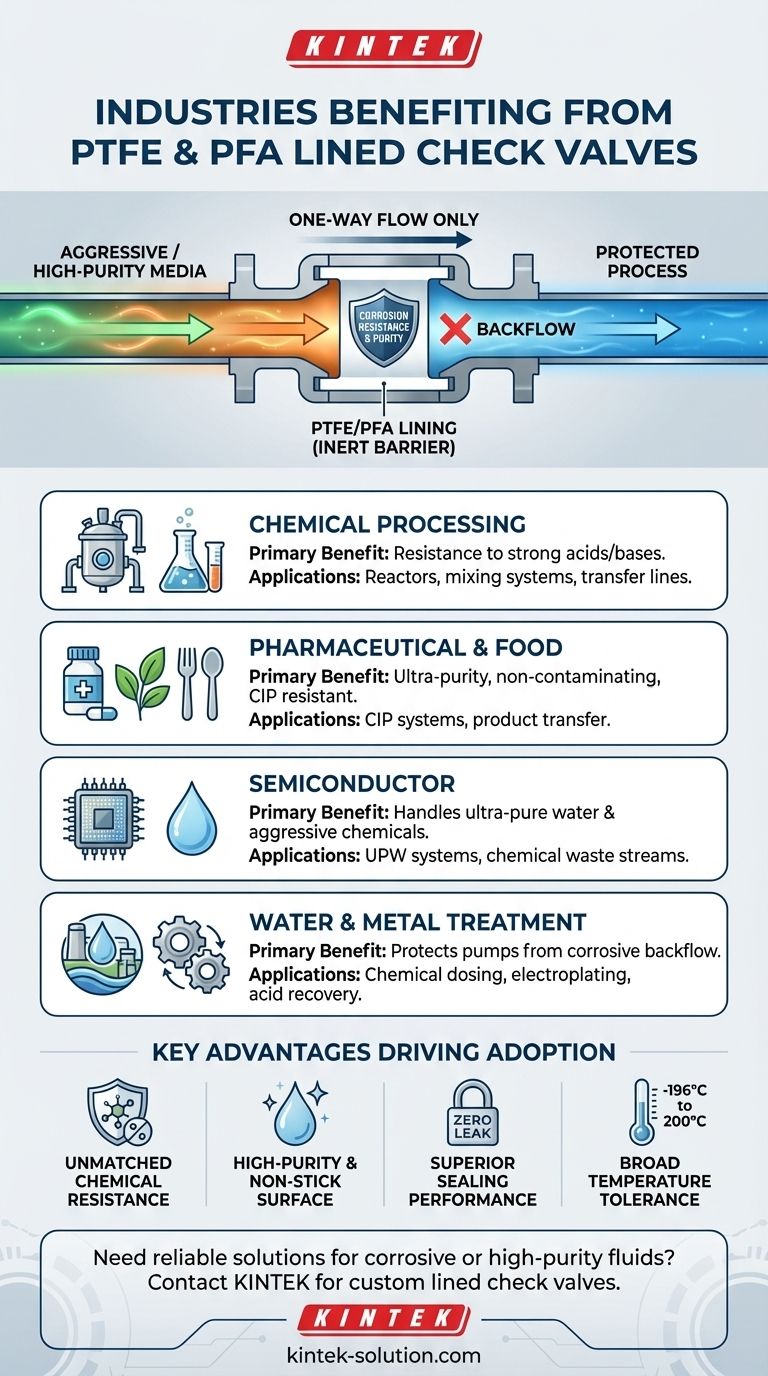
Kurz gesagt, Industrien, die hochkorrosive oder hochreine Flüssigkeiten handhaben, profitieren am meisten von PTFE- und PFA-ausgekleideten Rückschlagventilen. Dazu gehören die chemische Verarbeitung, die pharmazeutische Industrie, die Lebensmittel- und Getränkeindustrie, die Halbleiterindustrie und die Wasseraufbereitung. Der Hauptvorteil ist die inerte Auskleidung, die die strukturellen Komponenten des Ventils vor aggressiven Medien schützt, Sicherheit gewährleistet, Kontamination verhindert und die Lebensdauer verlängert.
Die Entscheidung für ein PTFE- oder PFA-ausgekleidetes Rückschlagventil wird nicht von der Branche bestimmt, sondern von der Art der gesteuerten Flüssigkeit. Wenn das Medium korrosiv ist, extreme Reinheit erfordert oder beides zutrifft, ist ein ausgekleidetes Ventil fast immer die technisch überlegene Wahl zur Verhinderung von Rückfluss.

Das Kernproblem: Aggressive Medien vs. Ventilintegrität
Warum Standardventile unzureichend sind
Standard-Metallventile, selbst solche aus Edelstahl, können schnell korrodieren, wenn sie starken Säuren, Laugen, Salzen und anderen korrosiven Chemikalien ausgesetzt sind.
Diese Korrosion führt zu Ventilversagen, gefährlichen Leckagen und Kontamination der Prozessmedien. In Industrien, in denen die Reinheit der Flüssigkeit oder die Sicherheit oberste Priorität hat, ist dies ein inakzeptables Risiko.
Die Rolle einer PTFE/PFA-Auskleidung
Polytetrafluorethylen (PTFE) und Perfluoroalkoxy (PFA) sind Fluorpolymere, die für ihre außergewöhnliche chemische Inertheit bekannt sind.
Eine PTFE- oder PFA-Auskleidung wirkt als vollständige, nicht reaktive Barriere zwischen der Flüssigkeit und dem Metallgehäuse des Ventils. Dies ermöglicht es dem Ventil, strukturelle Festigkeit zu bieten, während die Auskleidung vollständigen Korrosionsschutz bietet.
Die kritische Funktion eines Rückschlagventils
Ein Rückschlagventil erfüllt einen einzigen, lebenswichtigen Zweck: es erlaubt dem Fluid nur den Fluss in eine Richtung.
Es verhindert automatisch den Rückfluss, was entscheidend ist, um vorgeschaltete Geräte wie Pumpen zu schützen, Kreuzkontaminationen zwischen Leitungen zu verhindern und die Prozessstabilität zu gewährleisten. Die Kombination dieser Funktion mit einer chemisch inerten Auskleidung ergibt eine robuste Lösung für die anspruchsvollsten Anwendungen.
Wichtige Industrien und ihre spezifischen Anwendungen
Chemische Verarbeitung
In Chemieanlagen sind diese Ventile unerlässlich für den sicheren Transport starker Säuren, Basen und anderer korrosiver Reaktanten. Sie werden in Mischsystemen, Batch-Reaktoren und Transferleitungen eingesetzt, wo Rückfluss gefährliche Reaktionen auslösen oder Geräte beschädigen könnte.
Pharmazeutische Industrie & Lebensmittelherstellung
Die Reinheit ist das Hauptanliegen in diesen Branchen. Die Antihafteigenschaften und die Nichtauslaugung von PTFE und PFA verhindern die Kontamination der Prozessmedien.
Diese Ventile sind auch beständig gegen die aggressiven Reinigungsmittel, die in Clean-in-Place (CIP)-Systemen verwendet werden, was sowohl die Produktreinheit als auch die Langlebigkeit des Ventils gewährleistet.
Halbleiterproduktion
Die Herstellung von Mikrochips erfordert den Einsatz von hochreinem Wasser und stark korrosiven Chemikalien. PTFE/PFA-ausgekleidete Ventile sind entscheidend, um Kontaminationen in Reinstwassersystemen zu verhindern und Abwasserströme aggressiver Chemikalien sicher zu behandeln, ohne dass es zu Ventilversagen kommt.
Wasseraufbereitung und Metallverarbeitung
Kommunale und industrielle Wasseraufbereitungsanlagen verwenden eine Vielzahl von korrosiven Chemikalien zur Reinigung. Ausgekleidete Rückschlagventile verhindern, dass diese Chemikalien zurückfließen und Pumpen beschädigen.
Ebenso werden sie in der Metallverarbeitung in Anwendungen wie Galvanik und Säurerückgewinnungssystemen eingesetzt, wo aggressive chemische Gemische üblich sind.
Wichtige Vorteile, die die Einführung vorantreiben
Unübertroffene chemische Beständigkeit
Der Hauptvorteil ist die nahezu universelle Beständigkeit gegen chemische Angriffe. Dies gewährleistet, dass das Ventil nicht degradiert, was einen zuverlässigen und sicheren Betrieb in den rauesten Umgebungen ermöglicht.
Hochreine und Antihaft-Oberfläche
Die glatte, porenfreie Oberfläche von PTFE/PFA widersteht Ablagerungen und ist leicht zu reinigen. Wichtiger noch: Sie laugt keine Verunreinigungen in die Flüssigkeit aus, was sie ideal für Anwendungen macht, die höchste Reinheitsgrade erfordern.
Überlegene Dichtungsleistung
Ordnungsgemäß konstruierte ausgekleidete Ventile bieten eine ausgezeichnete Abdichtung und erreichen oft eine Null-Leckage. Dies ist entscheidend, um gefährliche Stoffe einzudämmen, diffuse Emissionen zu verhindern und Systemdruck sowie Effizienz aufrechtzuerhalten.
Breite Temperaturbeständigkeit
Diese Auskleidungen arbeiten zuverlässig über einen außergewöhnlich breiten Temperaturbereich, von kryogenen Bedingungen (-196 °C) bis zu 200 °C. Diese Vielseitigkeit ermöglicht es, sie für eine Vielzahl von industriellen Prozessen zu spezifizieren, ohne sich Sorgen über temperaturbedingte Ausfälle machen zu müssen.
Die richtige Wahl für Ihre Anwendung treffen
- Wenn Ihr Hauptaugenmerk auf der Handhabung korrosiver Chemikalien liegt: Die inerte PTFE/PFA-Auskleidung ist Ihre zuverlässigste Verteidigung gegen Korrosion und gewährleistet Systemsicherheit und Langlebigkeit.
- Wenn Ihr Hauptaugenmerk auf der Aufrechterhaltung der Produktreinheit liegt: Die Antihaft- und Nichtauslaugungseigenschaften eines ausgekleideten Ventils sind unerlässlich, um Kontaminationen zu verhindern und strenge Qualitätsstandards zu erfüllen.
- Wenn Ihr Hauptaugenmerk auf dem Schutz empfindlicher Geräte liegt: Ein ausgekleidetes Rückschlagventil bietet einen narrensicheren Rückflussschutz und widersteht gleichzeitig dem Prozessmedium, wodurch teure vorgeschaltete Komponenten geschützt werden.
Letztendlich ist die Wahl eines ausgekleideten Ventils eine Investition in die Sicherheit, Reinheit und Zuverlässigkeit Ihres gesamten Fluidhandhabungssystems.
Zusammenfassungstabelle:
| Industrie | Hauptvorteil | Häufige Anwendungen |
|---|---|---|
| Chemische Verarbeitung | Korrosionsbeständigkeit gegen starke Säuren/Basen | Reaktoren, Transferleitungen, Mischsysteme |
| Pharma & Lebensmittel | Ultra-Reinheit, nicht kontaminierend, CIP-beständig | Clean-in-Place (CIP)-Systeme, Produkttransfer |
| Halbleiter | Verarbeitung von hochreinem Wasser und aggressiven Chemikalien | Ultra-Reinstwassersysteme, chemische Abwasserströme |
| Wasser- & Metallbehandlung | Schutz der Pumpen vor korrosivem chemischem Rückfluss | Chemikaliendosierung, Galvanik, Säurerückgewinnung |
Benötigen Sie ein zuverlässiges Rückschlagventil für korrosive oder hochreine Flüssigkeiten?
KINTEK ist spezialisiert auf die Herstellung von Hochleistungs-PTFE- und PFA-Komponenten, einschließlich kundenspezifisch gefertigter, ausgekleideter Rückschlagventile. Wir bedienen die Halbleiter-, Medizin-, Labor- und Industriesektoren, indem wir Präzision und Haltbarkeit in den Vordergrund stellen. Unsere kundenspezifischen Fertigungsmöglichkeiten stellen sicher, dass Sie die perfekte Lösung erhalten, von Prototypen bis hin zu Großserienaufträgen.
Lassen Sie uns Ihnen helfen, Ihren Prozess und Ihre Ausrüstung zu schützen. Kontaktieren Sie KINTEK noch heute für ein Angebot oder um Ihre spezifischen Anwendungsanforderungen zu besprechen.
Visuelle Anleitung
Ähnliche Produkte
- Hochreine PFA PTFE Flare-Absperrventile Anpassbare 2-Wege 3-Wege Reduzierende Fluorpolymer-Flüssigkeitssteuerungslösungen
- Hochreiner PTFE-Hahn Korrosionsbeständiger Polytetrafluorethylen-Fassventil Anpassbar für Labor-Chemieförderung
- Korrosionsbeständiges PTFE-Polytetrafluorethylen-Ventil und anpassbares Labor-Fluid-Spende-Armatur für den Umgang mit aggressiven Chemikalien in industriellen Lagertanks und Kunststofffässern
- Hochreiner PTFE-Filter mit PFA-Ventilanschlüssen und integrierter Siebplatte für die Verarbeitung korrosiver Fluide
- PTFE-Hahn mit hoher Korrosionsbeständigkeit und Polytetrafluoroethylen-Ventil für Chemikalienlagertanks und Fluidtransfersysteme – anpassbar, industrielle Qualität
Andere fragen auch
- In welchen Branchen werden PTFE-Ventile und -Komponenten häufig eingesetzt? Unerlässlich für Chemie- und Reinheitsanwendungen
- Wie unterstützen PTFE-Ventile und -Komponenten den Transfer von hochreinen Flüssigkeiten? Gewährleisten Sie Produktintegrität mit inerten Materialien
- Was ist der Hauptvorteil von PTFE-Regelventilen? Unübertroffene chemische Beständigkeit gegenüber aggressiven Flüssigkeiten
- Welche technischen Prinzipien bestimmen die Dichtleistung von Ventilkomponenten auf PTFE-Basis? Erreichen Sie nahezu Nullleckage
- In welchen schwerindustriellen Anwendungen wie Bergbau und Papierproduktion sind PTFE-Ventile am effektivsten? Die wichtigsten industriellen Einsatzbereiche für PTFE-Ventile.



















