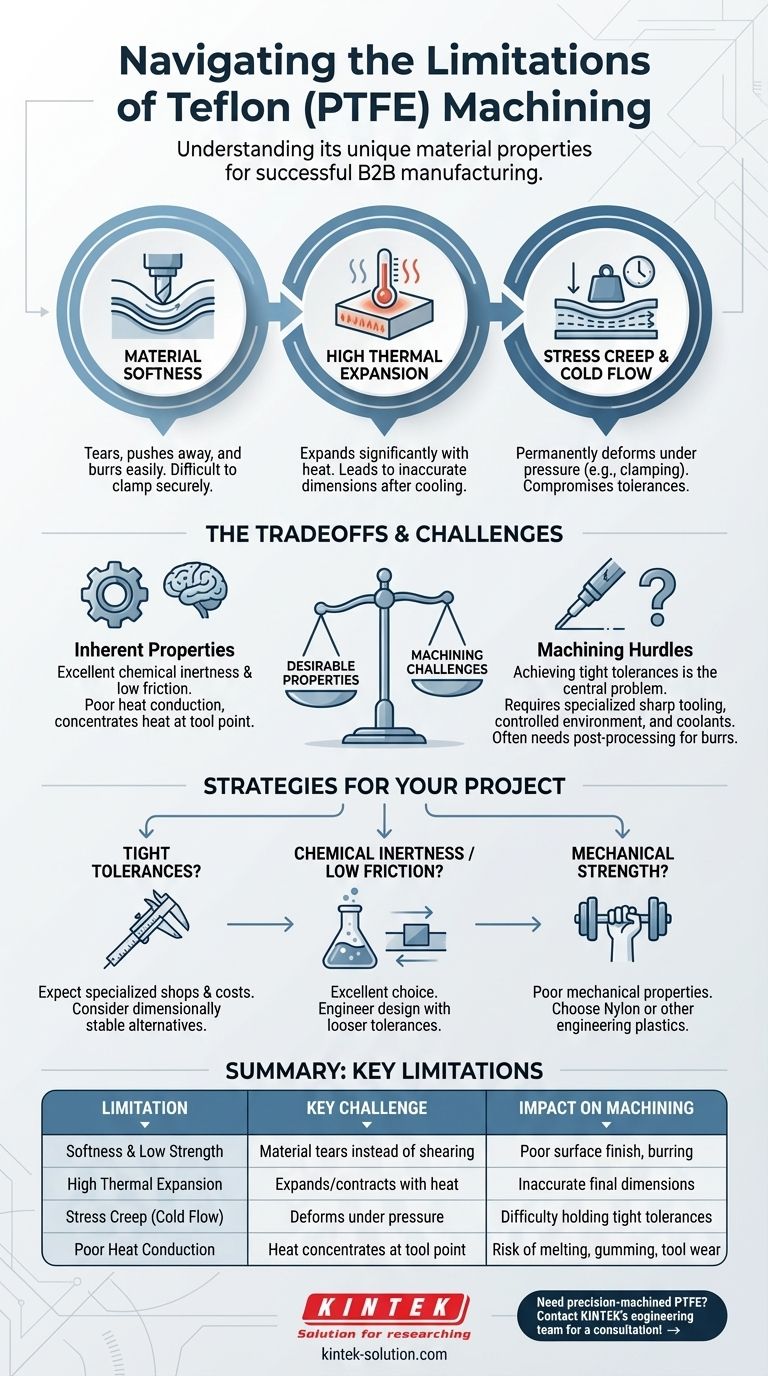
Die primären Einschränkungen bei der Bearbeitung von Teflon (PTFE) sind seine Materialweichheit, sein hoher Wärmeausdehnungskoeffizient und seine Neigung zur Verformung unter Druck, ein Phänomen, das als Kriechverformung unter Spannung (Stress Creep) bekannt ist. Diese drei Eigenschaften machen es besonders schwierig, enge Maßtoleranzen zu erreichen, die Wärme während des Schneidens zu kontrollieren und Oberflächenfehler wie Grate zu vermeiden.
Teflons größte Stärken – seine chemische Inertheit und seine geringe Reibung – sind ein direktes Ergebnis derselben molekularen Eigenschaften, die seine präzise Bearbeitung erschweren. Der Schlüssel zum Erfolg liegt nicht darin, sich gegen das Material zu wehren, sondern sein einzigartiges Verhalten zu verstehen und ihm Rechnung zu tragen.

Die Kernherausforderung: Ein Material der Widersprüche
Teflon wird oft als leicht zu bearbeiten beschrieben, da es weich ist und sich mit geringer Kraft schneiden lässt. Diese Weichheit ist jedoch auch die Quelle seiner größten Bearbeitungsschwierigkeiten.
Weichheit und geringe Festigkeit
Während ein scharfes Werkzeug leicht durch Teflon gleitet, führt die geringe Festigkeit des Materials dazu, dass es sich eher reißt oder von der Klinge wegschiebt, anstatt sauber zu scheren. Dies kann zu einer schlechten Oberflächengüte und erheblicher Gratbildung führen.
Darüber hinaus erschwert seine Weichheit eine sichere Klemmung. Zu viel Druck verformt das Werkstück, während zu wenig Druck Vibrationen zulässt, was die Genauigkeit des Schnitts beeinträchtigt.
Hohe Wärmeausdehnung
Teflon dehnt sich bei Temperaturänderungen weitaus stärker aus und zieht sich zusammen als die meisten Materialien. Schon eine geringe Menge an Wärme, die während des Bearbeitungsprozesses entsteht, kann dazu führen, dass sich das Teil ausdehnt, was zu ungenauen Endmaßen führt, sobald es abkühlt.
Dies erfordert eine temperaturkontrollierte Umgebung und eine sorgfältige Steuerung der Schnittgeschwindigkeiten und Vorschübe, um die Wärmeentwicklung zu minimieren.
Kriechverformung unter Spannung und Kaltfluss
Wenn Teflon mechanischer Spannung ausgesetzt wird, beispielsweise durch Spannbacken oder den Druck eines Schneidwerkzeugs, verformt es sich langsam und dauerhaft. Dieser „Kaltfluss“ ist ein Hauptgrund dafür, dass das Einhalten enger Toleranzen so schwierig ist.
Die Abmessungen eines Teils können beeinträchtigt werden, noch bevor der erste Schnitt ausgeführt wurde, wenn es unsachgemäß eingespannt wird.
Schlechte Wärmemanagement
Teflon ist ein ausgezeichneter Wärmeisolator, was bedeutet, dass es die Wärme nicht effektiv vom Schneidwerkzeug ableitet. Die Wärme konzentriert sich am Kontaktpunkt, was das Risiko des Schmelzens des Materials, des Verklebens des Werkzeugs und die Verschärfung des Problems der Wärmeausdehnung erhöht.
Aus diesem Grund werden oft nicht-aromatische, wasserlösliche Kühlmittel empfohlen, um die Wärme zu kontrollieren und die Werkzeugstandzeit zu verbessern.
Die Kompromisse verstehen
Die Entscheidung für die Verwendung von Teflon muss gegen die Realitäten seiner Fertigung abgewogen werden. Seine wünschenswerten Eigenschaften gehen mit inhärenten Herstellungsschwierigkeiten einher.
Die Schwierigkeit enger Toleranzen
Die Kombination aus Wärmeausdehnung, Kriechverformung unter Spannung und Weichheit macht das Erreichen hoher Präzision zum zentralen Problem bei der Teflonbearbeitung. Obwohl möglich, erfordert es spezielles Wissen, Werkzeuge und Prozesse, was die Kosten erhöhen kann.
Das Risiko von Graten und schlechter Oberfläche
Aufgrund seiner Neigung zum Reißen weisen Teflonteile oft Grate auf, die in einem Sekundärvorgang entfernt werden müssen. Dieser Nachbearbeitungsschritt ist häufig erforderlich, um ein sauberes, fertiges Teil zu erhalten.
Die Notwendigkeit spezialisierter Werkzeuge
Standard-Schneidwerkzeuge sind für Teflon oft unzureichend. Erfolg erfordert extrem scharfe Schneidkanten mit spezifischen Geometrien und schmalen Profilen, um den Schneiddruck und die Wärmeentwicklung zu minimieren. In einigen Fällen werden für die beste Leistung spezielle Diamantwerkzeuge verwendet.
Wie Sie dies auf Ihr Projekt anwenden
Das Verständnis dieser Einschränkungen ermöglicht es Ihnen, fundierte Entscheidungen für Ihr Design und Ihren Herstellungsprozess zu treffen.
- Wenn Ihr Hauptaugenmerk auf engen Maßtoleranzen liegt: Erkennen Sie an, dass Teflon ein inhärent schwieriges Material dafür ist und möglicherweise eine spezialisierte Maschinenwerkstatt oder die Berücksichtigung einer dimensionsstabileren Alternative erfordert.
- Wenn Ihr Hauptaugenmerk auf chemischer Inertheit oder geringer Reibung liegt: Teflon ist eine ausgezeichnete Wahl, aber Ihr Design muss mit lockereren Toleranzen konstruiert werden, um seine Materialeigenschaften zu berücksichtigen.
- Wenn Ihr Hauptaugenmerk auf mechanischer Festigkeit liegt: Berücksichtigen Sie, dass Teflon schlechte mechanische Eigenschaften aufweist und Materialien wie Nylon oder andere technische Kunststoffe oft besser geeignet sind.
Die erfolgreiche Nutzung von Teflon ist eine Frage der Konstruktion unter Berücksichtigung seiner Stärken und des Respekts vor seinen inhärenten Bearbeitungseinschränkungen.
Zusammenfassungstabelle:
| Einschränkung | Schlüsselherausforderung | Auswirkung auf die Bearbeitung |
|---|---|---|
| Weichheit & Geringe Festigkeit | Material reißt statt zu scheren | Schlechte Oberflächengüte, erhebliche Gratbildung |
| Hohe Wärmeausdehnung | Ausdehnung/Zusammenziehen bei Hitze | Ungenauigkeiten der Endabmessungen nach dem Abkühlen |
| Kriechverformung unter Spannung (Kaltfluss) | Verformung unter Druck | Schwierigkeit, enge Toleranzen einzuhalten |
| Schlechte Wärmeleitung | Wärme konzentriert sich am Werkzeugpunkt | Risiko des Schmelzens, Verklebens, Werkzeugverschleiß |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten, die diese Herausforderungen meistern?
Bei KINTEK sind wir spezialisiert auf die Bearbeitung von Teflon und anderen Hochleistungskunststoffen für die Halbleiter-, Medizin-, Labor- und Industriebranche. Wir verstehen die einzigartigen Eigenschaften von PTFE und verfügen über das Fachwissen und die Spezialwerkzeuge, um Weichheit, Wärmeausdehnung und Kriechverformung unter Spannung effektiv zu handhaben.
Wir liefern die Präzision, die Sie benötigen, von kundenspezifischen Prototypen bis hin zur Serienfertigung, und stellen sicher, dass Ihre Komponenten exakte Spezifikationen erfüllen, ohne die inhärenten Vorteile des Materials zu beeinträchtigen.
Lassen Sie uns unsere Expertise für Ihr Projekt einsetzen. Kontaktieren Sie noch heute unser Ingenieurteam für eine Beratung!
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Kundenspezifische PTFE-Stäbe für fortschrittliche Industrieanwendungen
Andere fragen auch
- Können bearbeitete PTFE-Teile individuell angepasst werden? Präzisionslösungen für anspruchsvolle Anwendungen
- Warum ist bearbeitetes PTFE im medizinischen Bereich beliebt? Unübertroffene Biokompatibilität & Präzision
- Was sind einige gängige Anwendungen von bearbeitetem PTFE? Nutzen Sie seine einzigartigen Eigenschaften für anspruchsvolle Anwendungen
- Wie werden PTFE-Laborbehälter und -geräte typischerweise hergestellt? Ein Blick in den Präzisionsbearbeitungsprozess
- Was sind die Vorteile der Bearbeitung von PTFE gegenüber anderen Materialien? Entfesseln Sie überlegene Leistung in rauen Umgebungen



















