Um PTFE effektiv zu bearbeiten, müssen Sie den grundlegenden Unterschied zwischen seinen gefüllten und ungefüllten Varianten erkennen. Ungefülltes (reines) PTFE ist weich und duktil, was hohe Schnittgeschwindigkeiten bei minimalem Werkzeugverschleiß ermöglicht. Im Gegensatz dazu ist gefülltes PTFE aufgrund von Zusätzen wie Glas oder Kohlenstoff härter und abrasiver, was langsamere Geschwindigkeiten, haltbarere Werkzeuge und eine sorgfältige thermische Steuerung erfordert, um eine Qualitätsoberfläche zu erzielen.
Der Kernunterschied liegt nicht nur in den endgültigen Eigenschaften des Materials, sondern in der erforderlichen Bearbeitungsphilosophie. Die Bearbeitung von ungefülltem PTFE ist aufgrund seiner Weichheit ein Kampf gegen Hitze und Verformung, während die Bearbeitung von gefülltem PTFE ein Kampf gegen die abrasive Natur seiner Zusätze ist.

Verständnis von ungefülltem (reinem) PTFE
Ungefülltes PTFE ist die reinste Form des Materials. Seine einzigartigen Eigenschaften machen es relativ einfach zu schneiden, aber schwierig, enge Toleranzen einzuhalten.
Der Vorteil der Weichheit
Die inhärente Weichheit und Duktilität von reinem PTFE bedeuten, dass es nur sehr geringen Stress auf Schneidwerkzeuge ausübt. Dies ermöglicht höhere Schnittgeschwindigkeiten und Vorschubraten, was die Zykluszeiten verkürzen kann.
Die größte Herausforderung: Hitze und Ausdehnung
PTFE hat einen sehr hohen Wärmeausdehnungskoeffizienten. Die beim Schneiden erzeugte Wärme kann dazu führen, dass sich das Material erheblich ausdehnt, was es schwierig macht, die Maßhaltigkeit beizubehalten. Effektive Kühlung ist nicht nur vorteilhaft; sie ist oft unerlässlich.
Umgang mit Materialverformung
Da es so weich ist, kann ungefülltes PTFE durch übermäßigen Klemmdruck in einem Schraubstock oder Spannfutter leicht komprimiert oder verformt werden. Eine leichte, gleichmäßige Berührung ist erforderlich, um das Werkstück sicher zu halten, ohne seine endgültige Form zu verzerren.
Der Einfluss von Füllstoffen auf die Bearbeitbarkeit
Das Hinzufügen von Füllstoffen wie Glas, Kohlenstoff oder Bronze verändert die mechanischen Eigenschaften von PTFE dramatisch und damit auch die Art und Weise, wie es auf einer Maschine gehandhabt werden muss. Während diese Füllstoffe die Verschleißfestigkeit verbessern und das Kriechen reduzieren, führen sie zu neuen Bearbeitungsherausforderungen.
Erhöhte Härte und Abrasivität
Füllstoffe sind von Natur aus viel härter und abrasiver als die PTFE-Matrix. Dies führt dazu, dass sich Schneidwerkzeuge viel schneller abnutzen, als dies bei reinem PTFE der Fall wäre.
Die Notwendigkeit langsamerer Geschwindigkeiten
Um dem beschleunigten Werkzeugverschleiß durch abrasive Füllstoffe entgegenzuwirken, müssen die Schnittgeschwindigkeiten reduziert werden. Wenn die Geschwindigkeit zu hoch gewählt wird, wird die Schneide schnell stumpf, was zu einer schlechten Oberflächengüte und Maßungenauigkeit führt.
Spezielle Werkzeuganforderungen
Standard-Hochgeschwindigkeitsstahl (HSS)-Werkzeuge halten bei gefülltem PTFE nicht lange. Hartmetallwerkzeuge werden aufgrund ihrer überlegenen Härte und Verschleißfestigkeit dringend empfohlen, um sowohl die Werkzeuglebensdauer als auch eine gleichbleibende Teilequalität zu gewährleisten.
Häufige Fallstricke und Dimensionsstabilität
Unabhängig davon, ob Sie mit gefülltem oder ungefülltem PTFE arbeiten, erfordert Präzision ein Verständnis für die inhärente Instabilität des Materials. Es zu zwingen, sich wie ein Metall zu verhalten, führt zum Misserfolg.
Die Herausforderung der Wärmeausdehnung
Dies ist der kritischste Faktor. Ein Teil, das bei einer Temperatur gemessen wird, kann bei einer anderen außerhalb der Toleranz liegen. Die Verwendung von Kühlmittel und das Normalisieren des Materials auf Raumtemperatur vor der Endmessung sind entscheidend für die Erzielung von Genauigkeit.
Das Risiko des Spannungsfließens (Stress Creep)
PTFE neigt zum „Spannungsfließen“, was bedeutet, dass es sich unter Druck im Laufe der Zeit langsam verformen kann. Deshalb ist ein leichter Klemmdruck so entscheidend. Zu festes Anziehen kann innere Spannungen verursachen, die dazu führen, dass sich das Teil nach der Bearbeitung verzieht.
Erreichen und Halten enger Toleranzen
Trotz dieser Herausforderungen können erfahrene Maschinenbauer Toleranzen innerhalb von ±0,002 Zoll einhalten. Dies erfordert scharfe Werkzeuge, optimierte Geschwindigkeiten und Vorschübe, hervorragendes Wärmemanagement und ein Bewusstsein für die Bewegungstendenz des Materials.
Die richtige Wahl der Bearbeitungsmethode
Ihr Ansatz sollte von der Materialvariante und dem Endziel Ihres Projekts bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf der Hochgeschwindigkeitsfertigung von nicht kritischen Komponenten liegt: Ungefülltes PTFE ist ideal, da es schnellere Zykluszeiten und die Verwendung von Standardwerkzeugen ermöglicht.
- Wenn Ihr Teil eine überlegene Verschleißfestigkeit und thermische Stabilität erfordert: Gefülltes PTFE ist notwendig, aber Sie müssen langsamere Bearbeitungsgeschwindigkeiten und die Kosten für Hartmetallwerkzeuge einkalkulieren.
- Wenn Ihr Hauptaugenmerk auf der Erreichung der höchstmöglichen Präzision liegt: Ihre Strategie muss sich auf die Minderung der Wärmeausdehnung und Verformung konzentrieren, unabhängig davon, ob das Material gefüllt oder ungefüllt ist.
Indem Sie die einzigartigen Eigenschaften jeder PTFE-Variante respektieren, können Sie dieses vielseitige Material erfolgreich bearbeiten, um präzise technische Anforderungen zu erfüllen.
Zusammenfassungstabelle:
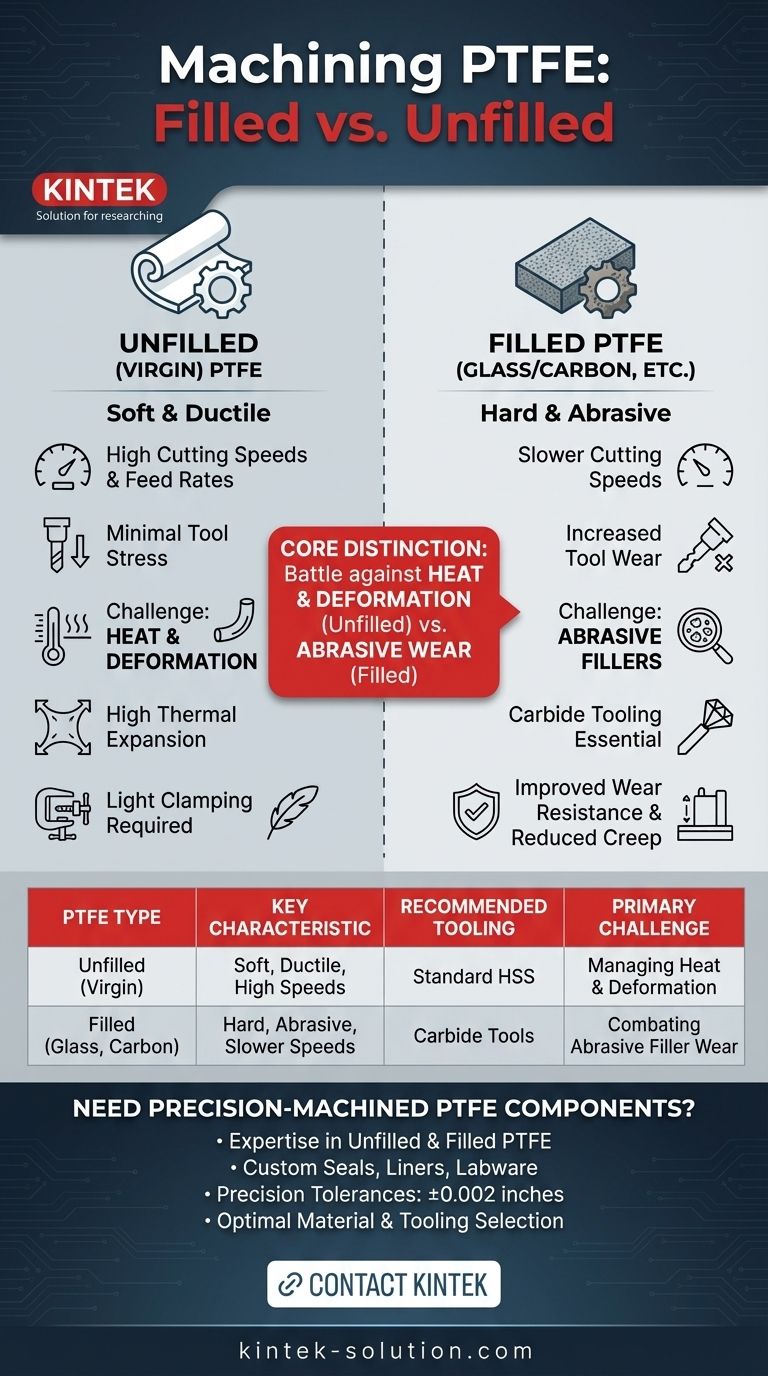
| PTFE-Typ | Hauptmerkmal der Bearbeitung | Empfohlene Werkzeuge | Hauptproblem |
|---|---|---|---|
| Ungefüllt (Rein) | Weich, duktil, hohe Schnittgeschwindigkeiten | Standard HSS-Werkzeuge | Management von Hitze und Materialverformung |
| Gefüllt (Glas, Kohlenstoff usw.) | Hart, abrasiv, langsamere Geschwindigkeiten erforderlich | Hartmetallwerkzeuge | Bekämpfung des abrasiven Füllstoffverschleißes |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten?
Ob Ihr Projekt die chemische Reinheit von ungefülltem PTFE oder die verbesserte Verschleißfestigkeit von gefülltem PTFE erfordert, KINTEK verfügt über die Expertise zur Lieferung. Wir sind spezialisiert auf die kundenspezifische Fertigung von PTFE-Dichtungen, Auskleidungen und Laborgeräten für die Halbleiter-, Medizin- und Laborindustrie.
Wir gewährleisten Präzision durch:
- Auswahl des optimalen Materials und Werkzeugs für Ihre Anwendung.
- Sorgfältiges Management von Hitze und Klemmdrücken zur Aufrechterhaltung der Dimensionsstabilität.
- Einhaltung von Toleranzen von bis zu ±0,002 Zoll.
Von Prototypen bis hin zu Großserienaufträgen – überlassen Sie uns die Komplexität der PTFE-Bearbeitung. Kontaktieren Sie noch heute unser Ingenieurteam, um Ihre spezifischen Anforderungen zu besprechen und ein Angebot zu erhalten!
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Kundenspezifische PTFE-Stäbe für fortschrittliche Industrieanwendungen
Andere fragen auch
- Können PTFE-Teile nach spezifischen Anforderungen angepasst werden? Präzise kundenspezifische PTFE-Komponenten fertigen
- Was macht maschinell bearbeitetes PTFE für industrielle Anwendungen geeignet? Unübertroffene Leistung unter extremen Bedingungen
- Welche Anpassungsoptionen gibt es für PTFE-Materialien? Passen Sie die Leistung für Ihre Anwendung an
- Wie verhalten sich Behälter aus Polytetrafluorethylen (PTFE) in Bezug auf Gaspermeation? Experteneinblicke zur Lösungsmittelaufnahme
- Was sind die Hauptvorteile der Verwendung von PTFE für kundenspezifische Teile? Komplexe technische Herausforderungen lösen



















