Um Polytetrafluorethylen (PTFE) erfolgreich zu bearbeiten, müssen Sie scharfe Werkzeuge für saubere Schnitte, effektive Kühlung zur Kontrolle der Wärmeausdehnung, kontrollierte Geschwindigkeiten und Vorschübe zur Vermeidung von Materialrissen und minimalen Klemmdruck zur Vermeidung von Teileverformung priorisieren. Diese Techniken sind nicht nur Vorschläge, sondern wesentlich, um der einzigartigen Weichheit und thermischen Empfindlichkeit des Materials entgegenzuwirken.
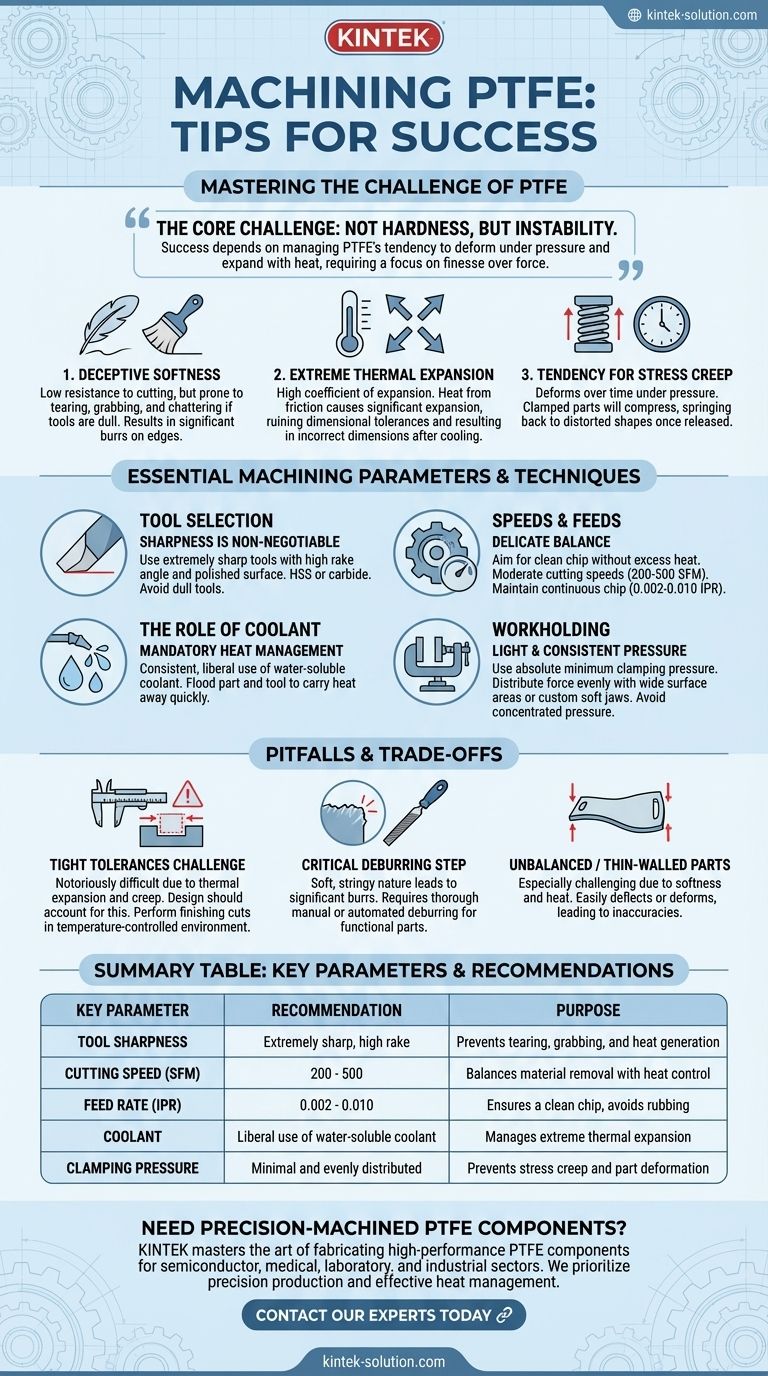
Die Kernherausforderung bei der Bearbeitung von PTFE ist nicht seine Härte, sondern seine inhärente Instabilität. Der Erfolg hängt vollständig davon ab, die Neigung des Materials, sich unter Druck zu verformen und sich bei Wärme auszudehnen, zu kontrollieren, was einen Fokus auf Finesse statt auf Kraft erfordert.

Die Kernherausforderung: Das Verhalten von PTFE verstehen
Die Bearbeitung von PTFE erscheint auf den ersten Blick trügerisch einfach. Es ist weich und lässt sich leicht schneiden. Um jedoch Maßgenauigkeit zu erreichen, ist ein tiefes Verständnis seiner drei Haupteigenschaften erforderlich.
Seine trügerische Weichheit
Die geringe Dichte und Weichheit von PTFE bedeuten, dass es wenig Widerstand gegen ein Schneidwerkzeug bietet. Dies erleichtert zwar die Materialabnahme, macht das Material aber auch anfällig für Reißen, Greifen und Rattern, wenn das Werkzeug nicht absolut scharf ist.
Diese Weichheit führt auch zur Bildung erheblicher Grate an den Kanten des Teils, die in einem abschließenden Entgratungsschritt sorgfältig entfernt werden müssen, um die ordnungsgemäße Funktion und Montage zu gewährleisten.
Extreme Wärmeausdehnung
PTFE weist einen sehr hohen Wärmeausdehnungskoeffizienten auf. Schon eine geringe Menge an durch Reibung beim Schneiden erzeugter Wärme führt dazu, dass sich das Material erheblich ausdehnt, wodurch die Maßtoleranzen beeinträchtigt werden.
Sobald sich das Teil abkühlt, zieht es sich zusammen, und Maße, die während des Schnitts korrekt erschienen, entsprechen nicht mehr den Spezifikationen. Dies macht das Wärmemanagement zum Hauptkampf bei der Präzisionsbearbeitung von PTFE.
Neigung zum Kriechverhalten unter Spannung
Unter Druck verformt sich PTFE im Laufe der Zeit. Diese Eigenschaft, bekannt als Kriechverhalten unter Spannung (Stress Creep), ist eine große Herausforderung für die Werkstückspannung.
Wird ein Teil zu fest in einem Schraubstock oder einer Spannvorrichtung eingespannt, komprimiert es sich langsam. Das Teil kann perfekt bearbeitet sein, aber sobald der Klemmdruck gelöst wird, springt es in eine verzerrte, unbrauchbare Form zurück.
Wesentliche Parameter und Techniken bei der Bearbeitung
Jede Bearbeitungsentscheidung muss mit dem Ziel getroffen werden, die natürlichen Tendenzen des Materials zu mindern.
Werkzeugauswahl: Schärfe ist nicht verhandelbar
Der wichtigste Faktor ist die Schneidkante des Werkzeugs. Verwenden Sie extrem scharfe Werkzeuge mit einem hohen Spanwinkel und einer polierten, glatten Oberfläche.
Obwohl Werkzeuge aus Schnellarbeitsstahl (HSS) oder Hartmetall gut funktionieren, sind die Schärfe und Geometrie der Schneidkante weitaus wichtiger als das Werkzeugmaterial selbst. Ein stumpfes Werkzeug pflügt durch das Material, erzeugt übermäßige Wärme und ein schlechtes Finish.
Geschwindigkeiten und Vorschübe: Ein empfindliches Gleichgewicht
Das Ziel ist es, einen sauberen Span zu erzeugen, ohne überschüssige Wärme zu erzeugen. Reiben statt Schneiden ist die Hauptwärmequelle und muss vermieden werden.
Beginnen Sie mit moderaten Schnittgeschwindigkeiten, typischerweise zwischen 200 und 500 Oberflächenfuß pro Minute (SFM).
Verwenden Sie Vorschubgeschwindigkeiten, die hoch genug sind, um einen kontinuierlichen Span zu erhalten, im Allgemeinen 0,002 bis 0,010 Zoll pro Umdrehung (IPR). Eine zu langsame Vorschubgeschwindigkeit führt dazu, dass das Werkzeug reibt, was Wärme und ein schlechtes Oberflächenfinish erzeugt.
Die Rolle des Kühlmittels
Der konsequente und großzügige Einsatz von Kühlmittel ist zwingend erforderlich, um die Wärmeausdehnung zu kontrollieren. Das Ziel ist es, das Teil und das Werkzeug zu fluten, um die Wärme so schnell wie möglich abzuführen, wie sie erzeugt wird.
Druckluft kann für Schruppschnitte funktionieren, aber ein wasserlösliches Kühlmittel ist für Schlichtoperationen und das Einhalten enger Toleranzen überlegen.
Werkstückspannung: Leichter und gleichmäßiger Druck
Vermeiden Sie Verformungen, indem Sie den absolut minimalen Klemmdruck verwenden, der erforderlich ist, um das Teil sicher zu halten.
Verwenden Sie Spannvorrichtungen mit großen Auflageflächen oder kundenspezifische weiche Backen, um die Klemmkraft gleichmäßig zu verteilen. Wenden Sie niemals konzentrierten Druck auf einen einzelnen Punkt an, da dies aufgrund des Kriechverhaltens unter Spannung garantiert zu Verzerrungen führt.
Die Fallstricke und Kompromisse verstehen
Wenn die einzigartigen Eigenschaften von PTFE ignoriert werden, führt dies konsequent zu fehlerhaften Teilen. Das Bewusstsein für häufige Fehlermodi ist der Schlüssel zur Prävention.
Die Herausforderung enger Toleranzen
Aufgrund seiner hohen Wärmeausdehnung und Neigung zum Kriechen ist das Einhalten enger Toleranzen bei PTFE notorisch schwierig. Das Teiledesign sollte dies berücksichtigen.
Wenn ein Design extrem enge Toleranzen erfordert, ist es entscheidend, Schlichtschnitte in einer temperaturkontrollierten Umgebung durchzuführen und dem Material Zeit zu geben, sich vor den Endmessungen zu stabilisieren.
Der letzte, entscheidende Schritt: Entgraten
Die weiche, faserige Beschaffenheit von PTFE führt dazu, dass fast jede bearbeitete Fläche einen erheblichen Grat aufweist.
Dies ist kein Zeichen schlechter Bearbeitung, sondern eine inhärente Eigenschaft des Materials. Ein gründlicher, sorgfältiger manueller oder automatisierter Entgratungsprozess ist ein erforderlicher letzter Schritt für fast jedes funktionale PTFE-Teil.
Unausgewogene oder dünnwandige Teile
Die Kombination aus Weichheit und Wärmeerzeugung macht die Bearbeitung dünnwandiger oder unausgewogener Teile besonders herausfordernd. Die Schnittkräfte und die Wärme können diese Merkmale leicht zum Durchbiegen oder Verformen bringen, was zu Ungenauigkeiten führt.
Die richtige Wahl für Ihr Ziel treffen
Ihr Ansatz sollte sich danach richten, was für Ihr spezifisches Teil das kritischste Ergebnis ist.
- Wenn Ihr Hauptaugenmerk darauf liegt, die bestmögliche Maßgenauigkeit zu erzielen: Priorisieren Sie aggressive Kühlung und minimalen, gleichmäßig verteilten Klemmdruck über alles andere.
- Wenn Ihr Hauptaugenmerk darauf liegt, eine überlegene Oberflächengüte zu erzielen: Konzentrieren Sie sich auf die Verwendung von außergewöhnlich scharfen, polierten Werkzeugen und einer Vorschubgeschwindigkeit, die optimiert ist, um einen sauberen Span ohne Reiben zu erzeugen.
- Wenn Ihr Hauptaugenmerk darauf liegt, Teileverformung zu verhindern: Entwerfen Sie Spannvorrichtungen, die das gesamte Werkstück stützen, und wenden Sie die absolut minimale erforderliche Klemmkraft an.
Letztendlich bedeutet die erfolgreiche Bearbeitung von PTFE, die Eigenschaften des Materials zu respektieren, anstatt gegen sie anzukämpfen.
Zusammenfassungstabelle:
| Schlüsselparameter | Empfehlung | Zweck |
|---|---|---|
| Werkzeugschärfe | Extrem scharf, hoher Spanwinkel | Verhindert Reißen, Greifen und Wärmeentwicklung |
| Schnittgeschwindigkeit (SFM) | 200 - 500 | Gleicht Materialabtrag mit Wärmekontrolle ab |
| Vorschub (IPR) | 0,002 - 0,010 | Stellt einen sauberen Span sicher, vermeidet Reiben |
| Kühlmittel | Großzügiger Einsatz von wasserlöslichem Kühlmittel | Kontrolliert extreme Wärmeausdehnung |
| Klemmdruck | Minimal und gleichmäßig verteilt | Verhindert Kriechverhalten unter Spannung und Teileverformung |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten?
Die Bearbeitung von PTFE nach exakten Spezifikationen erfordert spezialisiertes Fachwissen und einen tiefen Respekt vor den Eigenschaften des Materials. Bei KINTEK haben wir die Kunst der Herstellung von Hochleistungs-PTFE-Komponenten gemeistert – von Dichtungen und Auskleidungen bis hin zu komplexem Laborbedarf – für die Halbleiter-, Medizin-, Labor- und Industriebranchen.
Wir legen Wert auf präzise Fertigung und effektives Wärmemanagement, um sicherzustellen, dass Ihre Teile strenge Maß- und Funktionsanforderungen erfüllen, unabhängig davon, ob Sie Prototypen oder Großserien benötigen.
Überlassen Sie uns die Herausforderungen der PTFE-Bearbeitung. Kontaktieren Sie noch heute unsere Experten, um Ihre Anforderungen an die kundenspezifische Fertigung zu besprechen.
Visuelle Anleitung
Ähnliche Produkte
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Kundenspezifische PTFE-Teflonkugeln für fortschrittliche industrielle Anwendungen
- Korrosionsbeständige PTFE-Dispersierscheibe und Hochtemperatur-Propeller-Rührpaddel für das chemische Mischen im Labor
Andere fragen auch
- Welche Vorteile bieten kundenspezifische PTFE-Teile für die industrielle Effizienz? Betriebszeit erhöhen & Kosten senken
- Welche Designüberlegungen sind für kundenspezifische PTFE-Teile wichtig? Design für Leistung & Zuverlässigkeit
- Was sind die minimalen und maximalen Größen für die Bearbeitung von PTFE-Teilen? Erfolgreiches Design ohne universelle Grenzen
- Welche Branchen profitieren am meisten von kundenspezifischen PTFE-Teilen? Bewältigung von Herausforderungen in extremen Umgebungen
- Was sind die Hauptvorteile von PTFE bei der kundenspezifischen Fertigung? Entfesseln Sie Leistung unter extremen Bedingungen



















