, dass Material am Werkzeug kleben bleibt.
Werkstückspannung und Unterstützung
Aufgrund seiner Weichheit muss Teflon sicher, aber ohne übermäßigen Druck, der es zerquetschen oder verformen könnte, eingespannt werden.
Verwenden Sie Vorrichtungen, die eine vollständige Auflage des Werkstücks bieten, insbesondere bei dünnwandigen oder empfindlichen Merkmalen. Dies verhindert Vibrationen und Durchbiegung während des Schnitts, die Hauptursachen für schlechte Oberflächengüte und Ungenauigkeit sind.
Wärme- und Spanmanagement
Die Temperaturkontrolle ist für Präzisionsarbeit nicht verhandelbar.
Verwenden Sie eine konstante Kühlmittelzufuhr, um Wärme abzuführen und thermische Ausdehnung zu verhindern. Nicht-aromatische, wasserlösliche Kühlmittel sind sehr effektiv. Für einige Arbeitsgänge kann Druckluft ausreichen, um Späne zu entfernen und etwas Kühlung zu bieten.
Eine ordnungsgemäße Spanabfuhr ist ebenfalls unerlässlich. Werkzeuge mit tiefen Spanräumen helfen, die weichen, faserigen Späne effizient abzuführen und zu verhindern, dass sie sich um das Werkzeug wickeln und mehr Reibung erzeugen.
Geschwindigkeiten und Vorschübe
Ihre Parameter sollten darauf abzielen, einen sauberen Schnitt zu erzeugen, ohne überschüssige Wärme zu erzeugen.
Im Allgemeinen beinhaltet dies die Verwendung einer relativ hohen Schnittgeschwindigkeit in Kombination mit einer langsamen bis mäßigen Vorschubgeschwindigkeit. Dies ermöglicht es dem scharfen Werkzeug, das Material sauber zu scheren, bevor sich signifikante Wärme aufbauen kann.
Die Abwägungen und häufigen Fallstricke verstehen
Die Bearbeitung von Teflon erfordert ein Ausbalancieren konkurrierender Faktoren. Die Kenntnis der häufigen Fehlerquellen hilft Ihnen bei der Fehlerbehebung und Vermeidung.
Die Schwierigkeit bei engen Toleranzen
Das Erreichen enger Toleranzen ist der Hauptkampf. Dies ist eine direkte Folge der Wärmeausdehnung und der Kriechverformung. Ein Teil, das an der Maschine perfekt gemessen wird, kann außerhalb der Spezifikation liegen, sobald es Raumtemperatur erreicht hat.
Für kritische Abmessungen sollten Sie in Stufen bearbeiten und dem Material erlauben, sich zwischen Schrupp- und Schlichtdurchgängen zu normalisieren. In einigen Fällen kann eine Nachbearbeitung zur Spannungsentlastung erforderlich sein.
Die Gefahr von Verformung und Rattern
Ein zu festes Anziehen eines Schraubstocks, die Verwendung stumpfer Werkzeuge oder die Anwendung einer aggressiven Vorschubgeschwindigkeit führen zu sofortigen Problemen.
Diese Handlungen führen zu viel Druck in das weiche Material, was zu Teileverformung, Werkzeugrattern und einer schlechten Oberflächengüte führt. Priorisieren Sie immer scharfe Werkzeuge und eine sichere, aber nicht quetschende Werkstückspannung.
Die Notwendigkeit der Nachbearbeitung
Selbst bei perfekter Technik weisen Teflonteile nach der Bearbeitung einen Grat auf.
Entgraten ist ein Standard- und notwendiger Schritt. Für Anwendungen, die eine außergewöhnlich glatte Oberfläche erfordern, kann Glasperlenstrahlen ein effektiver abschließender Prozess sein.
Die richtige Wahl für Ihr Ziel treffen
Ihr spezifischer Ansatz sollte auf das kritischste Ergebnis für Ihre Komponente zugeschnitten sein.
- Wenn Ihr Hauptaugenmerk auf engen Toleranzen liegt: Eine aggressive Wärmeverwaltung mit Flutkühlung und das Normalisieren des Materials vor den letzten Durchgängen sind nicht verhandelbar.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Oberflächengüte liegt: Die Schärfe Ihrer Schneidkante und die Verwendung von polierten Werkzeugen mit hohem Spanwinkel sind die wichtigsten Faktoren.
- Wenn Ihr Hauptaugenmerk auf der Sicherstellung der Teilestabilität nach der Bearbeitung liegt: Konzentrieren Sie sich auf eine starre Werkstückspannung mit voller Auflage und ziehen Sie in Betracht, eine gefüllte PTFE-Sorte (wie glasgefüllt) zu verwenden, falls die Anwendung dies zulässt, da diese eine höhere Steifigkeit bietet.
Indem Sie die einzigartigen Eigenschaften von Teflon respektieren, anstatt gegen sie anzukämpfen, können Sie präzise und wiederholbare Ergebnisse bei Ihren Bearbeitungsvorgängen erzielen.
Zusammenfassungstabelle:
| Herausforderung | Lösung | Hauptvorteil |
|---|---|---|
| Extreme Weichheit | Verwendung extrem scharfer, polierter Hartmetallwerkzeuge | Sauberes Scheren, verhindert Verformung |
| Hohe Wärmeausdehnung | Kühlmittel auftragen, Geschwindigkeiten/Vorschübe kontrollieren | Erhält enge Toleranzen |
| Kriechverformung & Gedächtnis | Starre Werkstückspannung mit voller Auflage verwenden | Verhindert Verziehen des Teils nach der Bearbeitung |
Haben Sie Probleme mit Teflonteilen, die sich verziehen oder Toleranzen verfehlen? KINTEK ist spezialisiert auf die Herstellung von Präzisions-PTFE-Komponenten für die Halbleiter-, Medizin-, Labor- und Industriebranche. Unsere Expertise in der kundenspezifischen Fertigung – von Prototypen bis hin zu Großserienaufträgen – stellt sicher, dass Ihre Teflonteile mit den scharfen Werkzeugen, der Wärmekontrolle und der stabilen Werkstückspannung bearbeitet werden, die sie erfordern.
Kontaktieren Sie KINTEK noch heute, um Ihr Projekt zu besprechen und zuverlässige, qualitativ hochwertige Ergebnisse zu erzielen.
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Hersteller von kundenspezifischen PTFE-Teilen für Teflon-Behälter und -Komponenten
- Kundenspezifische PTFE-Stäbe für fortschrittliche Industrieanwendungen
- PTFE-Dispersionsscheibe Lebensmittel- und Kosmetikklasse Nicht haftend Korrosionsbeständig Großes Rührpaddel Anpassbares Flügelrad
Andere fragen auch
- Wie funktioniert ein PTFE-Blumenkorb? Optimieren Sie den Fluidfluss und die Reinheit für chemische Tauchbäder
- Welche Vorteile bieten PTFE-Blumenkörbe für die Photovoltaik- und Solarenergiebranche? Steigern Sie die Zelleffizienz
- Wie schneiden PTFE-Blumenkörbe im Vergleich zu Trägern aus Quarz oder Edelstahl ab? Maximieren Sie die Kapitalrendite mit Low-TCO-Lösungen
- Wie tragen PTFE Blumenkörbe zur Reinheit in der Halbleiterfertigung bei? Erreichen Sie Reinheit unter 10 ppt & Null Auslaugung
- Was sind die Hauptfunktionen und Konstruktionsmerkmale eines PTFE-Blumenkorbs? Optimierung der Hochreinen Chemischen Verarbeitung