Die wichtigsten abschließenden Überlegungen bei der Bearbeitung von Teflon (PTFE) sind die Antizipation der Instabilität des Materials, die Implementierung strenger Sicherheitsprotokolle und oft die Durchführung eines Prozesses zur Spannungsentlastung nach der Bearbeitung. Der Erfolg mit Teflon hängt weniger vom eigentlichen Schneiden ab, sondern vielmehr von der Kontrolle der thermischen und physikalischen Kräfte, die zu Verformung, Kriechen und der Freisetzung gefährlicher Dämpfe führen.
Die definierenden Eigenschaften von Teflon – seine Weichheit, hohe Wärmeausdehnung und geringe Reibung – sind auch seine größten Herausforderungen bei der Bearbeitung. Die Beherrschung dieses Materials erfordert eine Strategie, die sich auf die Minimierung von Hitze, die sichere Befestigung des Werkstücks ohne Verformung und die Priorisierung der Sicherheit des Bedieners konzentriert.

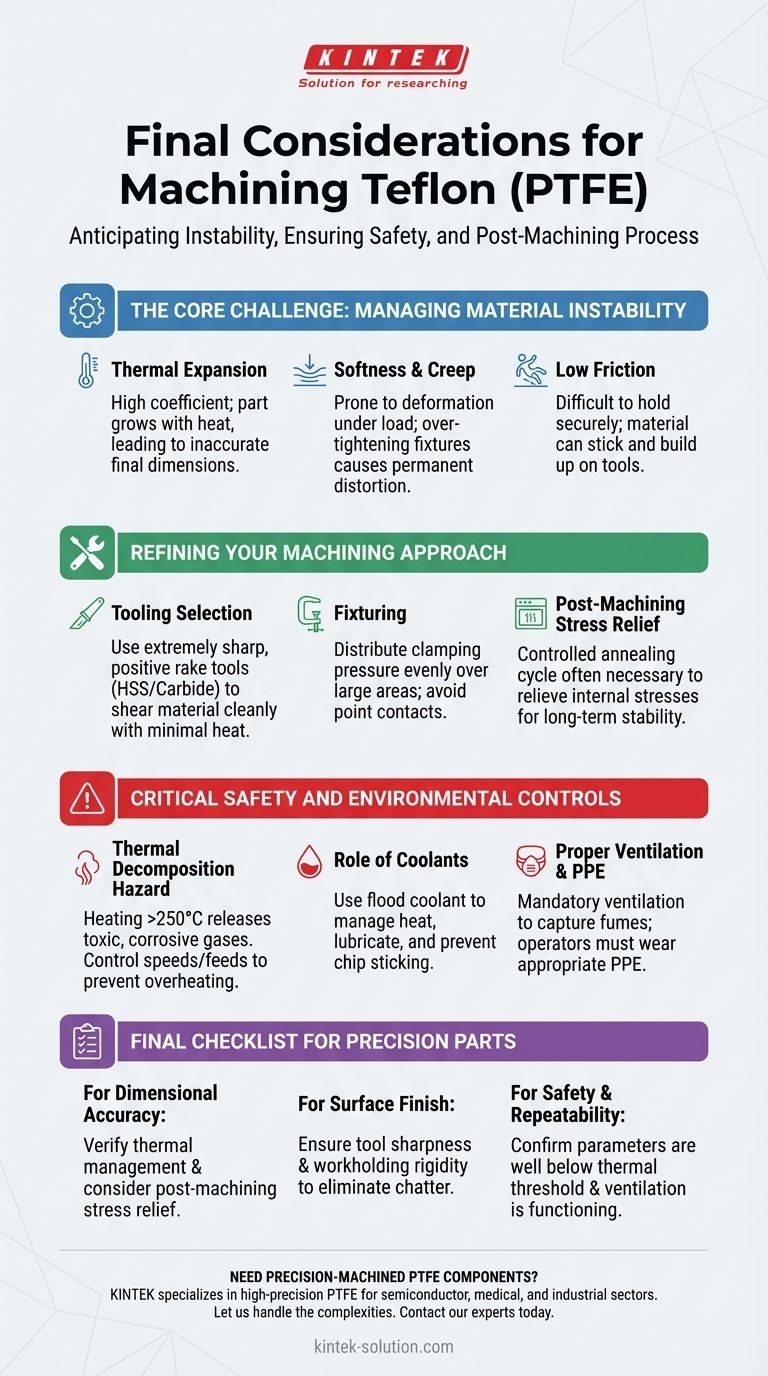
Die Kernherausforderung: Umgang mit Materialinstabilität
Die Bearbeitung von Teflon unterscheidet sich grundlegend von der Bearbeitung von Metallen oder sogar anderen Kunststoffen. Die einzigartigen Eigenschaften des Materials erfordern eine Verschiebung der Denkweise von aggressiver Materialabtragung hin zu sanfter, präziser Formgebung unter Kontrolle seiner inhärenten Instabilität.
Das Problem der Wärmeausdehnung
Teflon weist einen extrem hohen Wärmeausdehnungskoeffizienten auf. Das bedeutet, dass es sich bei selbst geringfügigen Temperaturänderungen erheblich ausdehnt und zusammenzieht.
Die durch den Schneidprozess erzeugte Wärme kann dazu führen, dass sich das Teil ausdehnt, was zu ungenauen Endabmessungen führt, sobald es auf Umgebungstemperatur abkühlt. Dies ist eine Hauptursache für das Nichterreichen enger Toleranzen.
Weichheit, Kriechen und Verformung
Teflon ist außergewöhnlich weich und anfällig für Kriechverformung unter Spannung (Stress Creep), was bedeutet, dass es sich unter konstanter Last langsam mit der Zeit verformt.
Ein zu festes Anziehen eines Schraubstocks oder einer Klemme beschädigt nicht nur die Oberfläche, sondern kann das Teil auch dauerhaft verziehen. Diese Weichheit macht es auch anfällig für Werkzeugflattern (Tool Chatter), was die Oberflächengüte beeinträchtigt.
Das Paradoxon der geringen Reibung
Die berühmte Rutschfestigkeit des Materials macht es schwierig, es für die Bearbeitung sicher zu halten. Dieser niedrige Reibungskoeffizient kann auch dazu führen, dass sich Material am Schneidwerkzeug ansammelt, insbesondere wenn das Werkzeug nicht scharf genug ist.
Verfeinerung Ihres Bearbeitungsansatzes
Um den inhärenten Herausforderungen von Teflon entgegenzuwirken, muss sich Ihre endgültige Strategie auf spezialisierte Werkzeuge, sorgfältige Werkstückspannung und Nachbearbeitungsbehandlungen konzentrieren.
Die Werkzeugauswahl ist nicht verhandelbar
Ihre Wahl des Schneidwerkzeugs ist entscheidend. Das Ziel ist es, das Material sauber mit minimaler Reibung und Hitzeentwicklung zu scheren.
Verwenden Sie immer extrem scharfe Schneidkanten. Sowohl Schnellarbeitsstahl (HSS) als auch Hartmetallwerkzeuge können funktionieren, aber die Schärfe ist wichtiger als das Material. Werkzeuge sollten einen positiven Spanwinkel haben, um eine scharfe Schneidwirkung zu erzeugen.
Für bestimmte Operationen wie das Bohren sollten Sie spezialisierte Werkzeuge wie Parabolbohrer in Betracht ziehen, die für eine effiziente Spanabfuhr bei weichen Materialien ausgelegt sind.
Die Bedeutung der Spannvorrichtung (Fixturing)
Die Befestigung des Werkstücks erfordert eine heikle Balance. Sie müssen es fest genug halten, um den Schneidkräften standzuhalten, aber sanft genug, um Verformungen zu vermeiden.
Verwenden Sie Spannvorrichtungen mit einer großen Oberfläche, um den Klemmdruck gleichmäßig zu verteilen. Vermeiden Sie Punktkontakte, die sich in das Material eingraben und es verformen können.
Spannungsentlastung nach der Bearbeitung
Selbst bei perfekter Technik führt die Bearbeitung innere Spannungen in ein Teflonteil ein. Für Anwendungen, die enge Toleranzen und langfristige Stabilität erfordern, ist oft ein Nachbearbeitungs-Glüh- oder Spannungsentlastungszyklus erforderlich.
Dies beinhaltet das Erhitzen des Teils in einem kontrollierten Ofen auf eine bestimmte Temperatur unterhalb seines Schmelzpunkts und das anschließende langsame Abkühlen, wodurch sich die innere Struktur des Materials in einem stabilen Zustand entspannen kann.
Kritische Sicherheits- und Umweltkontrollen
Das Versäumnis, die Bearbeitungsumgebung für Teflon zu kontrollieren, ist nicht nur ein Qualitätsproblem, sondern eine ernsthafte Sicherheitsgefährdung.
Die Gefahr der thermischen Zersetzung
Das Erhitzen von Teflon über 250 °C (482 °F) kann zur Zersetzung führen, wobei hochgiftige und korrosive Gase freigesetzt werden. Diese Dämpfe stellen ein erhebliches Gesundheitsrisiko dar.
Es ist absolut unerlässlich, die Schnittgeschwindigkeiten und -vorschübe zu kontrollieren, um eine Überhitzung zu verhindern. Lassen Sie niemals zu, dass Späne durch Hitze verfärbt werden.
Die Rolle von Kühlmitteln
Die Verwendung eines Flutkühlmittelsystems ist eine effektive Methode zur Wärmeabfuhr, zur Schmierung des Schnitts und zur Verhinderung des Anhaftens von Spänen am Werkzeug.
Wenn Sie trocken bearbeiten, müssen Sie noch konservativere Schnittparameter verwenden und über ein System zur effizienten Spanabfuhr verfügen, um eine Wärmeansammlung zu verhindern.
Ordnungsgemäße Belüftung und PSA
Ein robustes Belüftungssystem ist zwingend erforderlich, um alle potenziellen Dämpfe an der Quelle abzusaugen. Bediener sollten immer die geeignete persönliche Schutzausrüstung (PSA) tragen, einschließlich Schutzbrillen.
Abschluss-Checkliste für präzisionsgefertigte Teflonteile
Um sicherzustellen, dass Ihr Prozess zu einem erfolgreichen Ergebnis führt, passen Sie Ihre abschließende Überprüfung an Ihr Hauptziel an.
- Wenn Ihr Hauptaugenmerk auf der Maßgenauigkeit liegt: Ihre abschließende Überprüfung muss sich auf das Wärmemanagement konzentrieren, sicherstellen, dass Ihr Kühlmittel wirksam ist, und einen Spannungsentlastungszyklus nach der Bearbeitung in Betracht ziehen.
- Wenn Ihr Hauptaugenmerk auf der Oberflächengüte liegt: Ihre abschließende Überprüfung muss sich auf die Schärfe Ihrer Schneidwerkzeuge und die Steifigkeit Ihrer Werkstückspannung konzentrieren, um Flattern zu eliminieren.
- Wenn Ihr Hauptaugenmerk auf Sicherheit und Wiederholbarkeit liegt: Ihre abschließende Überprüfung muss sicherstellen, dass die Schnittparameter weit unter der thermischen Zersetzungsgrenze liegen und dass alle Belüftungssysteme einwandfrei funktionieren.
Letztendlich ergibt sich die erfolgreiche Teflonbearbeitung aus der Achtung der Materialeigenschaften, anstatt gegen sie anzukämpfen.
Zusammenfassungstabelle:
| Wichtige Überlegung | Warum es wichtig ist |
|---|---|
| Wärmeausdehnung | Verhindert Maßungenauigkeiten beim Abkühlen des Teils. |
| Scharfe Werkzeuge | Gewährleistet einen sauberen Schnitt, minimiert Hitze und verhindert Materialansammlungen. |
| Sanfte Spannvorrichtung | Vermeidet dauerhafte Teilverformung durch Klemmdruck. |
| Sicherheitsprotokolle | Mildert das Risiko giftiger Dämpfe, die bei Überhitzung des Materials (>250°C/482°F) entstehen. |
| Spannungsentlastung nach der Bearbeitung | Baut innere Spannungen für langfristige Maßhaltigkeit ab. |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten?
Die Bearbeitung von Teflon nach exakten Spezifikationen erfordert Fachwissen und spezialisierte Prozesse. KINTEK fertigt hochpräzise PTFE-Komponenten – einschließlich Dichtungen, Auskleidungen und kundenspezifisches Laborgerät – für die Halbleiter-, Medizin-, Labor- und Industriebranchen.
Wir legen Wert auf Präzisionsfertigung und kümmern uns für Sie um die kritischen Aspekte der Wärmeausdehnung, Spannungsentlastung und Sicherheit, von Prototypen bis hin zu Großaufträgen.
Überlassen Sie uns die Komplexität. Kontaktieren Sie noch heute unsere Experten, um Ihre Projektanforderungen zu besprechen.
Visuelle Anleitung
Ähnliche Produkte
- Kleine Reaktionsflasche aus PTFE korrosionsbeständig Teflon Probenauflösungsbehälter einteilig geformter Fluorpolymer-Lagerbehälter
- Anpassbarer Polytetrafluorethylen (PTFE)-Reaktor und korrosionsbeständiger Teflon-Kolben
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Kundenspezifische PTFE-Teflonkugeln für fortschrittliche industrielle Anwendungen
- Korrosionsbeständiges PTFE-Kleinreaktionsgefäß aus einem Stück geformter Teflon-Probenlagerbehälter
Andere fragen auch
- Was sind die Vorteile der Antihaftoberfläche von PTFE-Flaschen? Gewährleisten Sie Reinheit und Effizienz in Ihrem Labor
- Was sind die Hauptvorteile von PTFE als Material für Laborflaschen? Überragende chemische und thermische Beständigkeit
- Warum wird Teflon in Hochleistungsanwendungen eingesetzt? Unübertroffene geringe Reibung & Chemische Beständigkeit
- Was sind die Schlüsseleigenschaften, die Teflon so vielseitig einsetzbar machen? Entdecken Sie unübertroffene chemische und thermische Beständigkeit
- Was sind die Hauptmerkmale von PTFE-Reagenzflaschen? Überlegene chemische Beständigkeit und Haltbarkeit



















