Auf den ersten Blick scheint Teflon (PTFE) aufgrund seiner Weichheit einfach zu bearbeiten zu sein, aber das ist trügerisch. Die einzigartigen Herausforderungen ergeben sich aus einer Kombination von Eigenschaften, die bei Metallen oder sogar anderen Kunststoffen nicht vorkommen: geringe Wärmeleitfähigkeit, ein hoher Wärmeausdehnungskoeffizient und eine Neigung zur Verformung unter Druck, bekannt als Kriechverformung (Stress Creep). Diese Faktoren machen die Einhaltung enger Toleranzen und einer sauberen Oberflächengüte außergewöhnlich schwierig.
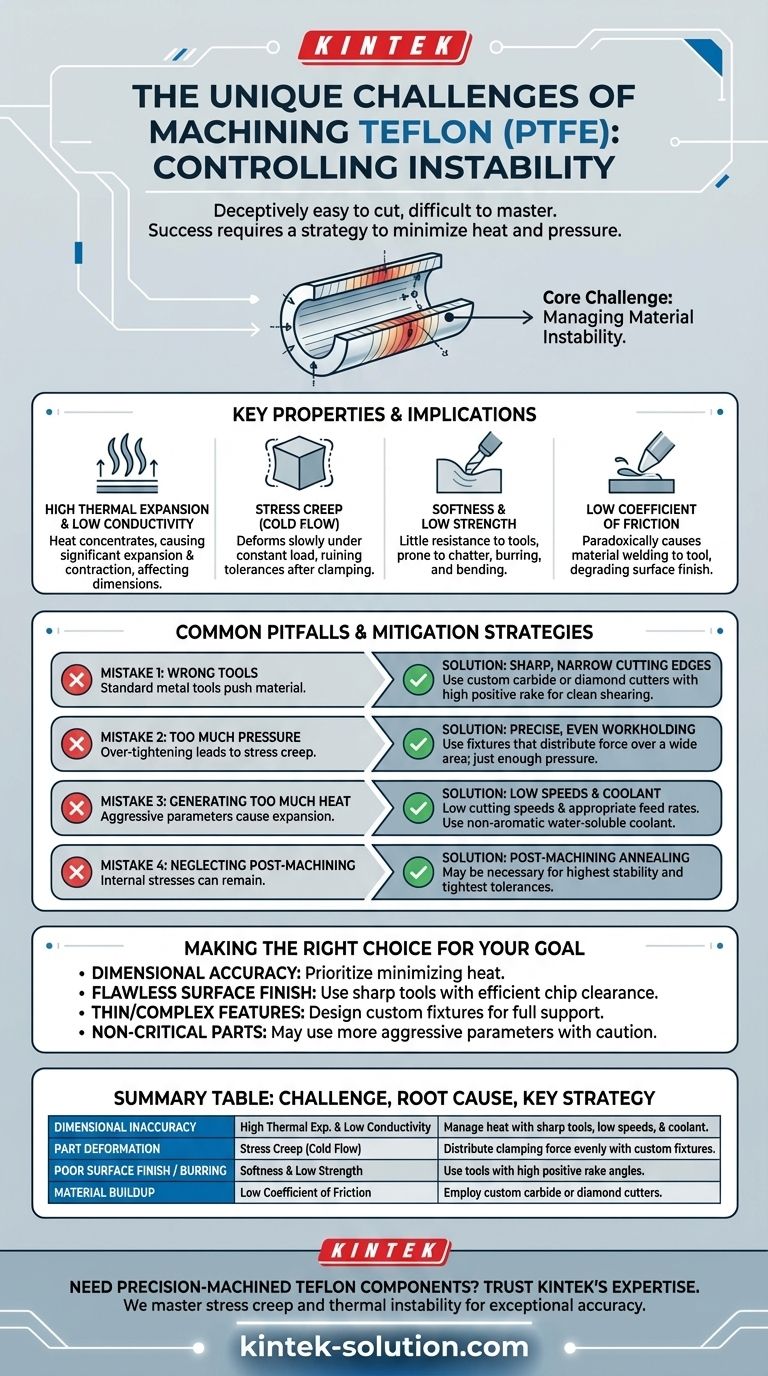
Die Kernherausforderung bei der Bearbeitung von Teflon besteht nicht im Zerspanen des Materials, sondern in der Kontrolle seiner inhärenten Instabilität. Erfolg erfordert eine Strategie, die sich darauf konzentriert, Hitze und Druck in jeder Phase zu minimieren, von der Werkstückspannung bis zum letzten Schnitt, um eine unvorhersehbare Verformung des Teils zu verhindern.

Die Wurzel des Problems: Umgang mit Materialinstabilität
Im Gegensatz zu starren und thermisch stabilen Metallen ist Teflon während des Bearbeitungsprozesses von Natur aus instabil. Seine Weichheit erleichtert das Entfernen von Material, aber dieselbe Eigenschaft macht es sehr anfällig für Verformungen durch Werkzeugdruck und Spannkräfte.
Die eigentliche Schwierigkeit liegt im Umgang mit der Reaktion des Materials auf die Hitze und die Beanspruchung der Bearbeitung. Ohne den richtigen Ansatz können Teile leicht außerhalb der Toleranz, verzogen oder mit Graten versehen sein.
Schlüsseleigenschaften und ihre Auswirkungen auf die Bearbeitung
Das Verständnis von vier Schlüsseleigenschaften des Materials ist entscheidend für die Diagnose und Lösung der Herausforderungen bei der Bearbeitung von Teflon.
Hohe Wärmeausdehnung & geringe Leitfähigkeit
Teflon leitet Wärme schlecht ab. Die durch das Schneidwerkzeug erzeugte Wärme bleibt auf den Kontaktpunkt konzentriert, wodurch sich das Material erheblich ausdehnt.
Wenn das Teil abkühlt, zieht es sich zusammen. Diese ständige Größenänderung während des Betriebs macht die Einhaltung präziser Abmessungen zu einer primären Herausforderung.
Kriechverformung (Kaltfluss)
Teflon neigt dazu, sich unter konstanter Last langsam über die Zeit zu verformen, selbst bei Raumtemperatur. Dies wird als Kriechverformung oder Kaltfluss bezeichnet.
Wenn ein Teil in einem Schraubstock eingespannt wird, beginnt es zu kriechen. Nach der Bearbeitung, sobald der Klemmdruck gelöst wird, verformt sich das Teil und ruiniert alle erreichten engen Toleranzen.
Weichheit und geringe Festigkeit
Obwohl die Weichheit das Material leicht schneidbar macht, bietet es auch wenig Widerstand gegen das Schneidwerkzeug, was das Risiko von Werkzeugflattern birgt.
Diese Weichheit macht Teflon auch anfällig für Gratbildung und kann dazu führen, dass sich das Teil vom Fräser wegbiegt oder verformt, insbesondere bei dünnen Wänden oder unausgewogenen Formen.
Geringer Reibungskoeffizient
Die berühmte Gleitfähigkeit von Teflon kann paradoxerweise dazu führen, dass Material am Schneidwerkzeug klebt oder anschweißt. Dies geschieht, wenn Hitze und Druck hoch genug sind, um das Material aufzuweichen.
Diese Ablagerung an der Werkzeugschneide verschlechtert die Oberflächengüte und kann die endgültigen Abmessungen des Teils außerhalb der Spezifikation bringen.
Häufige Fallstricke und wie man sie vermeidet
Die erfolgreiche Bearbeitung von Teflon erfordert eine spezifische Denkweise und einen Werkzeugsatz, der darauf ausgelegt ist, seinen inhärenten Eigenschaften entgegenzuwirken.
Fehler 1: Verwendung der falschen Werkzeuge
Standard-Schneidwerkzeuge für Metalle funktionieren nicht gut. Die Weichheit von Teflon erfordert extrem scharfe, schmale Schneidkanten, um eine saubere Scherschnittwirkung zu erzeugen, anstatt das Material nur zu drücken.
Maßgeschneiderte Hartmetallfräser mit hohem positivem Spanwinkel und Freiwinkel sind oft notwendig, um Materialansammlungen zu verhindern und eine saubere Spanabfuhr zu gewährleisten. Für höchste Präzision bieten Diamantwerkzeuge eine überlegene Leistung.
Fehler 2: Anwendung von zu viel Druck
Ein zu festes Anziehen eines Schraubstocks ist ein häufiger Fehler, der aufgrund von Kriechverformung garantiert zum Scheitern führt. Die Werkstückspannung muss präzise sein und gerade genug Druck ausüben, um das Teil zu sichern.
Verwenden Sie Vorrichtungen, die die Spannkraft gleichmäßig über eine große Oberfläche verteilen. Dies bietet Halt, ohne die lokalen Druckpunkte zu erzeugen, die zu Verformungen führen.
Fehler 3: Erzeugung von zu viel Hitze
Aggressive Schnittgeschwindigkeiten und Vorschübe, die bei anderen Materialien funktionieren, erzeugen bei Teflon übermäßige Hitze, wodurch es sich ausdehnt und Toleranzen ruiniert werden.
Verwenden Sie niedrige Schnittgeschwindigkeiten und geeignete Vorschübe. Die Anwendung eines nicht-aromatischen, wasserlöslichen Kühlmittels wird ebenfalls dringend empfohlen, um die Wärme zu kontrollieren, die Oberflächengüte zu verbessern und die Werkzeugstandzeit zu verlängern.
Fehler 4: Vernachlässigung der Nachbearbeitungseffekte
Selbst bei perfekter Technik können während der Bearbeitung innere Spannungen induziert werden. Bei Teilen, die höchste Stabilität und engste Toleranzen erfordern, kann eine Nachbearbeitungs-Glühung notwendig sein, um diese Spannungen abzubauen.
Die richtige Wahl für Ihr Ziel treffen
Ihre Strategie sollte sich an den spezifischen Anforderungen des fertigen Teils orientieren.
- Wenn Ihr Hauptaugenmerk auf Maßhaltigkeit liegt: Priorisieren Sie die Minimierung der Hitze durch die Verwendung sehr scharfer Werkzeuge, niedriger Schnittgeschwindigkeiten und eines effektiven Kühlmittels.
- Wenn Ihr Hauptaugenmerk auf einer makellosen Oberflächengüte liegt: Verwenden Sie Werkzeuge mit scharfen, schmalen Schneidkanten und Geometrien, die speziell für eine effiziente Spanabfuhr entwickelt wurden.
- Wenn Sie mit dünnen oder komplexen Merkmalen arbeiten: Entwickeln Sie kundenspezifische Vorrichtungen, die das Teil vollständig stützen, ohne übermäßigen Klemmdruck auszuüben.
- Wenn Ihr Teil nicht kritisch ist und die Toleranzen locker sind: Möglicherweise können Sie aggressivere Parameter verwenden, sollten sich jedoch der Hitzeentwicklung und Verformung bewusst bleiben.
Erfolg bei der Bearbeitung von Teflon kommt nicht durch Kraft, sondern durch einen präzisen und bewussten Ansatz, der die einzigartige und instabile Natur des Materials respektiert.
Zusammenfassungstabelle:
| Herausforderung | Ursache | Wichtigste Abhilfemaßnahme |
|---|---|---|
| Maßungenauigkeit | Hohe Wärmeausdehnung & geringe Leitfähigkeit | Verwenden Sie scharfe Werkzeuge, niedrige Geschwindigkeiten und Kühlmittel zur Wärmeregulierung. |
| Teilverformung (Kriechverformung) | Kaltfluss des Materials unter Druck | Entwickeln Sie Vorrichtungen zur gleichmäßigen Verteilung der Spannkraft. |
| Schlechte Oberflächengüte / Grate | Weichheit und geringe Festigkeit | Verwenden Sie Werkzeuge mit hohem positivem Spanwinkel für einen sauberen Scherungsschnitt. |
| Materialansammlung am Werkzeug | Geringer Reibungskoeffizient | Setzen Sie kundenspezifische Hartmetall- oder Diamantwerkzeuge für eine effiziente Spanabfuhr ein. |
Benötigen Sie präzisionsgefertigte Teflonkomponenten? Vertrauen Sie auf die Expertise von KINTEK.
Die Bearbeitung von Teflon nach exakten Spezifikationen erfordert spezialisiertes Wissen und Ausrüstung. KINTEK fertigt hochwertige PTFE-Komponenten (Dichtungen, Auskleidungen, Laborgeräte und mehr) für die Halbleiter-, Medizin-, Labor- und Industriebranchen. Wir beherrschen die Herausforderungen der Kriechverformung und thermischen Instabilität, um Teile mit außergewöhnlicher Maßhaltigkeit und Oberflächengüte zu liefern.
Wir legen Wert auf Präzisionsfertigung und bieten kundenspezifische Fertigung von Prototypen bis hin zu Großserienaufträgen. Lassen Sie uns unsere Expertise auf Ihr Projekt anwenden.
Kontaktieren Sie KINTEK noch heute für ein Angebot und erfahren Sie, wie wir Stabilität und Präzision in Ihre Teflonteile bringen können.
Visuelle Anleitung
Ähnliche Produkte
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Hersteller von kundenspezifischen PTFE-Teilen für Teflon-Behälter und -Komponenten
- PTFE-Dispersionsscheibe Lebensmittel- und Kosmetikklasse Nicht haftend Korrosionsbeständig Großes Rührpaddel Anpassbares Flügelrad
- Kundenspezifische PTFE-Stäbe für fortschrittliche Industrieanwendungen
- Korrosionsbeständige PTFE-Dispersierscheibe und Hochtemperatur-Propeller-Rührpaddel für das chemische Mischen im Labor
Andere fragen auch
- Warum ist die Werkzeugauswahl bei der CNC-Bearbeitung von PTFE-Teilen wichtig? Erzielung von Präzision und Qualität
- Welche Designüberlegungen sind für kundenspezifische PTFE-Teile wichtig? Design für Leistung & Zuverlässigkeit
- In welchen Branchen werden kundenspezifische PTFE-Teile verwendet und zu welchen Zwecken? Lösen Sie kritische Herausforderungen mit Hochleistungsmaterialien
- Was sind die Hauptvorteile von PTFE bei der kundenspezifischen Fertigung? Entfesseln Sie Leistung unter extremen Bedingungen
- Was sind die Hauptvorteile der Verwendung von PTFE für kundenspezifische Teile? Komplexe technische Herausforderungen lösen



















