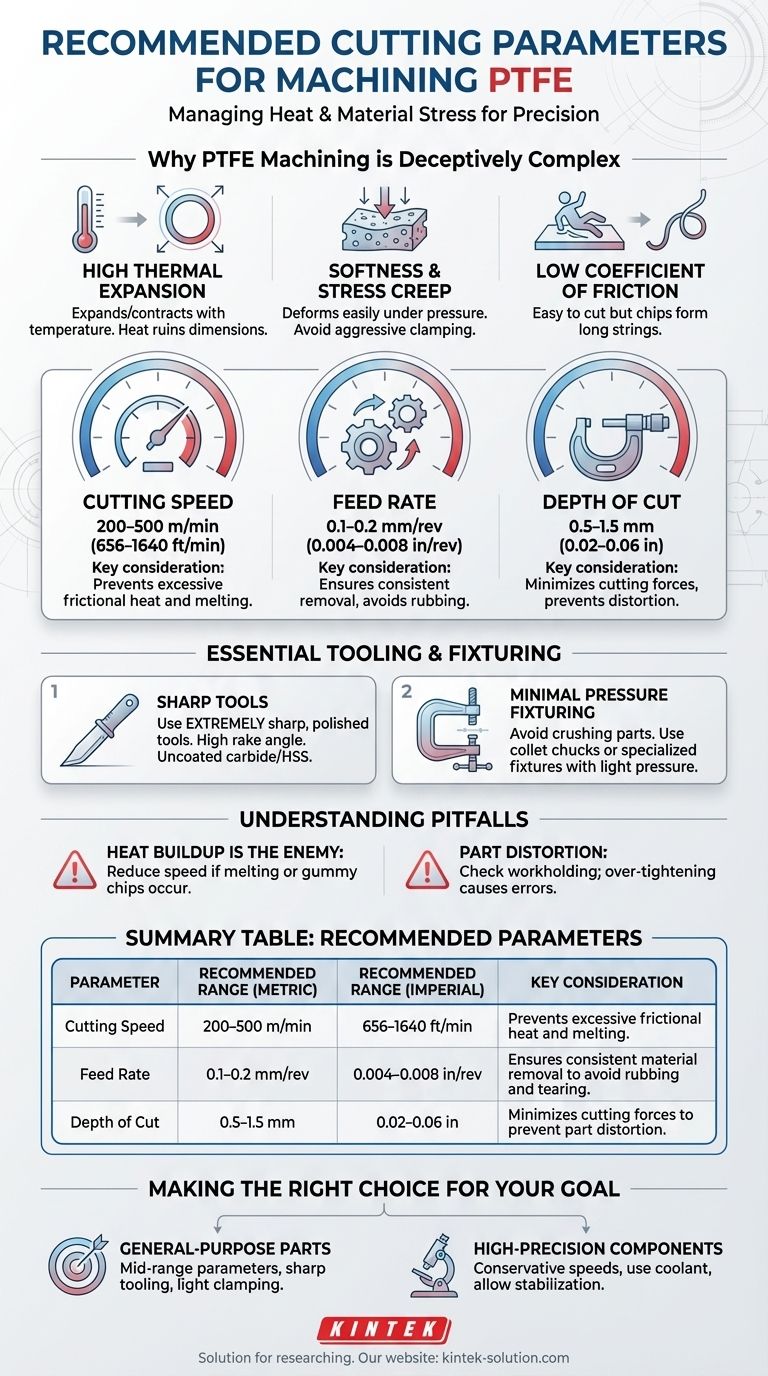
Für die Bearbeitung von PTFE werden eine Schnittgeschwindigkeit von 200–500 m/min (656–1640 Fuß/min), ein Vorschub von 0,1–0,2 mm/Umdrehung (0,004–0,008 Zoll/Umdrehung) und eine geringe Schnitttiefe zwischen 0,5–1,5 mm (0,02–0,06 Zoll) empfohlen. Diese Einstellungen dienen dazu, die Wärmeentwicklung und Materialspannung zu kontrollieren, was die Hauptherausforderungen bei der Arbeit mit diesem Material sind.
Die zentrale Herausforderung bei der Bearbeitung von PTFE ist nicht der eigentliche Schneidvorgang, der recht einfach ist, sondern die Kontrolle der Reaktion des Materials auf Hitze und Druck. Der Erfolg hängt weniger davon ab, exakte Zahlen einzuhalten, als vielmehr davon, zu verstehen, wie die einzigartigen Eigenschaften von PTFE – wie die hohe Wärmeausdehnung und Weichheit – die Maßgenauigkeit beeinflussen.

Warum die PTFE-Bearbeitung trügerisch komplex ist
Obwohl PTFE aufgrund seiner Weichheit und geringen Reibung einfach zu bearbeiten erscheint, führen seine inhärenten Eigenschaften zu einzigartigen Herausforderungen. Die Beherrschung dieser Eigenschaften ist der Schlüssel zur Herstellung präziser Teile.
Hoher Wärmeausdehnungskoeffizient
PTFE dehnt sich bei Temperaturänderungen erheblich aus und zieht sich zusammen. Die Reibung beim Schneiden erzeugt Wärme, die dazu führen kann, dass sich das Material während des Vorgangs ausdehnt und beim Abkühlen schrumpft, wodurch die endgültigen Abmessungen ruiniert werden.
Diese Eigenschaft ist der Hauptgrund für die Verwendung moderater Schnittgeschwindigkeiten und scharfer Werkzeuge – um die Wärmeentwicklung zu minimieren.
Weichheit und Kriechverformung
PTFE ist ein weiches Material, das sich unter Druck leicht verformen oder komprimieren lässt. Aggressives Spannen oder hohe Schnittkräfte verziehen das Werkstück, was zu Ungenauigkeiten führt.
Das Material kann auch „kriechen“, d. h. sich unter konstanter Last im Laufe der Zeit langsam verformen. Dies macht eine sichere, nicht beschädigende Befestigung zu einem kritischen Anliegen.
Geringer Reibungskoeffizient
Diese bekannte Eigenschaft macht PTFE leicht schneidbar mit minimalem Kraftaufwand. Es bedeutet jedoch auch, dass Späne nicht leicht brechen und oft lange, durchgehende Fäden bilden, die sich um Werkzeug und Werkstück wickeln können.
Die empfohlenen Bearbeitungsparameter erklärt
Die Standardparameter sind ein Ausgangspunkt, der darauf abzielt, Geschwindigkeit und Qualität auszugleichen, indem die natürlichen Tendenzen des Materials gemildert werden.
Schnittgeschwindigkeit: 200–500 m/min (656–1640 ft/min)
Dieser Bereich ist schnell genug für einen effizienten Materialabtrag, aber langsam genug, um übermäßige Reibungswärme zu verhindern. Eine Überschreitung dieser Geschwindigkeit birgt die Gefahr des Schmelzens des PTFE, was zu einer schlechten Oberflächengüte und Maßinstabilität führt.
Vorschub: 0,1–0,2 mm/Umdrehung (0,004–0,008 in/Umdrehung)
Ein gleichmäßiger, moderater Vorschub stellt sicher, dass das Werkzeug konstant schneidet und nicht am Material reibt. Dieser konstante Abtrag verhindert unnötige Wärmeentwicklung und Materialrisse.
Schnitttiefe: 0,5–1,5 mm (0,02–0,06 in)
Geringe Schnitte minimieren die auf das Material ausgeübten Schnittkräfte. Dies ist entscheidend, um zu verhindern, dass sich das weiche PTFE biegt, verzieht oder vom Werkzeug weggedrückt wird, was die Genauigkeit beeinträchtigen würde.
Wesentliche Werkzeuge und Vorrichtungen
Ihre Einrichtung ist genauso wichtig wie Ihre Schnittparameter. Die richtigen Werkzeuge und Spannmethoden sind für die Erzielung von Präzision nicht verhandelbar.
Auswahl der richtigen Schneidwerkzeuge
Verwenden Sie immer extrem scharfe und polierte Schneidwerkzeuge. Unbeschichtete Hartmetall- oder Hochgeschwindigkeitsstahl (HSS)-Werkzeuge mit einem hohen Spanwinkel und signifikanter Freifläche sind ideal.
Eine scharfe Kante schneidet das Material sauber ab, anstatt es zu pflügen, was Hitze und Schneiddruck drastisch reduziert.
Spannen mit minimalem Druck
Vermeiden Sie Standard-Schraubstockbacken, die das Teil zerdrücken oder verformen können. Verwenden Sie speziell für weiche Materialien entwickelte Vorrichtungen oder eine Spannzangenfutter mit minimalem Klemmdruck.
Das Ziel ist es, eine ausreichende Unterstützung über eine große Fläche zu bieten, um das Werkstück sicher zu halten, ohne Kompression oder Verformung zu verursachen.
Verständnis der Kompromisse und Fallstricke
Das Erreichen enger Toleranzen bei PTFE erfordert die Antizipation und das Management seiner einzigartigen Verhaltensweisen.
Die Herausforderung enger Toleranzen
Aufgrund seiner hohen Wärmeausdehnung und Neigung zum Kriechen kann das Einhalten von Toleranzen von weniger als ±0,005 Zoll (±0,13 mm) schwierig sein.
Für viele Anwendungen ermöglicht die natürliche Widerstandsfähigkeit von PTFE, sich an Gegenstücke anzupassen, wodurch extrem enge Toleranzen unnötig werden. Gestalten Sie unter Berücksichtigung seiner Eigenschaften, anstatt es zu zwingen, sich wie ein Metall zu verhalten.
Wärmeentwicklung ist der Hauptfeind
Praktisch jedes Problem bei der PTFE-Bearbeitung – von schlechter Oberflächengüte bis hin zu Maßungenauigkeit – lässt sich auf übermäßige Hitze zurückführen. Wenn Sie Anzeichen von Schmelzen oder klebrigen Spänen sehen, reduzieren Sie sofort Ihre Schnittgeschwindigkeit.
Teilverformung durch Spannen
Wenn Ihre fertigen Teile außerhalb der Spezifikation liegen, überprüfen Sie zuerst Ihre Werkstückspannung. Zu festes Anziehen einer Spannvorrichtung ist die häufigste Ursache für Verformungen und ungenaue Ergebnisse, selbst bei perfekten Schnittparametern.
Die richtige Wahl für Ihr Ziel treffen
Passen Sie Ihren Ansatz an die spezifischen Anforderungen der Komponente an, die Sie herstellen.
- Wenn Ihr Hauptaugenmerk auf Allzweckteilen liegt: Beginnen Sie mit den empfohlenen Parametern im mittleren Bereich und konzentrieren Sie sich auf die Verwendung scharfer Werkzeuge und leichten Klemmdrucks für zuverlässige, konsistente Ergebnisse.
- Wenn Ihr Hauptaugenmerk auf hochpräzisen Komponenten liegt: Beginnen Sie mit konservativen Schnittgeschwindigkeiten, um die Wärmeausdehnung zu minimieren, verwenden Sie nach Möglichkeit Kühlmittel und lassen Sie das Material vor den Schlichtdurchgängen oder Endmessungen bei Raumtemperatur stabilisieren.
Letztendlich ist die erfolgreiche PTFE-Bearbeitung ein Prozess der Finesse, der erfordert, dass Sie mit den Eigenschaften des Materials arbeiten, nicht gegen sie.
Zusammenfassungstabelle:
| Parameter | Empfohlener Bereich (Metrisch) | Empfohlener Bereich (Imperial) | Wichtige Überlegung |
|---|---|---|---|
| Schnittgeschwindigkeit | 200–500 m/min | 656–1640 ft/min | Verhindert übermäßige Reibungswärme und Schmelzen. |
| Vorschub | 0,1–0,2 mm/Umdrehung | 0,004–0,008 in/Umdrehung | Gewährleistet konsistenten Materialabtrag, um Reibung und Reißen zu vermeiden. |
| Schnitttiefe | 0,5–1,5 mm | 0,02–0,06 in | Minimiert die Schnittkräfte, um eine Verformung des Teils zu verhindern. |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten?
Die Beherrschung des empfindlichen Gleichgewichts der PTFE-Bearbeitung ist unsere Spezialität bei KINTEK. Wir verstehen die entscheidende Bedeutung von scharfen Werkzeugen, minimalem Klemmdruck und präzisen Parametern, um die Wärmeausdehnung und Weichheit von PTFE zu überwinden.
Wir fertigen hochwertige PTFE-Komponenten – einschließlich Dichtungen, Auskleidungen und kundenspezifisches Laborgerät – für die Halbleiter-, Medizin-, Labor- und Industriebranche. Ob Sie Prototypen oder Hochvolumenproduktion benötigen, unsere Expertise stellt sicher, dass Ihre Teile exakte Spezifikationen mit überlegener Maßstabilität erfüllen.
Lassen Sie uns unsere Expertise in der Präzisionsfertigung und kundenspezifischen Fertigung für Sie einsetzen. Kontaktieren Sie KINTEK noch heute, um Ihre Projektanforderungen zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Maßgeschneidertes PTFE-Filtrationssystem Säurebeständig Hochreiner Halbleiter-chemischer Prozessfilter
- PTFE-Hahn mit hoher Korrosionsbeständigkeit und Polytetrafluoroethylen-Ventil für Chemikalienlagertanks und Fluidtransfersysteme – anpassbar, industrielle Qualität
- PTFE-PFA-Vakuumfiltriersystem Korrosionsbeständig Anpassbar Bruchsicheres Laborgerät
- PTFE korrosionsbeständiger Filter mit PFA-Ventilanschlüssen und integriertem Siebboden
- Hochtemperatur-Chemikalienbeständige 50ml PTFE-Spritze, kundenspezifischer Teflon-Injektor mit Gewindedichtung für Spurenanalyse
Andere fragen auch
- Welche Temperaturbeständigkeit bieten PTFE-Filter? Unübertroffene thermische Stabilität von -200°C bis +260°C
- Welche Schritte sind bei der Auswahl des richtigen PTFE-Filters erforderlich? Ein 4-Schritte-Leitfaden für optimale Filtration
- Was sind die typischen Anwendungen von PTFE-Filtern in der wissenschaftlichen Filtration? Beherrschen Sie die Filtration aggressiver Chemikalien und Gase
- Was sind gängige industrielle Anwendungen von PTFE-Filtern? Beherrschen Sie die kritische Filtration in anspruchsvollen Industrien
- Welche Größen und Porengrößen sind für PTFE-Filter erhältlich? Wählen Sie den richtigen Filter für Ihre Anwendung



















