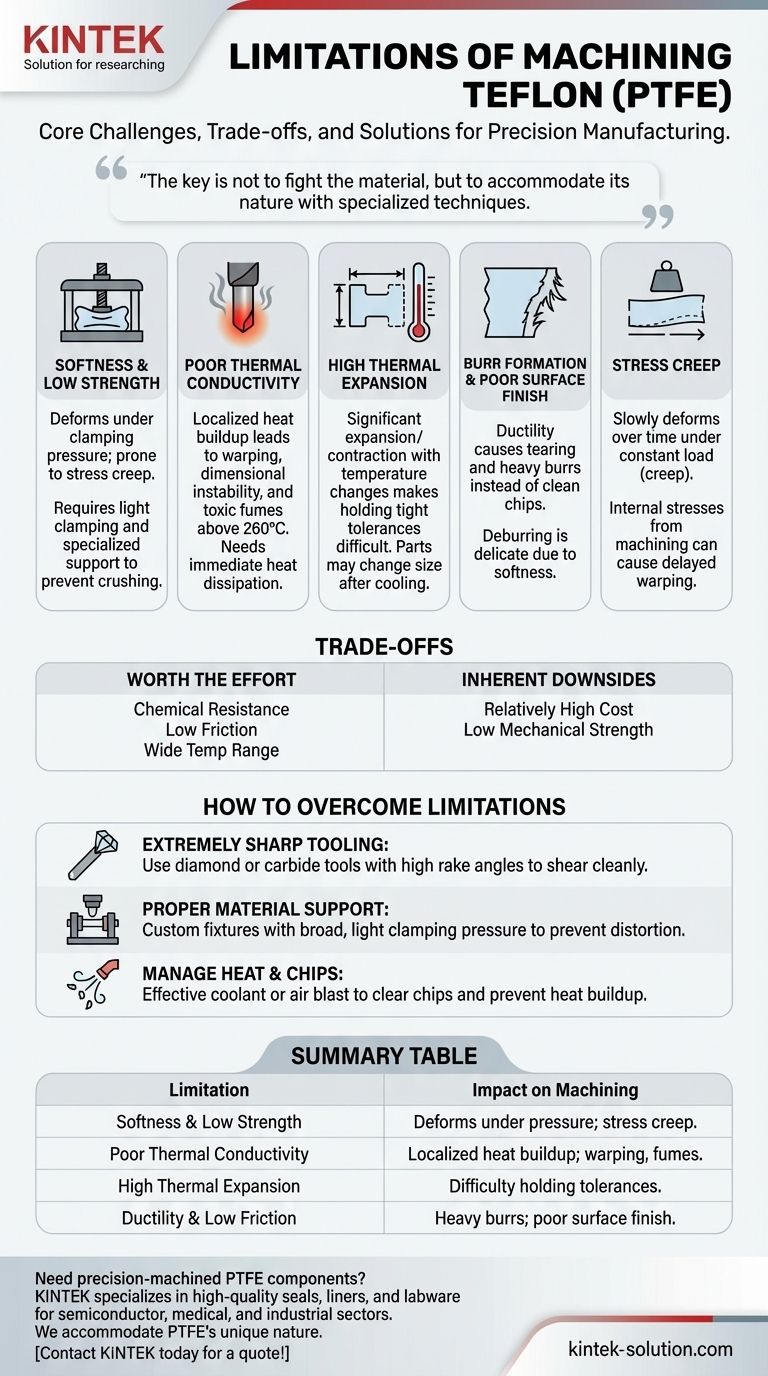
Die primären Einschränkungen bei der Bearbeitung von Teflon (PTFE) sind seine inhärente Weichheit, geringe Wärmeleitfähigkeit und sein hoher Wärmeausdehnungskoeffizient. Diese einzigartige Kombination macht es anfällig für Verformungen unter Klemmdruck, Verziehen durch lokale Wärmeentwicklung und die Unfähigkeit, enge Toleranzen einzuhalten. Seine geringe mechanische Festigkeit und die Tendenz, schwere Grate anstelle sauberer Späne zu bilden, erschweren die Herstellung präziser Komponenten zusätzlich.
Obwohl PTFEs außergewöhnliche Eigenschaften wie chemische Inertheit und geringe Reibung es sehr wertvoll machen, sind genau diese Eigenschaften die direkte Ursache für seine Bearbeitungsprobleme. Der Schlüssel liegt nicht darin, sich gegen das Material zu wehren, sondern seine Natur durch spezialisierte Techniken zu berücksichtigen.

Die Kernherausforderungen bei der PTFE-Bearbeitung
Das Verständnis der spezifischen Verhaltensweisen von PTFE während der Bearbeitung ist der erste Schritt zur Überwindung seiner Einschränkungen. Jede Eigenschaft stellt eine eigene Herausforderung dar, die ein gezieltes Management erfordert.
Verformung unter Druck
PTFE ist extrem weich und formbar. Standard-Klemmdrücke, die für Metalle oder sogar andere Kunststoffe verwendet werden, können das PTFE-Werkstück leicht zerdrücken, verziehen oder dessen Oberfläche beschädigen, bevor der erste Schnitt ausgeführt wird.
Diese Weichheit führt dazu, dass das Material dazu neigt, sich vom Schneidwerkzeug wegzudrücken, anstatt sauber abzuscheren, was zu Ungenauigkeiten führt.
Schlechte Wärmeleitfähigkeit
Im Gegensatz zu Metallen, die Wärme schnell abführen, ist PTFE ein ausgezeichneter Isolator. Die Reibung des Schneidwerkzeugs erzeugt Wärme, die sich auf einem sehr kleinen Bereich konzentriert.
Diese lokale Erwärmung kann dazu führen, dass sich das Material erweicht, ausdehnt oder sogar zersetzt, was zu Verzug und Dimensionsinstabilität führt. Wenn die Temperaturen 260 °C (500 °F) überschreiten, beginnt PTFE sich zu zersetzen und giftige Dämpfe freizusetzen, was eine erhebliche Sicherheitsgefahr darstellt.
Hohe Wärmeausdehnung
PTFE dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Schon die moderate Wärme, die bei einem leichten Bearbeitungsvorgang entsteht, kann dazu führen, dass sich das Material ausdehnt.
Dies macht das Einhalten enger Toleranzen zu einer Hauptschwierigkeit. Ein Teil, das im warmen Zustand nach der Bearbeitung perfekt gemessen wird, kann außerhalb der Spezifikation liegen, sobald es auf Raumtemperatur abgekühlt ist.
Gratbildung und schlechte Oberflächengüte
Die Duktilität und geringe Reibung des Materials führen oft dazu, dass es reißt oder schmiert, anstatt saubere Späne zu bilden. Dieses Verhalten resultiert in schweren, schwer zu entfernenden Graten entlang der Schnittkanten.
Das Entgraten von PTFE ist ein heikler Prozess, da die gleiche Weichheit, die die Grate erzeugt, das Teil anfällig für Beschädigungen bei deren Entfernung macht.
Kriechen unter Spannung und geringe Festigkeit
PTFE hat eine geringe Zugfestigkeit und unterliegt dem „Kriechen“, was bedeutet, dass es sich unter konstanter Last im Laufe der Zeit langsam verformt. Dies ist eine Materialeinschränkung, die bei der endgültigen Anwendung des Teils berücksichtigt werden muss.
Während der Bearbeitung können innere Spannungen entstehen, die dazu führen können, dass sich das Teil Stunden oder sogar Tage nach Abschluss der Arbeit verzieht oder seine Form ändert.
Die Kompromisse verstehen
Trotz dieser erheblichen Bearbeitungsschwierigkeiten bleibt PTFE in vielen Branchen ein kritisches Material. Seine Einschränkungen werden in Kauf genommen, weil seine Vorteile oft mit anderen Polymeren nicht reproduzierbar sind.
Warum es die Mühe wert ist
Die Hauptgründe für die Wahl von PTFE sind seine nahezu universelle Chemikalienbeständigkeit, ein extrem niedriger Reibungskoeffizient (was es zu einer der rutschigsten bekannten Substanzen macht) und ein weiter Betriebstemperaturbereich (von -200 °C bis 260 °C).
Die inhärenten Nachteile
Abgesehen von den Bearbeitungsschwierigkeiten sind die Hauptkompromisse sein relativ hoher Preis im Vergleich zu anderen Polymeren und seine geringe mechanische Festigkeit. PTFE ist kein Strukturmaterial; es ist ein Spezialmaterial, das wegen seiner Oberflächeneigenschaften, seines Temperaturbereichs und seiner chemischen Inertheit ausgewählt wird.
Wie man die Einschränkungen überwindet
Die erfolgreiche PTFE-Bearbeitung stützt sich auf einen spezifischen Satz von Best Practices, die darauf abzielen, die oben genannten Herausforderungen zu mindern.
Extrem scharfe Werkzeuge verwenden
Dies ist der kritischste Faktor. Die Werkzeuge müssen außergewöhnlich scharf sein, oft mit hohen Span- und Freiwinkeln, um das Material sauber zu scheren und nicht zu drücken. Diamant- oder spezielle Hartmetallwerkzeuge werden oft empfohlen, um eine scharfe Schneide zu erhalten.
Für angemessene Materialunterstützung sorgen
Spezielle Vorrichtungen, die das gesamte Werkstück abstützen, sind unerlässlich, um Verformungen zu verhindern. Der Klemmdruck muss breit verteilt und leicht angewendet werden, um das Teil sicher und ohne Verzug zu halten.
Wärme und Späne effektiv managen
Der Einsatz eines Kühlmittels dient nicht immer der Kühlung des Teils, sondern dazu, Späne sofort abzuführen. Ein Luftstoß oder ein nicht aromatisches, wasserlösliches Flutkühlmittel kann verhindern, dass sich Späne ansammeln, die sonst die Schneidzone isolieren und Wärme einschließen würden.
Die richtige Wahl für Ihr Ziel treffen
Ihre Bearbeitungsstrategie sollte durch das kritischste Merkmal Ihres Endteils bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf engen Toleranzen liegt: Sie müssen das Wärmemanagement priorisieren, Kühlmittel verwenden und das Teil möglicherweise zwischen Schrupp- und Schlichtdurchgängen normalisieren lassen.
- Wenn Ihr Hauptaugenmerk auf einer sauberen, gratfreien Oberfläche liegt: Der wichtigste Faktor ist die Verwendung extrem scharfer, spezieller Schneidwerkzeuge mit einer für weiche Kunststoffe entwickelten Geometrie.
- Wenn Ihr Hauptaugenmerk auf der Vermeidung von Teileverformung liegt: Verwenden Sie speziell entwickelte Vorrichtungen, die maximale Unterstützung bei minimalem, gleichmäßig verteiltm Klemmdruck bieten.
Indem Sie seine Einschränkungen anerkennen und Ihre Technik anpassen, kann PTFE zu hochpräzisen und zuverlässigen Komponenten bearbeitet werden, die seine einzigartigen und wertvollen Eigenschaften nutzen.
Zusammenfassungstabelle:
| Einschränkung | Auswirkung auf die Bearbeitung |
|---|---|
| Weichheit & geringe Festigkeit | Verformt sich unter Klemmdruck; anfällig für Kriechen unter Spannung. |
| Schlechte Wärmeleitfähigkeit | Lokale Wärmeentwicklung verursacht Verzug und giftige Dämpfe. |
| Hohe Wärmeausdehnung | Schwierigkeiten beim Einhalten enger Toleranzen beim Abkühlen des Teils. |
| Duktilität & geringe Reibung | Bildet schwere Grate und schlechte Oberflächengüte anstelle sauberer Späne. |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten, die diese inhärenten Herausforderungen meistern?
Bei KINTEK sind wir spezialisiert auf die Herstellung hochwertiger PTFE-Komponenten (Dichtungen, Auskleidungen, Laborgeräte und mehr) für die Halbleiter-, Medizin-, Labor- und Industriebranche. Unsere Expertise liegt darin, die einzigartige Natur von PTFE mit spezialisierten Techniken zu berücksichtigen, von kundenspezifischen Vorrichtungen bis hin zu scharfen Werkzeugen, um sicherzustellen, dass Ihre Teile exakte Spezifikationen ohne Verformung oder Verzug erfüllen.
Wir bieten kundenspezifische Fertigung von Prototypen bis hin zu Großserienaufträgen und legen Wert auf präzise Produktion, um zuverlässige Komponenten zu liefern, die die außergewöhnliche chemische Beständigkeit und geringe Reibung von PTFE nutzen.
Kontaktieren Sie KINTEK noch heute, um Ihre Projektanforderungen zu besprechen und ein Angebot zu erhalten!
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Kundenspezifischer PTFE-Schertrichter mit Konstantdruck – korrosionsbeständig, niedriger Hintergrund, Laborglas für PFA-Kolben
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Hochtemperatur-PTFE-Reaktionssieb mit anpassbaren Schichten und präzisen Porengrößen für Proben-Trenngeräte mit Gewindeanschluss
- Korrosionsbeständiger PTFE-Rührflügel und anpassbare Polytetrafluorethylen-Dispersionsscheibe
Andere fragen auch
- Können bearbeitete PTFE-Teile individuell angepasst werden? Präzisionslösungen für anspruchsvolle Anwendungen
- Was sind einige gängige Anwendungen von bearbeitetem PTFE? Nutzen Sie seine einzigartigen Eigenschaften für anspruchsvolle Anwendungen
- Was macht maschinell bearbeitetes PTFE für industrielle Anwendungen geeignet? Unübertroffene Leistung unter extremen Bedingungen
- Wie verhalten sich Behälter aus Polytetrafluorethylen (PTFE) in Bezug auf Gaspermeation? Experteneinblicke zur Lösungsmittelaufnahme
- Können PTFE-Teile nach spezifischen Anforderungen angepasst werden? Präzise kundenspezifische PTFE-Komponenten fertigen



















