Um PTFE effektiv zu bearbeiten, kombiniert die ideale Strategie extrem scharfe, unbeschichtete Hartmetall- oder Stellite-bestückte Schneidwerkzeuge mit einem positiven Spanwinkel. Dieses Werkzeug muss mit einer präzisen CNC-Steuerung kombiniert werden, die Schnittgeschwindigkeiten, Vorschubraten und Werkzeugwege verwaltet, um die Wärmeentwicklung und die physikalische Verformung des Materials zu minimieren.
Die Kernherausforderung bei der Bearbeitung von PTFE liegt nicht in seiner Härte, sondern in seiner Weichheit und schlechten thermischen Stabilität. Eine erfolgreiche Werkzeugstrategie zielt daher weniger auf aggressive Materialabtragung ab, sondern mehr auf Finesse – die Verwendung außergewöhnlich scharfer Werkzeuge, um das Material sauber zu schneiden, ohne die Hitze und den Schneiddruck zu erzeugen, die zu Verformung und Verzerrung führen.

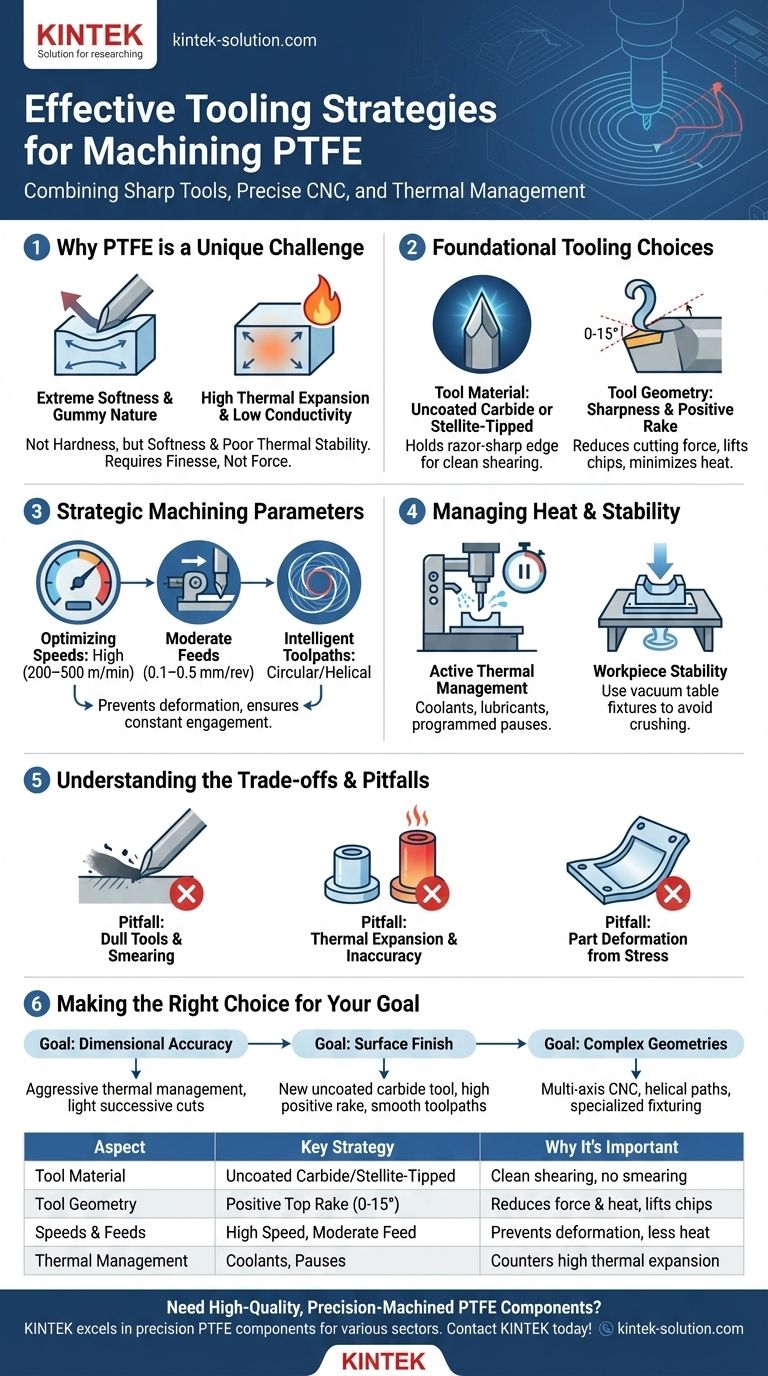
Warum PTFE eine einzigartige Bearbeitungsherausforderung darstellt
Polytetrafluorethylen (PTFE) weist Eigenschaften auf, die seine präzise Bearbeitung notorisch schwierig machen. Das Verständnis dieser Eigenschaften ist der erste Schritt zur Auswahl der richtigen Werkzeuge und Strategien.
Extreme Weichheit und „gummiartige“ Beschaffenheit
PTFE ist ein sehr weiches Polymer, das dazu neigt, sich vom Schneidwerkzeug wegzudrücken, anstatt sauber zu scheren. Ein stumpfes oder falsch geformtes Werkzeug verschmiert oder reißt das Material, was zu einer schlechten Oberflächengüte und Graten führt.
Hohe Wärmeausdehnung
Das Material dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Die während der Bearbeitung erzeugte Wärme kann dazu führen, dass sich das Werkstück verzieht, was zu erheblichen Maßungenauigkeiten führt, sobald es abkühlt.
Geringe Wärmeleitfähigkeit
PTFE leitet Wärme schlecht ab. Die an der Schneidkante entstehende Reibungswärme konzentriert sich auf einen kleinen Bereich, was das Problem der Wärmeausdehnung verschärft und die Integrität des Materials potenziell schädigen kann.
Grundlegende Werkzeugauswahl
Die Wahl des Werkzeugmaterials und der Geometrie ist der wichtigste Erfolgsfaktor. Das Ziel ist es, eine Schervirkung zu erzeugen, nicht eine Pflugwirkung.
Werkzeugmaterial: Unbeschichteter Hartmetall ist der Standard
Unbeschichtete Hartmetallwerkzeuge oder Stellite-bestückte Werkzeuge sind die bevorzugte Wahl. Ihre Fähigkeit, eine rasiermesserscharfe Kante zu halten, ist entscheidend, um das weiche Material sauber zu durchtrennen. Beschichtete Werkzeuge sollten vermieden werden, da die Beschichtungen oft nicht so scharf sind wie das blanke Substrat.
Werkzeuggeometrie: Schärfe und positiver Spanwinkel
Ein positiver Spanwinkel, typischerweise zwischen 0 und 15 Grad, ist entscheidend. Diese Geometrie reduziert die Schnittkräfte, hebt den Span vom Werkstück weg und minimiert den „Pflug“-Effekt, der überschüssige Wärme erzeugt und das Material verformt.
Werkzeugwartung: Schärfe ist nicht verhandelbar
PTFE stumpft selbst Hartmetallwerkzeuge mit der Zeit ab. Stumpfe Werkzeuge erhöhen sofort den Schneiddruck und die Hitze. Werkzeuge müssen häufig überprüft und nachgeschliffen oder ersetzt werden, um die Leistung aufrechtzuerhalten.
Strategische Bearparameter und Techniken
Sobald die richtigen Werkzeuge ausgewählt sind, verlagert sich der Fokus darauf, wie Sie diese einsetzen. Ihre CNC-Programmierung und Maschineneinstellung sind entscheidend für den Umgang mit den einzigartigen Herausforderungen von PTFE.
Optimierung von Geschwindigkeiten und Vorschüben
Halten Sie hohe Schnittgeschwindigkeiten (typischerweise 200–500 m/min) bei, damit das Werkzeug der Materialverformung „voraus“ ist. Kombinieren Sie dies mit moderaten Vorschubraten (0,1–0,5 mm/Umdrehung), um eine Überlastung der Schneidkante und übermäßigen Druck zu vermeiden.
Die Rolle intelligenter Werkzeugwege
Verwenden Sie wann immer möglich kreis- oder helixförmige Werkzeugwege, insbesondere beim Fräsen. Diese Wege gewährleisten einen konstanten Werkzeugeingriff, was Vibrationen minimiert und eine gleichmäßigere Oberflächengüte liefert. Vermeiden Sie Schnitte über die volle Breite bei dünnen Abschnitten, um Spannungen zu reduzieren und zu verhindern, dass sich das Teil vom Werkzeug wegbiegt.
Wärme- und Stabilitätsmanagement
Managen Sie die Temperatur aktiv. Die Verwendung eines Kühl- oder Schmiermittels kann helfen, aber manchmal sind periodische Pausen im Programm erforderlich, damit das Teil abkühlen und sich stabilisieren kann. Darüber hinaus ist die Stabilität des Werkstücks entscheidend. Verwenden Sie Spannvorrichtungen, wie einen Vakuumtisch, die das Teil fest fixieren, ohne den Klemmdruck, der es zerquetschen oder verformen könnte.
Verständnis der Kompromisse und Fallstricke
Die Missachtung der Prinzipien der PTFE-Bearbeitung führt zu vorhersehbaren Fehlern. Die Kenntnis dieser häufigen Fallstricke unterstreicht die Bedeutung der richtigen Strategie.
Fallstrick: Stumpfe Werkzeuge und Materialverschmieren
Die Verwendung eines Werkzeugs, das nicht außergewöhnlich scharf ist, führt dazu, dass es durch das PTFE pflügt. Dies erzeugt extreme Reibungswärme, verschmiert das Material anstatt es zu schneiden, und hinterlässt eine raue, gratige Oberflächengüte.
Fallstrick: Wärmeausdehnung und Ungenauigkeit
Wenn Ihre Geschwindigkeiten zu hoch oder Ihre Schnitte zu schwer sind, erhitzt sich das Teil und dehnt sich aus. Sie bearbeiten es möglicherweise auf das richtige Maß, während es heiß ist, aber es wird zu klein sein, sobald es auf Raumtemperatur abgekühlt ist.
Fallstrick: Teileverformung durch Spannung
Aggressive Schnitte oder unsachgemäße Werkstückspannung führen zu Spannungen im Material. Dies ist besonders problematisch bei dünnwandigen Elementen, die sich während oder nach dem Bearbeitungsprozess leicht verziehen können.
Die richtige Wahl für Ihr Ziel treffen
Wählen Sie Ihren primären Fokus, um Ihren Ansatz für das bestmögliche Ergebnis abzustimmen.
- Wenn Ihr Hauptaugenmerk auf Maßgenauigkeit liegt: Priorisieren Sie aggressives Wärmemanagement durch Kühlmittel oder programmierte Pausen und verwenden Sie leichte, aufeinanderfolgende Schnitte anstelle eines einzigen schweren.
- Wenn Ihr Hauptaugenmerk auf Oberflächengüte liegt: Verwenden Sie ein fabrikneues oder frisch geschliffenes unbeschichtetes Hartmetallwerkzeug mit einem hohen positiven Spanwinkel und stellen Sie sicher, dass Ihre Werkzeugwege glatt und kontinuierlich sind.
- Wenn Ihr Hauptaugenmerk auf der Bearbeitung komplexer Geometrien liegt: Verlassen Sie sich auf eine Mehrachsen-CNC, um helixförmige Werkzeugwege zu ermöglichen und Spannungen an empfindlichen Merkmalen zu minimieren, und verwenden Sie spezielle Spannvorrichtungen, um das Teil ohne Verformung zu stützen.
Indem Sie PTFE mit der Finesse behandeln, die es erfordert, können Sie seine Herausforderungen überwinden und konstant saubere, genaue und qualitativ hochwertige Komponenten herstellen.
Zusammenfassungstabelle:
| Aspekt | Schlüsselstrategie | Warum es wichtig ist |
|---|---|---|
| Werkzeugmaterial | Unbeschichteter Hartmetall oder Stellite-bestückt | Hält eine rasiermesserscharfe Kante für sauberes Scheren, nicht zum Verschmieren. |
| Werkzeuggeometrie | Positiver Spanwinkel (0-15°) | Reduziert Schnittkräfte und Wärmeentwicklung, hebt Späne ab. |
| Geschwindigkeiten & Vorschübe | Hohe Geschwindigkeit (200-500 m/min), moderater Vorschub (0,1-0,5 mm/Umdrehung) | Verhindert Materialverformung und minimiert Wärmeentwicklung. |
| Wärmemanagement | Kühlmittel, Schmiermittel oder programmierte Pausen | Wirkt der hohen Wärmeausdehnung und geringen Leitfähigkeit von PTFE entgegen. |
Benötigen Sie hochwertige, präzisionsgefertigte PTFE-Komponenten?
Die Bearbeitung von PTFE nach exakten Spezifikationen erfordert spezielles Fachwissen und die richtige Werkzeugstrategie. KINTEK ist führend in der Herstellung präziser PTFE-Komponenten – einschließlich Dichtungen, Auskleidungen und kundenspezifischem Laborgerät – für die Halbleiter-, Medizin-, Labor- und Industriebranchen.
Wir kombinieren fortschrittliche CNC-Techniken mit einem tiefen Verständnis der Materialwissenschaft, um Komponenten mit überlegener Maßgenauigkeit und Oberflächengüte zu liefern, von Prototypen bis hin zu Großserienaufträgen.
Kontaktieren Sie KINTEB noch heute, um Ihr PTFE-Bearbeitungsprojekt zu besprechen und ein Angebot zu erhalten!
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifische PTFE-Schaber-Spatel und Probendlöffel – doppelt verwendbar, korrosionsbeständig, niedriger Hintergrund, weißes Fluorpolymer-Werkzeug
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Maßgefertigte lebensmittelechte PTFE-Schöpfer zylindrische Chemie-Spateln Bio-Pharma nicht verschmutzendes Materialhandhabungs-Werkzeug
- Maßgefertigtes PTFE-Doppelkopf-Labor-Spatel Chemikalienbeständig Antihaft Pharmazeutische Qualität Fluoropolymer-Probenahmewerkzeug
Andere fragen auch
- Welchen Temperaturbereich können PTFE-Schaufeln aushalten? Ein Leitfaden zur extremen thermischen Stabilität
- Warum gelten PTFE-Schaufeln als kostengünstig? Maximieren Sie den ROI mit überragender Haltbarkeit
- Wie profitiert die Laborarbeit von der Antihaft-Oberfläche von PTFE-Schaufeln? Genauigkeit & Effizienz steigern
- Wie ist die Haltbarkeit von PTFE-Schaufeln im Vergleich zu Kunststoffschaufeln? Entdecken Sie die überlegene Wahl für raue Bedingungen
- Wie profitieren Benutzer vom ergonomischen Design von PTFE-Schaufeln? Belastung reduzieren und Laboreffizienz steigern



















