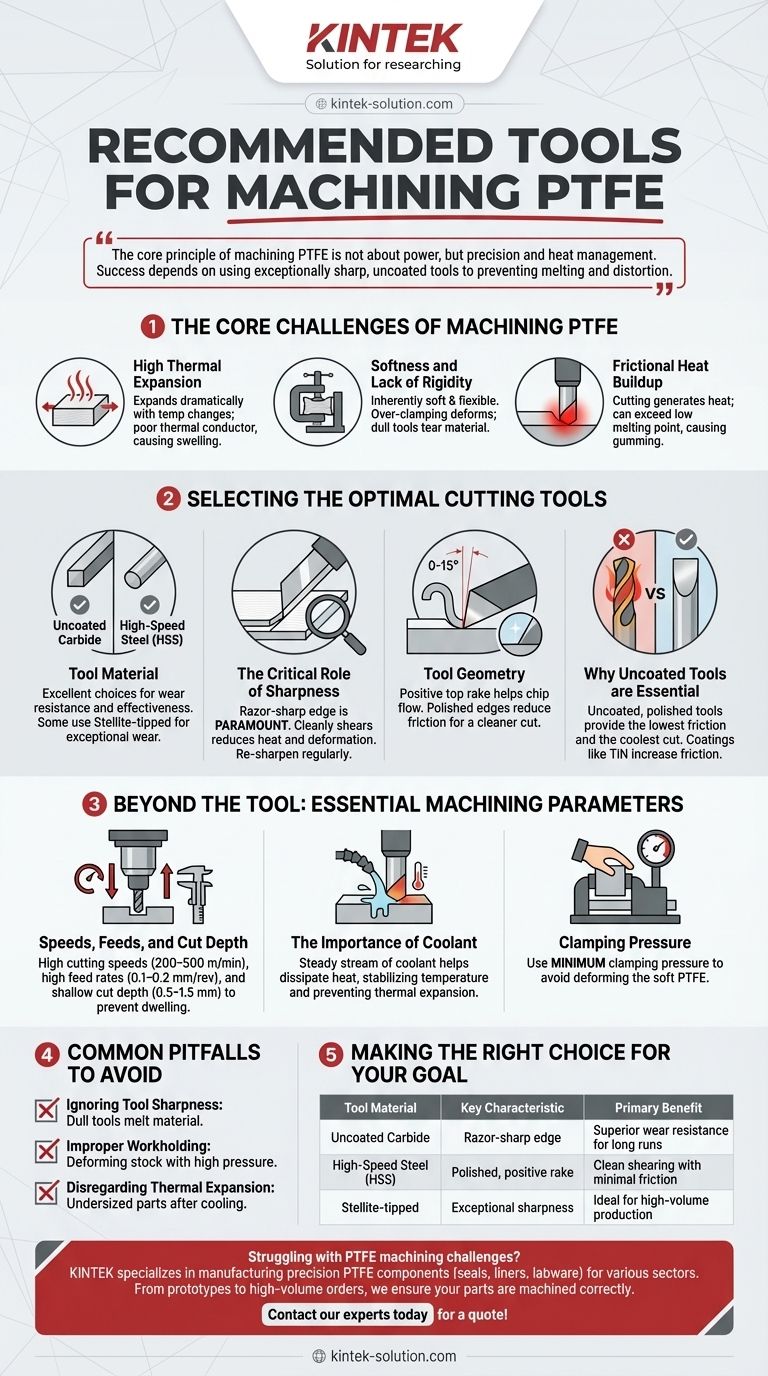
Bei der Bearbeitung von PTFE ist das richtige Werkzeug von größter Bedeutung. Die am meisten empfohlenen Werkzeuge sind extrem scharfe, unbeschichtete Hartmetall- oder Schnellarbeitsstahl (HSS)-Schneidwerkzeuge. Diese Werkzeuge werden speziell ausgewählt, um das Material sauber zu schneiden, was die Reibungswärme und Materialverformung minimiert – die beiden Hauptherausforderungen bei der Arbeit mit diesem einzigartigen Polymer.
Das Kernprinzip bei der Bearbeitung von Polytetrafluorethylen (PTFE) ist nicht die Kraft, sondern Präzision und Wärmemanagement. Der Erfolg hängt vollständig von der Verwendung außergewöhnlich scharfer, unbeschichteter Werkzeuge ab, die das Material mit minimalem Druck schneiden und so das Schmelzen und Verziehen verhindern, das ein Werkstück leicht ruinieren kann.

Die Kernherausforderungen bei der Bearbeitung von PTFE
Um die richtigen Werkzeuge auszuwählen, müssen Sie zunächst verstehen, warum PTFE notorisch schwer zu bearbeiten ist. Seine Eigenschaften erfordern einen spezifischen Ansatz, der sich erheblich von der Bearbeitung von Metallen oder sogar anderen Kunststoffen unterscheidet.
Hohe Wärmeausdehnung
PTFE dehnt sich bei Temperaturänderungen dramatisch aus und zieht sich zusammen, ist aber ein schlechter Wärmeleiter. Das bedeutet, dass die beim Schneiden erzeugte Wärme am Werkzeug konzentriert bleibt, wodurch sich das Material ausdehnt und Maßungenauigkeiten entstehen.
Weichheit und mangelnde Steifigkeit
Das Material ist von Natur aus weich und flexibel. Übermäßiger Klemmdruck in einem Schraubstock verformt das Werkstück, und ein stumpfes Schneidwerkzeug drückt oder reißt das Material, anstatt es sauber zu scheren.
Aufbau von Reibungswärme
Obwohl PTFE für seinen niedrigen Reibungskoeffizienten bei Gleitanwendungen bekannt ist, kann der Schneidvorgang selbst erhebliche Wärme erzeugen. Diese Wärme kann schnell den niedrigen Schmelzpunkt von PTFE überschreiten, wodurch es am Werkzeug verklebt und die Oberflächengüte ruiniert wird.
Auswahl der optimalen Schneidwerkzeuge
Ihre Werkzeugauswahl ist eine direkte Reaktion auf die oben genannten Herausforderungen. Jede Wahl wird getroffen, um Kräfte zu reduzieren und Wärme zu managen.
Werkstoff: Hartmetall vs. HSS
Sowohl unbeschichtetes Hartmetall als auch Schnellarbeitsstahl (HSS) sind ausgezeichnete Optionen. Hartmetall bietet eine überlegene Verschleißfestigkeit und ist somit ideal für längere Produktionsläufe, während HSS ebenfalls sehr effektiv ist. Einige Maschinenbauer verwenden auch Stellite-bestückte Werkzeuge wegen ihrer außergewöhnlichen Verschleißfestigkeit.
Die entscheidende Rolle der Schärfe
Eine rasiermesserscharfe Schneidkante ist der wichtigste Faktor. Ein scharfes Werkzeug schert die PTFE-Fasern sauber und mit minimalem Druck, wodurch sowohl die Wärmeerzeugung als auch die Materialverformung erheblich reduziert werden. Werkzeuge müssen regelmäßig nachgeschliffen werden, um diese Schärfe zu erhalten.
Werkzeuggeometrie: Spanwinkel und polierte Kanten
Werkzeuge mit einem positiven Spanwinkel (oft zwischen 0 und 15 Grad) werden dringend empfohlen. Diese Geometrie hilft, den Span vom Werkstück wegzurollen und reduziert die erforderlichen Schnittkräfte. Darüber hinaus reduzieren polierte Kanten am Werkzeug die Reibung noch weiter, was zu einem saubereren Schnitt beiträgt.
Warum unbeschichtete Werkzeuge unerlässlich sind
Dies ist für Maschinenbauer, die an moderne beschichtete Werkzeuge gewöhnt sind, oft kontraintuitiv. Beschichtungen wie Titannitrid (TiN) können die Reibung beim Schneiden von PTFE tatsächlich erhöhen und zu mehr Wärmeentwicklung führen. Ein unbeschichtetes, poliertes Werkzeug sorgt für die geringste Reibung und den kühlsten Schnitt.
Jenseits des Werkzeugs: Wesentliche Bearparameter
Das richtige Werkzeug ist nur dann effektiv, wenn es mit dem richtigen Prozess kombiniert wird. Auch Ihre Maschineneinstellungen müssen für PTFE optimiert werden.
Geschwindigkeiten, Vorschübe und Schnitttiefe
Das Ziel ist es, Material effizient abzutragen, ohne dass das Werkzeug "verweilt" und Wärme erzeugt. Dies wird oft durch hohe Schnittgeschwindigkeiten (200–500 m/min) in Kombination mit hohen Vorschubraten (0,1–0,2 mm/Umdrehung) erreicht. Eine geringe Schnitttiefe (0,5–1,5 mm) ist ebenfalls entscheidend, um die Belastung des Materials zu minimieren.
Die Bedeutung von Kühlmittel
Die Verwendung eines Kühlsystems ist sehr ratsam. Ein stetiger Kühlmittelstrom hilft, die Wärme an der Schnittstelle abzuleiten, die Temperatur des Materials zu stabilisieren und die thermische Ausdehnung zu verhindern, die Toleranzen ruiniert.
Spannkraft
Wenden Sie immer den minimal erforderlichen Klemmdruck an, um das Werkstück sicher zu halten. Ein zu festes Anziehen des Schraubstocks komprimiert das weiche PTFE, was dazu führt, dass das fertige Teil nach dem Lösen und Entspannen außerhalb der Spezifikation liegt.
Häufige Fallstricke, die es zu vermeiden gilt
Fehler bei der Bearbeitung von PTFE sind häufig, da sein Verhalten so stark von dem anderer Materialien abweicht. Das Vermeiden dieser Fallstricke ist entscheidend für den Erfolg.
Ignorieren der Werkzeugschärfe
Das häufigste Versagen ist die Verwendung eines Werkzeugs, das auch nur leicht stumpf ist. Ein stumpfes Werkzeug beginnt sofort, das Material zu drücken und zu schmelzen, anstatt es zu schneiden, was zu einer schlechten Oberflächengüte und falschen Abmessungen führt.
Unsachgemäße Werkstückspannung
Ein häufiger Fehler ist es, die Weichheit von PTFE bei der Einrichtung nicht zu berücksichtigen. Kundenspezifische Vorrichtungen oder weiche Backen, die die Klemmkraft verteilen, sind oft notwendig, um eine Verformung des Rohmaterials zu vermeiden.
Ignorieren der Wärmeausdehnung
Ein Teil, das beim Messen perfekt in der Spezifikation liegt, während es noch warm von der Bearbeitung ist, wird bei Abkühlung auf Umgebungstemperatur zu klein sein. Dieser Effekt muss vorhergesehen und kompensiert werden.
Die richtige Wahl für Ihr Ziel treffen
Ihr Werkzeug und Ihr Prozess sollten auf die spezifischen Anforderungen Ihres Projekts abgestimmt sein.
- Wenn Ihr Hauptaugenmerk auf hoher Präzision und engen Toleranzen liegt: Priorisieren Sie außergewöhnlich scharfe, unbeschichtete Hartmetallwerkzeuge und verwenden Sie ein Flutkühlungssystem, um die Wärmeausdehnung akribisch zu kontrollieren.
- Wenn Ihr Hauptaugenmerk auf der Massenproduktion liegt: Investieren Sie in Hartmetall- oder Stellite-bestückte Werkzeuge wegen ihrer überlegenen Verschleißfestigkeit und legen Sie einen strengen Nachschleifplan fest, um die gleichbleibende Qualität zu gewährleisten.
- Wenn Sie sekundäre Operationen wie Bohren oder Gewindeschneiden durchführen: Verwenden Sie hohe Vorschubraten und Peckbohrzyklen, um Späne effektiv auszutragen und zu verhindern, dass sie im Loch schmelzen und festbacken.
Letztendlich kommt der Erfolg bei der Bearbeitung von PTFE daher, dass seine einzigartigen Eigenschaften respektiert und Werkzeuge und Techniken gewählt werden, die Finesse über Kraft stellen.
Zusammenfassungstabelle:
| Werkstoff | Hauptmerkmal | Hauptvorteil |
|---|---|---|
| Unbeschichtetes Hartmetall | Rasiermesserscharfe Kante | Überlegene Verschleißfestigkeit für lange Läufe |
| Schnellarbeitsstahl (HSS) | Polierter, positiver Spanwinkel | Sauberes Scheren mit minimaler Reibung |
| Stellite-bestückt | Außergewöhnliche Schärfe | Ideal für die Massenproduktion |
Haben Sie Probleme mit PTFE-Bearbeitungsherausforderungen wie Wärmeformung oder schlechter Oberflächengüte? KINTEK ist spezialisiert auf die Herstellung von präzisen PTFE-Komponenten (Dichtungen, Auskleidungen, Laborgeräte und mehr) für die Halbleiter-, Medizin-, Labor- und Industriebranchen. Unsere Expertise in der kundenspezifischen Fertigung – von Prototypen bis hin zu Großserienaufträgen – stellt sicher, dass Ihre Teile von Anfang an korrekt bearbeitet werden, was Ihnen Zeit und Material spart. Kontaktieren Sie noch heute unsere Experten, um Ihre Projektanforderungen zu besprechen und ein Angebot einzuholen!
Visuelle Anleitung
Ähnliche Produkte
- Hochreiner PTFE-Filtermembranschneider mit Keramikmesser für die PM2.5-Analyse und anpassbarer Labor-Filterpapiertrenner
- Kundenspezifische PTFE-Schaber-Spatel und Probendlöffel – doppelt verwendbar, korrosionsbeständig, niedriger Hintergrund, weißes Fluorpolymer-Werkzeug
- Hochreiner PTFE-Quadratmembranschneider und Filter-Aliquot-Vorrichtung für Spurenanalyse und Reinraum-Laboranwendungen
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Hochreiner PTFE-Rundfiltermembranschneider mit Keramikklinge für die Spurenanalyse und CDC-Laborprobenvorbereitung
Andere fragen auch
- Welche Größen und Porengrößen sind für PTFE-Filter erhältlich? Wählen Sie den richtigen Filter für Ihre Anwendung
- Was ist die chemische Zusammensetzung und Temperaturbeständigkeit von PTFE-Filtermembranen? Wesentliche Spezifikationen für Labore
- Welche Temperaturbeständigkeit bieten PTFE-Filter? Unübertroffene thermische Stabilität von -200°C bis +260°C
- Mit welchen Chemikalien sind PTFE-Filter vollständig kompatibel? Entdecken Sie unübertroffene chemische Beständigkeit
- Was sind die strukturellen Merkmale und Herstellungsprinzipien von Polytetrafluorethylen (PTFE)-Filtermembranen?



















