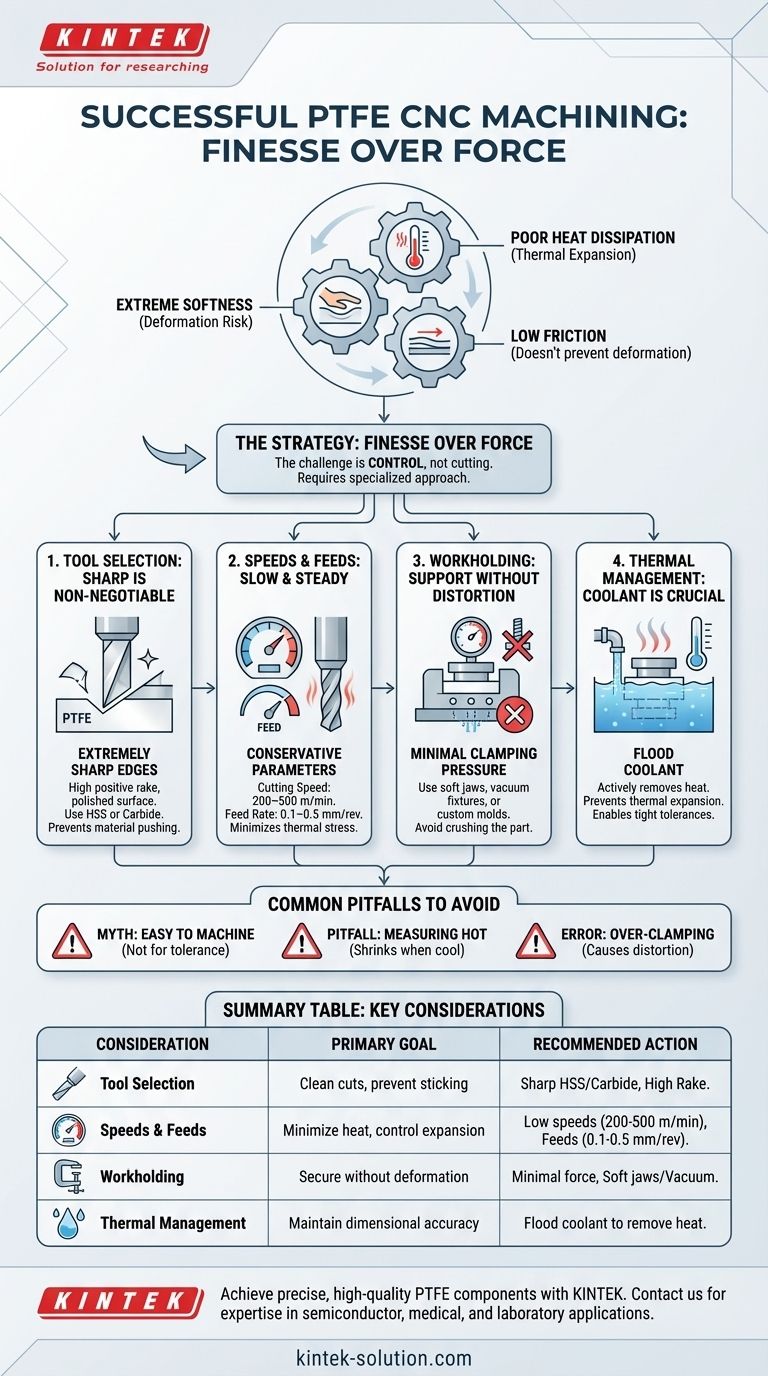
Um PTFE erfolgreich zu bearbeiten, müssen Sie eine Strategie verfolgen, die seine einzigartigen Eigenschaften berücksichtigt: extreme Weichheit, schlechte Wärmeableitung und hohe Wärmeausdehnung. Dies erfordert den Einsatz außergewöhnlich scharfer Werkzeuge, die Anwendung minimaler Spannkräfte, um Verformungen zu verhindern, sowie niedrige Schnittgeschwindigkeiten und Vorschubraten, um die Wärmeentwicklung zu kontrollieren und die Maßhaltigkeit zu gewährleisten.
Die zentrale Herausforderung bei der Bearbeitung von PTFE ist nicht das Schneiden des Materials, sondern dessen Kontrolle. Im Gegensatz zu starren Metallen verformt sich PTFE leicht unter Druck und dehnt sich bei Hitze aus, was einen Ansatz der „Finesse über Kraft“ für das Erreichen enger Toleranzen und einer hochwertigen Oberfläche unerlässlich macht.

Warum PTFE einen spezialisierten Ansatz erfordert
Polytetrafluorethylen (PTFE), oft unter dem Markennamen Teflon bekannt, wird wegen seiner geringen Reibung, chemischen Inertheit und hohen Temperaturbeständigkeit geschätzt. Die Eigenschaften, die es in der Anwendung wertvoll machen, machen es jedoch auch auf der CNC-Maschine anspruchsvoll.
Die Herausforderung von Weichheit und geringer Steifigkeit
PTFE ist ein extrem weiches Material. Das bedeutet, es bietet wenig Widerstand gegen ein Schneidwerkzeug, aber es bedeutet auch, dass es leicht komprimiert, gedehnt oder verformt werden kann.
Das Anwenden übermäßigen Spannungsdrucks oder die Verwendung eines stumpfen Werkzeugs schneidet das Material nicht sauber, sondern schiebt es beiseite, was zu Maßungenauigkeiten und Verzug führt.
Das Paradox der Wärmeentwicklung
Obwohl PTFE extremen Temperaturen in seiner Endanwendung standhält, ist es ein schlechter Wärmeleiter. Es leitet Wärme während der Bearbeitung nicht gut ab.
Diese eingeschlossene Wärme führt dazu, dass sich das Material erheblich ausdehnt – eine Eigenschaft, die als hoher Wärmeausdehnungskoeffizient bekannt ist. Diese Ausdehnung kann enge Toleranzen ruinieren, da ein „heiß“ bearbeitetes Teil beim Abkühlen schrumpft und außerhalb der Spezifikation gerät.
Die Auswirkung geringer Reibung
Der außergewöhnlich niedrige Reibungskoeffizient von PTFE ist ein wesentlicher Vorteil, der den Verschleiß in fertigen Teilen reduziert. Während der Bearbeitung hilft diese Eigenschaft, die Reibung am Werkzeug selbst zu verringern.
Sie gleicht jedoch nicht die Neigung des Materials aus, sich unter Druck zu verformen oder sich bei Hitze auszudehnen, was die Hauptprobleme bleiben.
Die Säulen der präzisen PTFE-Bearbeitung
Eine erfolgreiche Strategie für die Bearbeitung von PTFE basiert auf präziser Kontrolle über Werkzeuge, Maschinenparameter und Werkstückspannung.
Werkzeugauswahl: Schärfe ist nicht verhandelbar
Der wichtigste Faktor ist die Schärfe des Werkzeugs. Eine scharfe Schneide schneidet das Material sauber, anstatt es zu drücken.
Verwenden Sie Schnellarbeitsstahl (HSS)- oder Hartmetallwerkzeuge mit einem sehr hohen positiven Spanwinkel und einer polierten, glatten Oberfläche, um zu verhindern, dass Material am Werkzeug haftet.
Geschwindigkeiten und Vorschübe: Langsam und stetig
Um Wärmeentwicklung zu vermeiden, müssen Sie konservative Schnittparameter verwenden. Hohe Geschwindigkeiten erzeugen Reibung und Hitze, was zu thermischer Ausdehnung führt.
Zielen Sie auf optimale Schnittgeschwindigkeiten zwischen 200–500 m/min und Vorschubraten von 0,1–0,5 mm/Umdrehung. Diese niedrigeren Parameter minimieren die thermische Belastung des Werkstücks.
Werkstückspannung: Halten ohne Verformung
Die richtige Befestigung von PTFE ist entscheidend. Standard-Spannbacken sind oft zu aggressiv und verformen das Teil.
Verwenden Sie Vorrichtungen, die eine breite Auflagefläche mit minimalem Klemmdruck bieten. Spezialisierte weiche Backen, Vakuumvorrichtungen oder individuell geformte Vorrichtungen halten das Teil sicher, ohne es zu zerquetschen.
Thermomanagement: Die Rolle der Kühlschmierstoffe
Die Verwendung eines Kühlmittelflusses erfüllt zwei Zwecke: Er schmiert den Schnitt und, was noch wichtiger ist, er leitet aktiv Wärme vom Werkstück weg.
Dieses Thermomanagement ist entscheidend, um die thermische Ausdehnung zu verhindern, die die Maßhaltigkeit zerstört, und ermöglicht es Ihnen, viel engere Toleranzen einzuhalten.
Häufige Fallstricke, die es zu vermeiden gilt
Die Theorie zu verstehen ist eine Sache; häufige Fehler zu vermeiden eine andere. Das Bewusstsein für diese Fallstricke ist der Schlüssel zur Vermeidung von Ausschussteilen und Zeitverschwendung.
Der Mythos von „leicht zu bearbeiten“
PTFE wird oft als hoch bearbeitbar beschrieben. Das bedeutet einfach, dass es leicht zu schneiden ist und sehr wenig Werkzeugverschleiß verursacht.
Es bedeutet nicht, dass es einfach ist, enge Toleranzen einzuhalten. Die Herausforderung liegt in der Kontrolle der physikalischen Reaktion des Materials auf den Bearbeitungsprozess.
Toleranzen jagen, ohne die Ausdehnung zu berücksichtigen
Ein häufiger Fehler ist die Messung des Teils, solange es noch warm vom Schneidprozess ist. Die Messungen werden ungenau sein, da das Teil beim Abkühlen auf Umgebungstemperatur schrumpft.
Lassen Sie das Werkstück immer seine Temperatur normalisieren, bevor Sie endgültige Messungen für kritische Abmessungen vornehmen.
Übermäßiges Spannen: Die Hauptursache für Verformung
Der natürliche Instinkt ist, ein Werkstück fest einzuspannen. Bei PTFE ist dies der schnellste Weg, ein Teil zu ruinieren, noch bevor der erste Schnitt gemacht wurde.
Beginnen Sie immer mit der absolut minimalen Spannkraft, die erforderlich ist, um das Teil zu halten, und erhöhen Sie diese nur bei Bedarf. Das Ziel ist Sichern, nicht Verformen.
Die richtige Wahl für Ihr Ziel treffen
Ihr spezifisches Ziel bestimmt, welchen Aspekt des Prozesses Sie priorisieren müssen.
- Wenn Ihr Hauptaugenmerk auf Maßhaltigkeit liegt: Priorisieren Sie das Thermomanagement über alles, indem Sie reichlich Kühlmittel und konservative Geschwindigkeiten verwenden, um thermische Ausdehnung zu verhindern.
- Wenn Ihr Hauptaugenmerk auf einer überlegenen Oberflächengüte liegt: Betonen Sie die Verwendung extrem scharfer, polierter Werkzeuge mit einem hohen Spanwinkel und das Durchführen leichter, konsistenter Schlichtdurchgänge.
- Wenn Sie komplexe oder dünnwandige Teile bearbeiten: Konzentrieren Sie sich auf eine robuste, nicht verformende Werkstückspannung, da diese Merkmale am anfälligsten für Verformungen unter Druck sind.
Indem Sie die einzigartigen Eigenschaften von PTFE respektieren, anstatt gegen sie anzukämpfen, können Sie seine Bearbeitungsherausforderungen in vorhersehbare und erfolgreiche Ergebnisse umwandeln.
Zusammenfassungstabelle:
| Wichtige Überlegung | Hauptziel | Empfohlene Maßnahme |
|---|---|---|
| Werkzeugauswahl | Saubere Schnitte, Verhinderung des Anhaftens von Material | Verwenden Sie extrem scharfe HSS/Hartmetallwerkzeuge mit hohem positivem Spanwinkel. |
| Geschwindigkeiten & Vorschübe | Minimierung der Wärmeentwicklung, Kontrolle der Ausdehnung | Verwenden Sie niedrige Geschwindigkeiten (200-500 m/min) und Vorschübe (0,1-0,5 mm/Umdrehung). |
| Werkstückspannung | Teil sichern ohne Verformung | Wenden Sie minimale Spannkraft an; verwenden Sie weiche Backen oder Vakuumvorrichtungen. |
| Thermomanagement | Aufrechterhaltung der Maßhaltigkeit | Verwenden Sie Kühlmittelfluss, um Wärme aktiv vom Werkstück abzuführen. |
Erreichen Sie präzise, hochwertige PTFE-Komponenten mit KINTEK.
Die Bearbeitung von PTFE für Halbleiter-, Medizin- oder Laboranwendungen erfordert spezielle Fachkenntnisse, um seine einzigartigen Herausforderungen zu meistern. KINTEK ist führend in der Präzisions-PTFE-Fertigung, von kundenspezifischen Prototypen bis hin zu Großserienaufträgen. Wir nutzen unser tiefes Verständnis der Materialeigenschaften, um Teile zu liefern, die Ihren engsten Toleranzen entsprechen.
Lassen Sie uns unsere Expertise für Sie einsetzen. Kontaktieren Sie KINTEK noch heute, um Ihre Projektanforderungen zu besprechen und ein Angebot einzuholen.
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Hochreiner PTFE-Quadratmembranschneider und Filter-Aliquot-Vorrichtung für Spurenanalyse und Reinraum-Laboranwendungen
Andere fragen auch
- Welche Anpassungsoptionen gibt es für PTFE-Materialien? Passen Sie die Leistung für Ihre Anwendung an
- Was sind die primären Herstellungsverfahren für PTFE-Laborgeräte? Experten-Einblicke in die Fluorkunststofftechnik
- Was ist der Betriebstemperaturbereich für PTFE-Laborgeräte? Beherrschung der thermischen Grenzen von -200°C bis +260°C
- Was sind die primären chemischen Beständigkeitseigenschaften von PTFE-Laborgeräten? Unübertroffene Reinheit und Trägheit
- Was sind die mechanischen und sicherheitstechnischen Vorteile der Verwendung von PTFE-Geräten in einem Labor? Sicherheit & Haltbarkeit verbessern



















