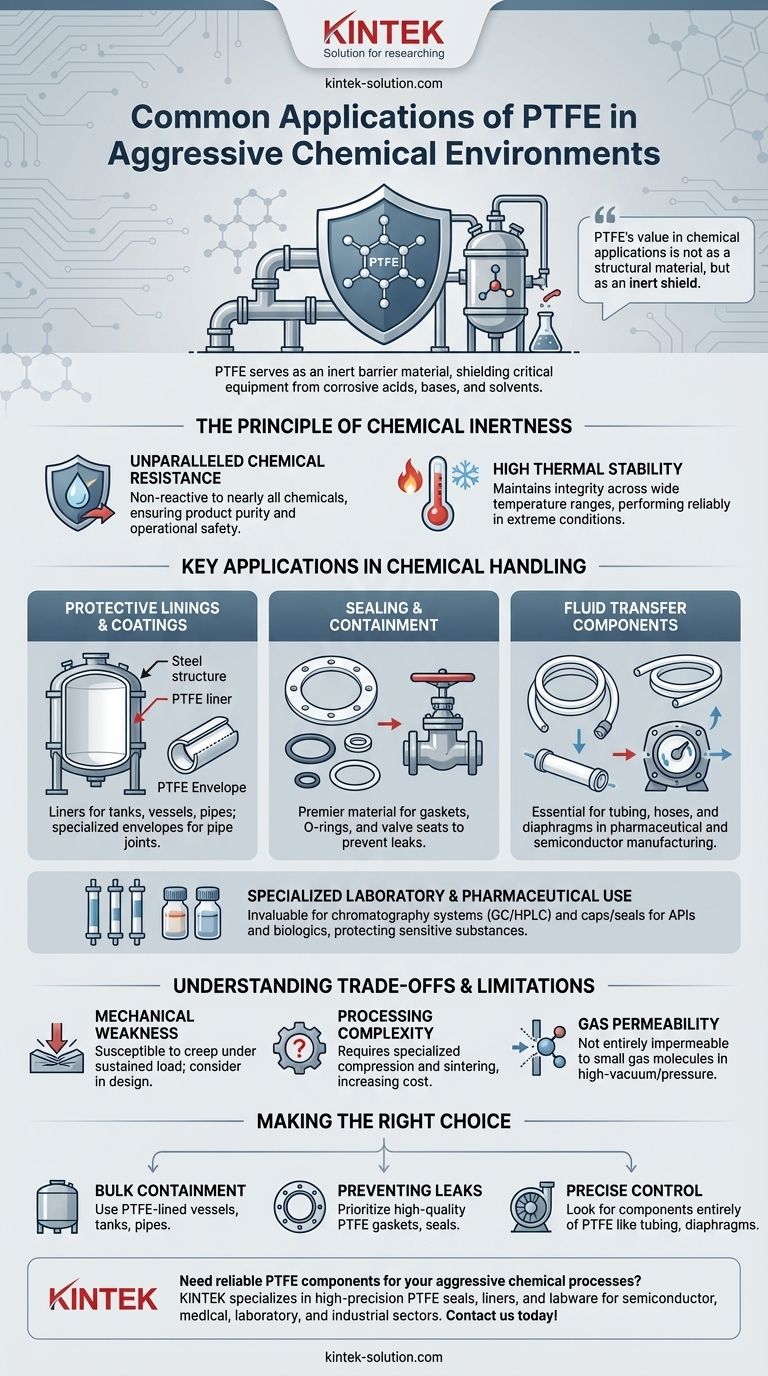
In aggressiven chemischen Umgebungen wird Polytetrafluorethylen (PTFE) am häufigsten für Schutzverkleidungen, Dichtungen, Dichtungsringe und Komponenten innerhalb von Fluidtransportsystemen verwendet. Seine tiefgreifende chemische Inertheit macht es zu einem wesentlichen Barriermaterial, das Rohre, Behälter und Ventile vor korrosiven Säuren, Laugen und Lösungsmitteln schützt. Dies gewährleistet die Langlebigkeit und Sicherheit kritischer Industrieanlagen.
Der Wert von PTFE in chemischen Anwendungen liegt nicht in seiner Eigenschaft als Strukturmaterial, sondern als inerter Schutzschild. Sein grundlegender Zweck ist der Schutz der Integrität eines Systems durch die Bildung einer nicht reaktiven Barriere zwischen korrosiven Medien und anfälligeren Komponenten.

Das Prinzip der chemischen Inertheit: Warum PTFE herausragt
Die einzigartige Molekularstruktur von PTFE ist die Quelle seiner außergewöhnlichen Leistung. Das Verständnis hierfür ist der Schlüssel zur Wertschätzung seiner Rolle in rauen Umgebungen.
Unübertroffene chemische Beständigkeit
PTFE ist nahezu allen Chemikalien und Lösungsmitteln gegenüber nicht reaktiv. Diese universelle Beständigkeit ermöglicht seinen Einsatz in der chemischen Herstellung, Verarbeitung und in Laboreinrichtungen ohne Risiko des Materialabbaus oder -versagens.
Es bietet eine zuverlässige Eindämmungslösung für alles, von hochkorrosiven Säuren bis hin zu reaktiven organischen Verbindungen, und gewährleistet so die Produktreinheit und Betriebssicherheit.
Hohe thermische Stabilität
Zusätzlich zu seiner chemischen Stabilität behält PTFE seine Integrität über einen weiten Temperaturbereich bei. Es schmilzt oder zersetzt sich nicht unter den hohen Temperaturbedingungen, die in vielen chemischen Produktionsprozessen üblich sind.
Diese thermische Belastbarkeit ermöglicht einen zuverlässigen Betrieb in Anwendungen, bei denen sowohl extreme Temperaturen als auch korrosive Substanzen gleichzeitig vorhanden sind.
Schlüsselanwendungen in der Chemikalienhandhabung und -verarbeitung
PTFE wird selten als eigenständige Strukturkomponente verwendet. Stattdessen wird es in Systeme integriert, insbesondere dort, wo chemischer Kontakt auftritt.
Schutzverkleidungen und Beschichtungen
Eine der häufigsten Anwendungen ist die Auskleidung von Tanks, Behältern und Rohren. Dieser Ansatz ermöglicht die Verwendung starker, kostengünstigerer Strukturmaterialien wie Stahl, während die PTFE-Auskleidung den notwendigen chemischen Schutz bietet.
An Rohranschlüssen werden spezielle PTFE-Ummantelungen verwendet, um Dichtungen vor chemischem Angriff zu schützen und Leckagen an kritischen Verbindungspunkten zu verhindern.
Abdichtung und Eindämmung
PTFE ist ein erstklassiges Material für die Herstellung statischer und dynamischer Dichtungen. Es wird zu Dichtungen, O-Ringen und Ventilsitzen verarbeitet, die das Austreten gefährlicher Flüssigkeiten verhindern.
Seine Zuverlässigkeit ist so absolut, dass es historisch in Dichtungen zur Eindämmung hochreaktiver Materialien wie Uranhexafluoridgas während der Entwicklung der Atombombe verwendet wurde.
Fluidtransferkomponenten
Für den direkten Transport aggressiver Medien wird PTFE zu Schläuchen, Rohren und Membranen verarbeitet. Diese Komponenten sind unerlässlich in der pharmazeutischen Forschung, der chemischen Synthese und der Halbleiterfertigung.
Seine reibungsarme Oberfläche ist auch ein Vorteil bei Komponenten wie Ventilsitzen und gewährleistet eine reibungslose Funktion und eine dichte Abdichtung über viele Zyklen hinweg.
Spezialisierte Labor- und pharmazeutische Anwendungen
In hochpräzisen Umgebungen ist PTFE von unschätzbarem Wert. Es wird umfassend in Chromatographie-(GC/HPLC-)Systemen eingesetzt, bei denen die Reinheit des Lösungsmittels entscheidend ist.
Es wird auch zur Herstellung von Kappen und Verschlüssen für Fläschchen verwendet, die pharmazeutische Wirkstoffe (APIs) oder Biologika enthalten, um empfindliche und oft reaktive Substanzen vor Kontamination und Zersetzung zu schützen.
Verständnis der Kompromisse und Einschränkungen
Obwohl chemisch robust, ist PTFE nicht ohne Einschränkungen. Die Berücksichtigung dieser ist entscheidend für eine korrekte technische Konstruktion.
Mechanische Schwäche
PTFE ist ein relativ weiches Material. Es ist anfällig für Kriechen, d. h. die Tendenz, sich unter einer anhaltenden mechanischen Belastung langsam zu verformen. Dies muss bei der Konstruktion von Dichtungen und Verschlüssen, die ständig komprimiert werden, berücksichtigt werden.
Verarbeitungskomplexität
Im Gegensatz zu vielen gängigen Kunststoffen kann PTFE nicht mit herkömmlichen Schmelzextrusions- oder Spritzgussverfahren verarbeitet werden. Es muss durch spezielle Kompressions- und Sinterverfahren geformt werden, was die Herstellungskomplexität und die Kosten erhöhen kann.
Gasdurchlässigkeit
Obwohl es sich hervorragend für die Flüssigkeitseindämmung eignet, ist PTFE nicht vollständig undurchlässig für kleine Gasmoleküle. Bei Hochvakuumanwendungen oder bei der Eindämmung bestimmter Gase unter hohem Druck und hoher Temperatur kann ein gewisses Maß an Durchdringung auftreten, was berücksichtigt werden muss.
Die richtige Wahl für Ihre Anwendung treffen
Ihr spezifisches Ziel bestimmt die ideale Form von PTFE für Ihr System.
- Wenn Ihr Hauptaugenmerk auf der Masseneindämmung hochkorrosiver Flüssigkeiten liegt: Verwenden Sie PTFE-ausgekleidete Behälter, Tanks und Rohre, um die primäre Struktur zu schützen.
- Wenn Ihr Hauptaugenmerk darauf liegt, Leckagen an Verbindungen und Anschlüssen zu verhindern: Priorisieren Sie hochwertige PTFE-Dichtungen, -Dichtungsringe und -O-Ringe.
- Wenn Ihr Hauptaugenmerk auf der präzisen Steuerung oder dem Transfer reaktiver Chemikalien liegt: Achten Sie auf Komponenten, die vollständig aus PTFE gefertigt sind, wie Schläuche, Ventilsitze und Pumpenmembranen.
Letztendlich ist die Auswahl von PTFE eine Entscheidung, die chemische Verträglichkeit und betriebliche Zuverlässigkeit in den anspruchsvollsten Umgebungen priorisiert.
Zusammenfassungstabelle:
| Anwendungsbereich | Wichtige PTFE-Komponenten | Hauptvorteil |
|---|---|---|
| Schutzverkleidungen | Tank- & Rohrauskleidungen, Ummantelungen | Schützt Strukturmaterialien vor Korrosion |
| Abdichtung & Eindämmung | Dichtungen, O-Ringe, Ventilsitze | Verhindert das Austreten gefährlicher Flüssigkeiten |
| Fluidtransfer | Schläuche, Rohre, Membranen | Gewährleistet Reinheit und sicheren Transport aggressiver Medien |
| Labor & Pharma | Fläschchenverschlüsse, Chromatographie-Komponenten | Schützt empfindliche Substanzen vor Kontamination |
Benötigen Sie zuverlässige PTFE-Komponenten für Ihre aggressiven chemischen Prozesse?
KINTEK ist spezialisiert auf die Herstellung hochpräziser PTFE-Dichtungen, -Auskleidungen, Laborgeräte und kundenspezifischer Komponenten für die Halbleiter-, Medizin-, Labor- und Industriebranche. Wir stellen sicher, dass Ihre Ausrüstung in den anspruchsvollsten Umgebungen sicher und effizient arbeitet, von der Prototypenentwicklung bis zur Serienproduktion.
Kontaktieren Sie uns noch heute, um Ihre spezifischen Anforderungen zu besprechen und von unserer Expertise in der Präzisions-PTFE-Fertigung zu profitieren.
Visuelle Anleitung
Ähnliche Produkte
- Reaktionszelle und Elektrolysetank aus maßgefertigtem PTFE hoher Reinheit für Halbleiter- und Polysilizium-Industrieanwendungen
- Kundenspezifische PTFE-Teflonkugeln für fortschrittliche industrielle Anwendungen
- Korrosionsbeständiges PTFE-Polytetrafluorethylen-Ventil und anpassbares Labor-Fluid-Spende-Armatur für den Umgang mit aggressiven Chemikalien in industriellen Lagertanks und Kunststofffässern
- PTFE-Hahn mit hoher Korrosionsbeständigkeit und Polytetrafluoroethylen-Ventil für Chemikalienlagertanks und Fluidtransfersysteme – anpassbar, industrielle Qualität
- Maßgeschneidertes PTFE-Filtrationssystem Säurebeständig Hochreiner Halbleiter-chemischer Prozessfilter
Andere fragen auch
- Was sind die primären Herstellungsverfahren für kapillarbasierte und monolithische PTFE-Reaktoren? Einblicke von Experten aus der Produktion
- Welche Herstellungsmethoden werden zur Produktion kundenspezifischer PTFE-Produkte verwendet? Ein Leitfaden zu Formpressen und Zerspanung
- Was sind die Haupteigenschaften von Teflon, die es zu einem „Kraftpaket-Kunststoff“ machen? Entfesseln Sie unübertroffene Leistung
- Wie lautet der chemische Name für Teflon und wie lautet seine Abkürzung? Die einzigartigen Eigenschaften von PTFE im Rampenlicht
- Was sind die Haupteinsatzgebiete von Teflon? Nutzen Sie seine einzigartigen Eigenschaften für Ihre Branche



















