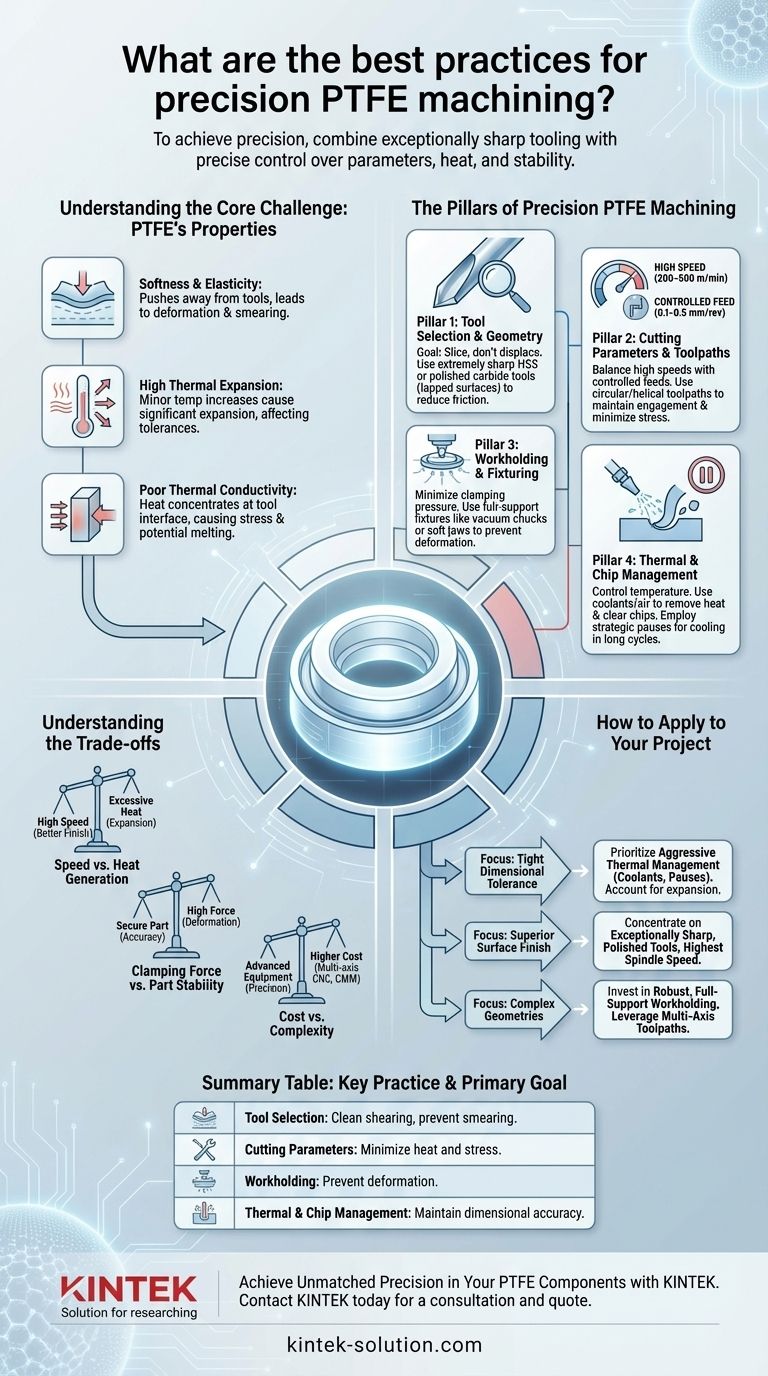
Um Präzision bei der Bearbeitung von Polytetrafluorethylen (PTFE) zu erreichen, müssen Sie außergewöhnlich scharfe Werkzeuge mit präziser Kontrolle über die Schnittparameter, die Wärmeentwicklung und die Werkstückstabilität kombinieren. Die Kernpraktiken umfassen die Verwendung von HSS- oder polierten Hartmetallwerkzeugen, die Beibehaltung hoher Schnittgeschwindigkeiten (200–500 m/min) bei kontrollierten Vorschubraten (0,1–0,5 mm/Umdrehung) und den Einsatz einer sicheren Spannvorrichtung mit geringem Druck, wie z. B. Vakuumspannfutter, um eine Verformung des Materials zu verhindern.
Die zentrale Herausforderung bei der Bearbeitung von PTFE liegt nicht im Schneiden des Materials, sondern in der Beherrschung seiner einzigartigen physikalischen Eigenschaften. Seine Weichheit, schlechte Wärmeleitfähigkeit und hohe Wärmeausdehnung bedeuten, dass der Erfolg mehr von der Kontrolle der Verformung und Wärme als von aggressivem Materialabtrag abhängt.

Die Kernherausforderung verstehen: Die Eigenschaften von PTFE
Um PTFE effektiv zu bearbeiten, müssen Sie zunächst seine grundlegenden Eigenschaften respektieren. Diese Eigenschaften sind Vorteile in der Endanwendung, stellen aber erhebliche Hürden bei der Fertigung dar.
Die Auswirkungen von Weichheit und Elastizität
PTFE ist ein außergewöhnlich weiches Material, das dazu neigt, sich vom Schneidwerkzeug wegzudrücken, anstatt sauber abzuscheren.
Die Verwendung von stumpfen oder falsch geformten Werkzeugen führt zu Verformung, Materialverschmierung und erheblichen Graten anstelle eines präzisen Schnitts.
Das Problem der hohen Wärmeausdehnung
PTFE weist einen sehr hohen Wärmeausdehnungskoeffizienten auf. Schon geringfügige Temperaturanstiege durch Schneidreibung können dazu führen, dass sich das Material erheblich ausdehnt.
Diese Ausdehnung kann kritische Abmessungen verfälschen, was es schwierig macht, enge Toleranzen einzuhalten, wenn die Wärme nicht akribisch kontrolliert wird.
Die Herausforderung der schlechten Wärmeleitfähigkeit
Im Gegensatz zu Metallen ist PTFE ein ausgezeichneter Wärmeisolator. Es leitet Wärme aus der Schnittzone nicht gut ab.
Wärme konzentriert sich an der Grenzfläche zwischen Werkzeug und Material, was schnell zu Wärmeausdehnung, möglicher Schmelze und Belastung des Werkstücks führt.
Die Säulen der Präzisionsbearbeitung von PTFE
Die Beherrschung von PTFE erfordert einen ganzheitlichen Ansatz, der die Materialeigenschaften durch vier Schlüsselbereiche adressiert.
Säule 1: Werkzeugauswahl und -geometrie
Das richtige Werkzeug ist der wichtigste Faktor. Das Ziel ist es, das Material zu schneiden, nicht es zu verdrängen.
Verwenden Sie extrem scharfe Schneidkanten. Eine geschliffene, rasiermesserscharfe Kante ist nicht verhandelbar, um ein Wegdrücken und Verformen des Materials zu verhindern.
Wählen Sie das richtige Werkzeugmaterial. Sowohl Schnellarbeitsstahl (HSS) als auch Hartmetallwerkzeuge sind wirksam, aber Hartmetallwerkzeuge sollten hochpolierte (geläppte) Oberflächen haben, um Reibung und Materialanhaftung zu reduzieren.
Säule 2: Schnittparameter und Werkzeugwege
Ihre Maschineneinstellungen müssen optimiert werden, um die Wärmeentwicklung und mechanische Beanspruchung zu minimieren.
Hohe Geschwindigkeiten mit kontrollierten Vorschüben ausbalancieren. Verwenden Sie hohe Schnittgeschwindigkeiten (200–500 m/min), um eine effiziente Bearbeitung zu gewährleisten, kombinieren Sie dies jedoch mit einer moderaten Vorschubrate (0,1–0,5 mm/Umdrehung), um übermäßige Reibung zu vermeiden.
Strategische Werkzeugwege einsetzen. Verwenden Sie kreisförmige oder spiralförmige Werkzeugwege, um einen konstanten Werkzeugeingriff aufrechtzuerhalten und Vibrationen zu minimieren. Vermeiden Sie aggressive Schnitte über die gesamte Breite, insbesondere bei dünnwandigen Abschnitten, um Spannungen zu reduzieren.
Säule 3: Werkstückspannung und Vorrichtung
Da sich PTFE leicht verformt, ist die Art und Weise, wie Sie das Werkstück halten, genauso wichtig wie die Art und Weise, wie Sie es schneiden.
Spannkraft minimieren. Ein zu festes Anziehen eines Standard-Spannfutters komprimiert und verzieht das Material, was zu ungenauen Endabmessungen führt, sobald der Druck gelöst wird.
Vollständige Unterstützung bieten. Verwenden Sie Vorrichtungen, die das gesamte Werkstück stützen, wie z. B. Vakuumspannfutter oder weiche Backen, die individuell an die Form des Teils angepasst sind, um maximale Stabilität ohne Verformung zu gewährleisten.
Säule 4: Wärme- und Spanmanagement
Die Kontrolle der Temperatur ist entscheidend für die Einhaltung der Maßhaltigkeit.
Geeignete Kühlmittel verwenden. Flutkühlung oder Druckluft können helfen, Wärme aus der Schnittzone abzuführen und die faserigen Späne zu entfernen, die PTFE häufig erzeugt.
Strategische Pausen in Betracht ziehen. Bei langen Bearbeitungszyklen oder Tiefschnitten ermöglichen programmierte Pausen dem Material, sich abzukühlen und zu stabilisieren, wodurch verhindert wird, dass sich Wärme aufbaut und die Toleranzen beeinträchtigt werden.
Die Kompromisse verstehen
Präzision bei PTFE erfordert das Ausbalancieren konkurrierender Faktoren. Das Verständnis dieser Kompromisse ist der Schlüssel zur Fehlerbehebung und Prozessoptimierung.
Geschwindigkeit vs. Wärmeentwicklung
Während hohe Schnittgeschwindigkeiten eine bessere Oberflächengüte fördern, führt eine zu starke Erhöhung ohne ausreichende Kühlung zu übermäßiger Hitze, wodurch sich das Teil ausdehnt und außerhalb der Toleranz gerät. Die optimale Geschwindigkeit ist oft die höchstmögliche, bevor thermische Effekte unkontrollierbar werden.
Spannkraft vs. Teile-Stabilität
Ein fest gespanntes Teil verhindert Rattern und gewährleistet Genauigkeit. Aufgrund der Weichheit von PTFE führt die für Stabilität bei Metallen erforderliche Kraft jedoch zu erheblichen Verformungen. Das Ziel ist es, die minimale Klemmkraft zu finden, die dennoch jegliche Teilebewegung oder Vibration eliminiert.
Kosten vs. Komplexität
Das Erreichen höchster Präzisionsgrade erfordert oft fortschrittliche Ausrüstung. Mehrachsige CNC-Maschinen ermöglichen komplexe Geometrien, und Koordinatenmessgeräte (KMG) sind für die Überprüfung enger Toleranzen erforderlich, was die Gesamtkosten und die Komplexität des Prozesses erhöht.
Anwendung auf Ihr Projekt
Ihre spezifische Bearbeitungsstrategie sollte sich nach dem kritischsten Ergebnis für Ihre Komponente richten.
- Wenn Ihr Hauptaugenmerk auf engen Maßtoleranzen liegt: Priorisieren Sie aggressives Wärmemanagement durch Kühlmittel und Pausen und stellen Sie sicher, dass Ihre programmierten Abmessungen jegliche potenzielle Wärmeausdehnung berücksichtigen.
- Wenn Ihr Hauptaugenmerk auf überlegener Oberflächengüte liegt: Konzentrieren Sie sich auf die Verwendung außergewöhnlich scharfer, polierter Werkzeuge bei höchstmöglicher Spindeldrehzahl mit einer kontrollierten, konstanten Vorschubrate.
- Wenn Ihr Hauptaugenmerk auf der Bearbeitung komplexer Geometrien liegt: Investieren Sie in robuste Spannvorrichtungen mit vollständiger Unterstützung und nutzen Sie mehrachsige Werkzeugwege, die Spannungen und Werkzeugwechsel minimieren.
Letztendlich ist die präzise Bearbeitung von PTFE eine Übung in Finesse, die beweist, dass ein tiefes Verständnis des Materials das wichtigste Werkzeug von allen ist.
Zusammenfassungstabelle:
| Wichtige Praxis | Hauptziel | Wichtige Überlegung |
|---|---|---|
| Werkzeugauswahl & Geometrie | Sauberes Scheren, Verschmieren verhindern | Extrem scharfe HSS- oder polierte Hartmetallwerkzeuge verwenden. |
| Schnittparameter | Wärme und Spannung minimieren | Hohe Geschwindigkeiten (200–500 m/min), kontrollierte Vorschübe (0,1–0,5 mm/Umdrehung). |
| Werkstückspannung & Vorrichtung | Verformung verhindern | Niederdruck-, Vollunterstützungsmethoden wie Vakuumspannfutter verwenden. |
| Wärme- & Spanmanagement | Maßhaltigkeit gewährleisten | Kühlmittel/Luft und strategische Pausen zur Wärmekontrolle einsetzen. |
Erreichen Sie unübertroffene Präzision bei Ihren PTFE-Komponenten mit KINTEK
Die Bearbeitung von PTFE nach exakten Standards erfordert spezielle Fachkenntnisse und einen Fokus auf Finesse statt auf Kraft. Bei KINTEK fertigen wir Präzisions-PTFE-Komponenten – einschließlich Dichtungen, Auskleidungen und kundenspezifischem Laborbedarf – für die Halbleiter-, Medizin-, Labor- und Industriesektoren. Wir beherrschen das kritische Gleichgewicht zwischen scharfen Werkzeugen, präzisen Parametern und sicherer Vorrichtung, um Teile mit außergewöhnlicher Maßhaltigkeit und Oberflächengüte zu liefern, von Prototypen bis hin zu Hochvolumen-Produktionsläufen.
Lassen Sie uns unser tiefes Materialwissen auf Ihre anspruchsvollsten Projekte anwenden. Kontaktieren Sie KINTEK noch heute für eine Beratung und ein Angebot.
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Kundenspezifische PTFE-Stäbe für fortschrittliche Industrieanwendungen
Andere fragen auch
- Können bearbeitete PTFE-Teile individuell angepasst werden? Präzisionslösungen für anspruchsvolle Anwendungen
- Welche Anpassungsoptionen gibt es für PTFE-Materialien? Passen Sie die Leistung für Ihre Anwendung an
- Können PTFE-Teile nach spezifischen Anforderungen angepasst werden? Präzise kundenspezifische PTFE-Komponenten fertigen
- Was sind die Hauptvorteile der Verwendung von PTFE für kundenspezifische Teile? Komplexe technische Herausforderungen lösen
- Wie werden PTFE-Laborbehälter und -geräte typischerweise hergestellt? Ein Blick in den Präzisionsbearbeitungsprozess



















