Für die Bearbeitung von Polytetrafluorethylen (PTFE) werden am meisten Techniken empfohlen, die eine aktive Kühlung beinhalten, um seine extreme Temperaturempfindlichkeit zu managen. Die primären Methoden sind Druckluft, Sprühnebel oder nicht-aromatische, wasserlösliche CNC-Kühlmittel. Diese werden oft in Verbindung mit Trockenschmierstoffen verwendet, um die Reibung zu reduzieren, wobei darauf geachtet werden muss, eine Über-Schmierung zu vermeiden.
Die zentrale Herausforderung bei der Bearbeitung von PTFE ist nicht die Härte des Materials, sondern seine schlechte Wärmeleitfähigkeit. Eine effektive Kühlung ist daher nicht verhandelbar, da sie die primäre Kontrolle zur Vermeidung thermischer Verformungen, zur Gewährleistung der Maßgenauigkeit und zur Erzielung einer hochwertigen Oberflächengüte darstellt.

Die Kernherausforderung: Umgang mit Reibungswärme
Die einzigartigen Eigenschaften von PTFE machen es sehr anfällig für Probleme, die durch die beim Schneiden erzeugte Wärme entstehen. Das Verständnis hierfür ist der Schlüssel zur erfolgreichen Bearbeitung.
Warum Temperaturkontrolle entscheidend ist
PTFE weist eine hohe Wärmeausdehnungsrate und eine sehr geringe Wärmeleitfähigkeit auf. Das bedeutet, dass die an der Schneidkante erzeugte Wärme nicht schnell abgeführt wird, was dazu führt, dass sich das Material lokal ausdehnt und verzieht.
Ohne aktive Kühlung macht diese thermische Instabilität es nahezu unmöglich, enge Toleranzen einzuhalten, und kann das Teil leicht ruinieren.
Die Auswirkungen unkontrollierter Reibung
Die Reibung zwischen dem Schneidwerkzeug und dem Werkstück ist die primäre Wärmequelle. Scharfe, unbeschichtete Werkzeuge sind unerlässlich, da sie diese Reibungskräfte reduzieren und die Wärmeerzeugung von vornherein minimieren.
Die richtige Kühlung und Schmierung adressieren die unvermeidlich entstehende Wärme direkt und verhindern, dass sie das Material verformt.
Empfohlene Kühl- und Schmierstrategien
Die Wahl der Kühlmethode hängt von den spezifischen Anforderungen der Aufgabe ab, wie z. B. Toleranz, Oberflächengüte und Materialreinheit.
Druckluft- oder Kühlluftsysteme
Für Arbeiten, bei denen eine Flüssigkeitskontamination ein Problem darstellt, ist ein stetiger Strom kalter Druckluft eine effektive Wahl. Sie hilft beim Abtransport von Spänen und sorgt für eine moderate Kühlung.
Dies ist eine saubere Methode, bietet aber die geringste Kühlleistung und eignet sich daher am besten für leichte Schnitte und langsamere Vorschubgeschwindigkeiten.
Sprühnebel-Systeme
Sprühnebel-Systeme bieten eine gute Balance zwischen Kühlleistung und Sauberkeit. Sie bringen eine minimale Menge eines wasserlöslichen Kühlmittels direkt in den Schneidbereich auf.
Dieser Ansatz ist sehr effizient, da er eine signifikante Kühlung bei sehr geringem Flüssigkeitsverbrauch bietet, was ihn zu einer beliebten Allround-Lösung macht.
Wasserlösliche Flutkühlmittel
Für die anspruchsvollsten Anwendungen mit starken Schnitten oder extrem engen Toleranzen ist ein nicht-aromatisches, wasserlösliches Flutkühlmittel die effektivste Option. Diese Methode bietet die maximal mögliche Kühlung und Schmierung.
Sie erfüllt auch eine wichtige Sicherheitsfunktion, indem sie den bei der Bearbeitung entstehenden feinen PTFE-Staub unterdrückt, der beim Einatmen gesundheitsschädlich sein kann.
Häufige Fallstricke und Überlegungen
Erfolg mit PTFE erfordert die Vermeidung einiger häufiger, aber kritischer Fehler.
Die Gefahr der Über-Schmierung
Obwohl Schmierung zur Reduzierung der Reibung vorteilhaft ist, kann die Verwendung von zu viel – insbesondere Trockenschmierstoffen – dazu führen, dass das Schneidwerkzeug abrutscht. Dies führt zu Kontrollverlust und kann das Teil beschädigen.
Tragen Sie Schmierstoffe sparsam auf und stellen Sie sicher, dass das Werkzeug einen positiven Eingriff in das Material beibehält.
Ineffektive Werkzeuge
Die Verwendung von stumpfen oder beschichteten Werkzeugen erhöht die Reibungswärme drastisch, unabhängig von Ihrem Kühlsystem. Verwenden Sie immer außergewöhnlich scharfe, unbeschichtete Hartmetallbestückte Werkzeuge, die für Kunststoffe entwickelt wurden.
Dieser proaktive Schritt reduziert die Wärmemenge, die Ihr Kühlsystem überhaupt bewältigen muss.
Ignorieren von Sicherheitsrisiken
Der Mikrostaub, der bei der Bearbeitung von PTFE entsteht, stellt ein ernstes Atemwegsrisiko dar. Die Bearbeitung unter Flutkühlung ist die sicherste Methode, da sie den Staub auffängt.
Wenn Sie trocken mit Luftkühlung bearbeiten, tragen Sie immer eine geeignete Maske und arbeiten Sie in einem gut belüfteten Bereich.
Die richtige Wahl für Ihr Ziel treffen
Wählen Sie Ihre Kühl- und Schmierstrategie basierend auf dem Hauptergebnis, das Sie für das fertige Teil erzielen möchten.
- Wenn Ihr Hauptaugenmerk auf den engsten Toleranzen liegt: Verwenden Sie ein wasserlösliches Flutkühlmittel für maximale thermische Kontrolle und Stabilität.
- Wenn Ihr Hauptaugenmerk auf der Aufrechterhaltung der absoluten Materialreinheit liegt: Verwenden Sie ein Druckluft-Kühlsystem, um jegliche potenzielle Flüssigkeitskontamination zu vermeiden.
- Wenn Ihr Hauptaugenmerk auf der Balance zwischen Schnitteffizienz und Sauberkeit liegt: Ein Sprühnebel-System bietet eine ausgezeichnete und vielseitige Lösung.
Indem Sie die Wärme aktiv als zentrale Variable steuern, können Sie PTFE mit vorhersagbarer Präzision und Zuversicht bearbeiten.
Zusammenfassungstabelle:
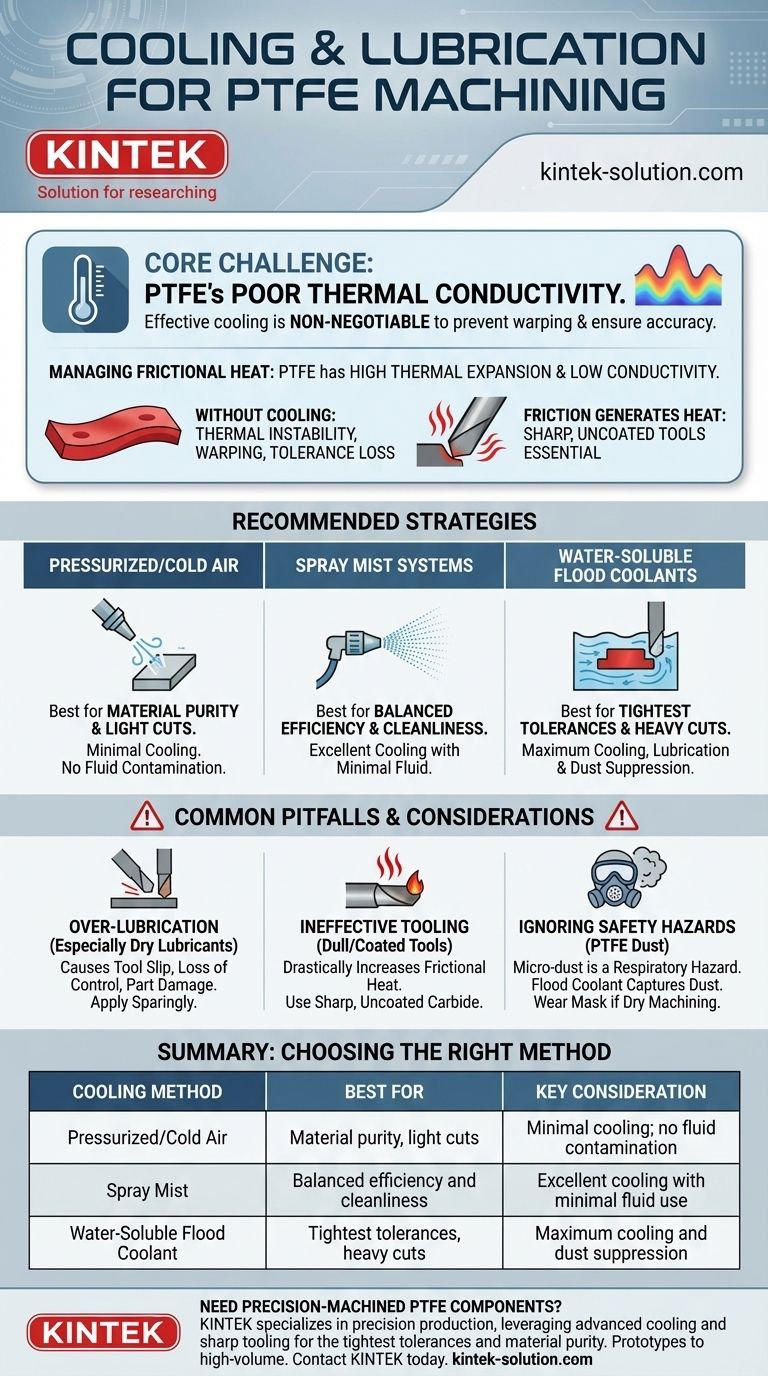
| Kühlmethode | Am besten geeignet für | Wichtige Überlegung |
|---|---|---|
| Druckluft/Kaltluft | Materialreinheit, leichte Schnitte | Minimale Kühlung; keine Flüssigkeitskontamination |
| Sprühnebel | Ausgewogene Effizienz und Sauberkeit | Hervorragende Kühlung bei minimalem Flüssigkeitseinsatz |
| Wasserlösliches Flutkühlmittel | Engste Toleranzen, starke Schnitte | Maximale Kühlung und Staubunterdrückung |
Präzisionsbearbeitete PTFE-Komponenten benötigt?
Die Bearbeitung von PTFE nach exakten Spezifikationen erfordert Fachwissen im Umgang mit seinen einzigartigen thermischen Eigenschaften. Bei KINTEK sind wir auf die Präzisionsfertigung von PTFE-Komponenten spezialisiert – von kundenspezifischen Dichtungen und Auskleidungen bis hin zu komplexen Laborgeräten.
Wir nutzen fortschrittliche Kühltechniken und scharfe, unbeschichtete Werkzeuge, um sicherzustellen, dass jedes Teil Ihre engsten Toleranzen und höchsten Anforderungen an die Materialreinheit erfüllt. Ob Sie Prototypen oder Großserien für die Halbleiter-, Medizin- oder Industriebranche benötigen, wir liefern zuverlässige Leistung.
Lassen Sie uns unsere Expertise für Sie einsetzen. Kontaktieren Sie KINTEB noch heute, um Ihre Projektanforderungen zu besprechen.
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefiniertes PTFE-Kondensations-Rückfluss-Destillations-Aufreinigungssystem 500ml Korrosionsbeständig Niedriger Hintergrund
- Maßgefertigte PTFE-Kühlerrohr-Rückflussreaktions-Kondensations-Reinigungsvorrichtung Halbleiter-Chemielaborausrüstung
- PTFE-PFA-Vakuumfiltriersystem Korrosionsbeständig Anpassbar Bruchsicheres Laborgerät
- Korrosionsbeständige PTFE-Dispersierscheibe und Hochtemperatur-Propeller-Rührpaddel für das chemische Mischen im Labor
- Kundenspezifische PTFE-Teflonkugeln für fortschrittliche industrielle Anwendungen
Andere fragen auch
- Was sind die primären Herstellungsverfahren für PTFE-Laborgeräte? Experten-Einblicke in die Fluorkunststofftechnik
- Was sind die mechanischen und sicherheitstechnischen Vorteile der Verwendung von PTFE-Geräten in einem Labor? Sicherheit & Haltbarkeit verbessern
- Wie kommt der Korrosionswiderstand von PTFE den Anwendungen mit hoher Reinheit zugute? Gewährleistung von Nullkontamination und Systemintegrität
- Was ist der chemische Verträglichkeitsbereich für PTFE-Laborgeräte? Entdecken Sie die nahezu universelle chemische Beständigkeit.
- Was macht PTFE-Filtrationssysteme für den industriellen und wissenschaftlichen Einsatz vorteilhaft? Unübertroffene chemische und thermische Stabilität



















