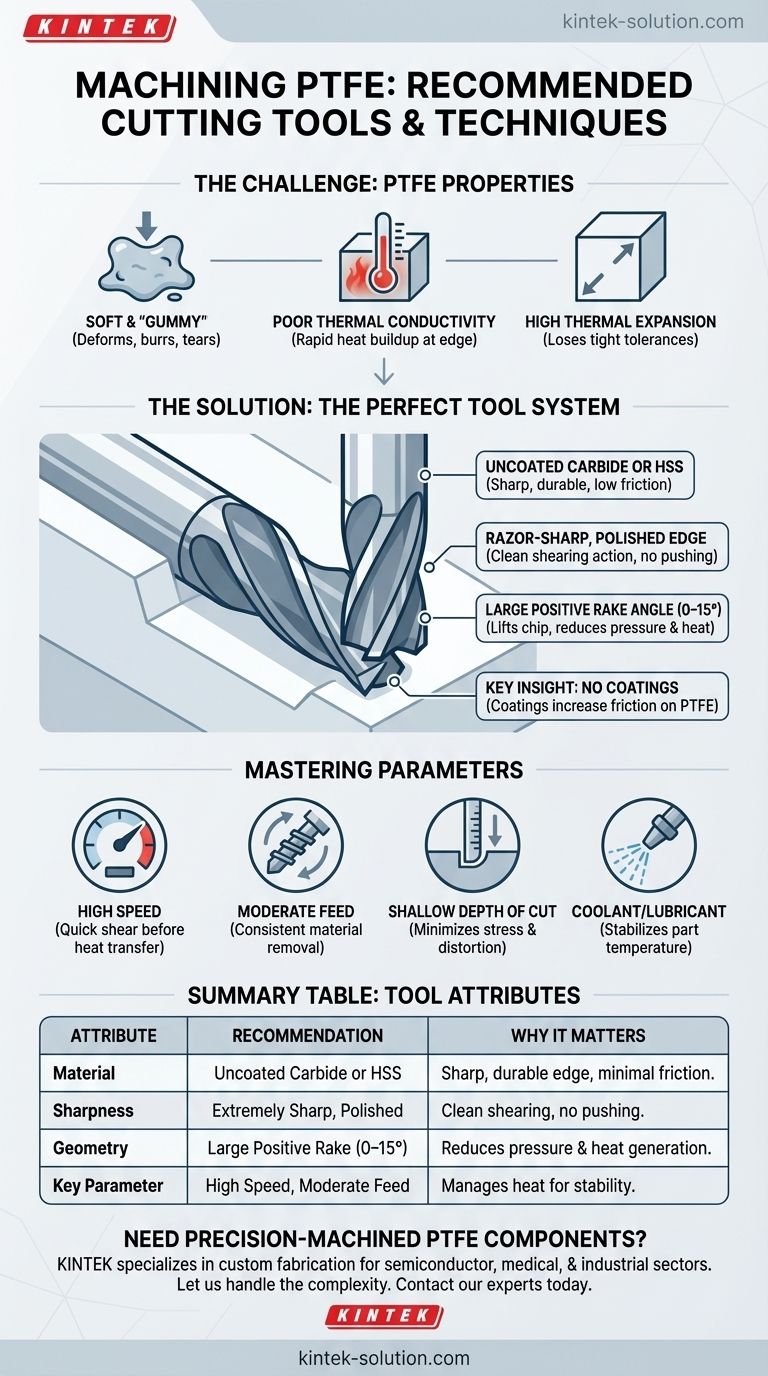
Für die Bearbeitung von PTFE werden am meisten extrem scharfe, unbeschichtete Hartmetall- oder Hochgeschwindigkeitsstahl (HSS)-Fräser empfohlen. Diese Werkzeuge sollten über polierte Schneidkanten und große, positive Spanwinkel verfügen. Diese spezifische Kombination ist darauf ausgelegt, das weiche Material sauber zu scheren, anstatt es zu drücken, was die Reibung, Hitzeentwicklung und Materialverformung minimiert.
Die Kernherausforderung bei der Bearbeitung von Polytetrafluorethylen (PTFE) ist nicht seine Härte, sondern seine Weichheit, geringe Wärmeleitfähigkeit und hohe Wärmeausdehnung. Der Erfolg hängt weniger vom Werkzeugmaterial allein ab, sondern vielmehr von einem kompletten System – Werkzeuggeometrie, Schärfe und Bearbeitungsparameter – das alles darauf optimiert ist, eine saubere Schneidwirkung bei minimalem Wärmeeintrag zu erzielen.

Warum die Bearbeitung von PTFE eine einzigartige Herausforderung darstellt
PTFE verhält sich bei der Bearbeitung ganz anders als Metalle und sogar andere Kunststoffe. Das Verständnis seiner Kerneigenschaften ist entscheidend, um zu verstehen, warum spezifische Werkzeuge und Techniken erforderlich sind.
Es ist weich und „gummiartig“
PTFE ist ein weiches Material, das unter Druck dazu neigt, sich zu verformen oder zu reißen, anstatt sauber wie ein Metall zu spanen. Ein falsches Werkzeug wird durch das Material „pflügen“ und eine schlechte Oberflächengüte sowie erhebliche Grate verursachen.
Es hat eine schlechte Wärmeleitfähigkeit
Das Material leitet Wärme schlecht ab. Jede Reibung durch den Bearbeitungsprozess führt dazu, dass sich direkt an der Werkzeugschneide schnell Wärme aufbaut, was leicht dazu führen kann, dass das PTFE schmilzt und den Fräser verklebt.
Es dehnt sich bei Wärme erheblich aus
PTFE hat einen sehr hohen Wärmeausdehnungskoeffizienten. Schon eine geringe Temperaturerhöhung während der Bearbeitung kann dazu führen, dass sich das Teil ausdehnt, was es unmöglich macht, enge Maßtoleranzen einzuhalten. Das Teil kann im warmen Zustand innerhalb der Spezifikation liegen, aber nach dem Abkühlen außerhalb der Spezifikation sein.
Auswahl des richtigen Schneidwerkzeugs: Ein genauerer Blick
Das ideale Schneidwerkzeug für PTFE ist darauf ausgelegt, die oben genannten Herausforderungen zu begegnen. Der Fokus liegt vollständig auf der Reduzierung von Reibung und Schnittkräften.
Werkzeugmaterial: Hartmetall und HSS
Hartmetallbestückte oder Vollhartmetallwerkzeuge werden oft bevorzugt. Ihr Hauptvorteil ist die Fähigkeit, auf eine sehr scharfe, langlebige Schneide geschliffen zu werden, was für eine saubere Scherschnittwirkung entscheidend ist.
Hochgeschwindigkeitsstahl (HSS) ist ebenfalls eine ausgezeichnete und weit verbreitete Option. Wie Hartmetall kann es auf die für PTFE erforderliche Schärfe geschliffen werden.
Die entscheidende Rolle der Werkzeuggeometrie
Die Form und der Zustand des Werkzeugs sind wichtiger als das Material, aus dem es besteht.
Extreme Schärfe und polierte Kanten sind nicht verhandelbar. Eine rasiermesserscharfe, polierte oder geläppte Kante schneidet mit minimaler Kraft durch das Material und reduziert so Reibung und Hitze. Stumpfe Werkzeuge verursachen sofort Probleme.
Positive Spanwinkel sind unerlässlich. Ein großer, positiver Spanwinkel (oft im Bereich von 0–15 Grad) hilft, den PTFE-Span anzuheben und effizient vom Werkstück wegzuleiten. Dies reduziert den Schnittdruck und die Wärmeentwicklung drastisch.
Der Vorteil der Unbeschichtung ist eine wichtige Erkenntnis. Während Beschichtungen wie Titannitrid (TiN) bei der Bearbeitung harter Metalle von Vorteil sind, können sie bei der Bearbeitung von weichem PTFE die Reibung erhöhen. Eine einfache, unbeschichtete, aber hochglanzpolierte Werkzeugoberfläche ist für diese Anwendung überlegen.
Beherrschung der Bearbeitungsparameter
Das richtige Werkzeug ist nur dann wirksam, wenn es mit den richtigen Prozessparametern kombiniert wird. Ihr Ziel ist es, das Werkzeug in den Schnitt zu bringen und wieder herauszuholen, bevor sich im Teil Wärme aufbauen kann.
Hohe Geschwindigkeiten und moderate Vorschübe
Hohe Schnittgeschwindigkeiten (z. B. 200–500 m/min oder 656–1640 Fuß/min) werden empfohlen. Dies ermöglicht es der scharfen Kante, einen sauberen Scherungsschnitt durchzuführen, bevor signifikante Wärme auf das Werkstück übertragen werden kann.
Kombinieren Sie dies mit einer moderaten Vorschubgeschwindigkeit (z. B. 0,1–0,2 mm/Umdrehung). Dies gewährleistet eine gleichmäßige Materialabfuhr, ohne an einer Stelle zu verweilen, was übermäßige Hitze erzeugen würde.
Geringe Schnitttiefe
Verwenden Sie eine geringe Schnitttiefe (z. B. 0,5–1,5 mm). Leichte Zustellungen minimieren die Belastung des Materials, verhindern dessen Verformung, Abweichen vom Fräser oder übermäßige Wärmeentwicklung.
Die Bedeutung der Kühlung
Die Verwendung eines Kühl- oder Schmiermittels kann sehr effektiv sein, um die geringe Menge an erzeugter Wärme zu kontrollieren. Dies hilft, die Temperatur des Teils zu stabilisieren und die Maßhaltigkeit zu verbessern.
Häufige Fallstricke, die es zu vermeiden gilt
Selbst bei der richtigen Einrichtung sind Fehler aufgrund der einzigartigen Beschaffenheit von PTFE häufig.
Materialverformung, kein Schneiden
Wenn Sie starke Grate oder eine „verschmierte“ Oberflächengüte sehen, ist dies ein klares Zeichen dafür, dass Ihr Werkzeug stumpf ist oder die falsche Geometrie aufweist. Das Werkzeug drückt das Material beiseite, anstatt es zu schneiden.
Wärmestau und Schmelzen
Sichtbares Schmelzen oder am Werkzeug haftende Späne deuten auf zu viel Reibung hin. Dies wird typischerweise durch ein stumpfes Werkzeug, die falsche Beschichtung oder falsche Parameter (z. B. zu niedrige Geschwindigkeit oder zu hoher Vorschub) verursacht.
Toleranzen nicht einhalten
Denken Sie daran, dass sich PTFE mit der Temperatur bewegt. Eine Faustregel für Standard-PTFE ist eine Toleranz von +/- 0,001 Zoll pro Zoll der Abmessung. Alles, was enger ist, erfordert eine außergewöhnliche Prozesskontrolle und eine stabile Umgebung.
Die richtige Wahl für Ihr Ziel treffen
Ihre spezifischen Werkzeug- und Prozesseinstellungen sollten auf Ihr gewünschtes Ergebnis abgestimmt sein.
- Wenn Ihr Hauptaugenmerk auf hoher Präzision und engen Toleranzen liegt: Verwenden Sie extrem scharfe, unbeschichtete Hartmetallwerkzeuge in einer CNC-Maschine und kühlen Sie, um die thermische Stabilität zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf guter Oberflächengüte und allgemeiner Fertigung liegt: Achten Sie auf ein rasiermesserscharfes HSS- oder Hartmetallwerkzeug mit einem hohen positiven Spanwinkel und stellen Sie sicher, dass Ihre Schnittgeschwindigkeiten hoch sind.
- Wenn Sie Schmelzen oder starke Gratebildung feststellen: Ihr erster Schritt sollte immer sein, das Werkzeug auf Schärfe zu überprüfen und sicherzustellen, dass es unbeschichtet ist, und dann Ihre Geschwindigkeiten und Vorschübe zu überprüfen.
Letztendlich ist die erfolgreiche PTFE-Bearbeitung ein Prozess der Finesse, der Schärfe und Wärmemanagement über Kraft stellt.
Zusammenfassungstabelle:
| Werkzeugattribut | Empfehlung für PTFE | Warum es wichtig ist |
|---|---|---|
| Material | Unbeschichtetes Hartmetall oder HSS | Bietet eine scharfe, langlebige Kante mit minimaler Reibung. |
| Schärfe | Extrem scharfe, polierte Kante | Gewährleistet eine saubere Scherschnittwirkung anstelle des Drückens des Materials. |
| Geometrie | Großer positiver Spanwinkel (0–15°) | Reduziert den Schnittdruck und die Wärmeentwicklung durch effizientes Anheben des Spans. |
| Schlüsselparameter | Hohe Geschwindigkeit, moderater Vorschub, geringe Schnitttiefe | Kontrolliert den Wärmestau, um die Maßhaltigkeit zu erhalten. |
Benötigen Sie präzisionsbearbeitete PTFE-Komponenten?
Die Bearbeitung von PTFE nach exakten Spezifikationen erfordert Fachwissen und die richtigen Werkzeuge. KINTEK ist spezialisiert auf die kundenspezifische Fertigung von hochwertigen PTFE-Komponenten – einschließlich Dichtungen, Auskleidungen und Laborgeräten – für die Halbleiter-, Medizin-, Labor- und Industriebranchen.
Wir nutzen unser tiefes Materialwissen und unsere Präzisionsfertigungskapazitäten, um Teile zu liefern, die Ihre engsten Toleranzen erfüllen, von Prototypen bis hin zu Großserienaufträgen.
Überlassen Sie uns die Komplexität. Kontaktieren Sie noch heute unsere Experten, um Ihre Projektanforderungen zu besprechen.
Visuelle Anleitung
Ähnliche Produkte
- Hochreiner PTFE-Filtermembranschneider mit Keramikmesser für die PM2.5-Analyse und anpassbarer Labor-Filterpapiertrenner
- Hochreiner PTFE-Rundfiltermembranschneider mit Keramikklinge für die Spurenanalyse und CDC-Laborprobenvorbereitung
- Hochreiner PTFE-Quadratmembranschneider und Filter-Aliquot-Vorrichtung für Spurenanalyse und Reinraum-Laboranwendungen
- Kundenspezifische PTFE-Schaber-Spatel und Probendlöffel – doppelt verwendbar, korrosionsbeständig, niedriger Hintergrund, weißes Fluorpolymer-Werkzeug
- PTFE-Schneidvorrichtung für quadratische Membranen mit Gleichverteilung, hoher Reinheit, für Spurenanalyse und Krankheitskontrollzentren, sauber, nicht haftend, ohne Auslaugung
Andere fragen auch
- Mit welchen Chemikalien sind PTFE-Filter vollständig kompatibel? Entdecken Sie unübertroffene chemische Beständigkeit
- Was sind die strukturellen Merkmale und Herstellungsprinzipien von Polytetrafluorethylen (PTFE)-Filtermembranen?
- Welche Temperaturbeständigkeit bieten PTFE-Filter? Unübertroffene thermische Stabilität von -200°C bis +260°C
- Welche Größen und Porengrößen sind für PTFE-Filter erhältlich? Wählen Sie den richtigen Filter für Ihre Anwendung
- Was ist die chemische Zusammensetzung und Temperaturbeständigkeit von PTFE-Filtermembranen? Wesentliche Spezifikationen für Labore



















