Bevor PTFE zu einem Endprodukt bearbeitet werden kann, muss es zunächst aus einem Pulverharz zu einer festen, bearbeitbaren Form konsolidiert werden. Dieser anfängliche Formgebungsprozess wird als Formpressen bezeichnet, bei dem das rohe PTFE-Harz in eine Form gegeben und enormem Druck und Hitze ausgesetzt wird, wodurch es zu einem dichten Block, einer Platte oder einem Rohling verdichtet wird, der für nachfolgende Bearbeitungsvorgänge geeignet ist.
Die Kernherausforderung bei PTFE liegt nicht im Schneiden selbst, sondern im Umgang mit den einzigartigen Materialeigenschaften. Obwohl seine Weichheit die Bearbeitung erleichtert, erfordern seine hohe Wärmeausdehnung und die Neigung zur Verformung unter Druck einen spezialisierten Ansatz vom anfänglichen Formen bis zum letzten Schnitt, um die Maßhaltigkeit zu gewährleisten.

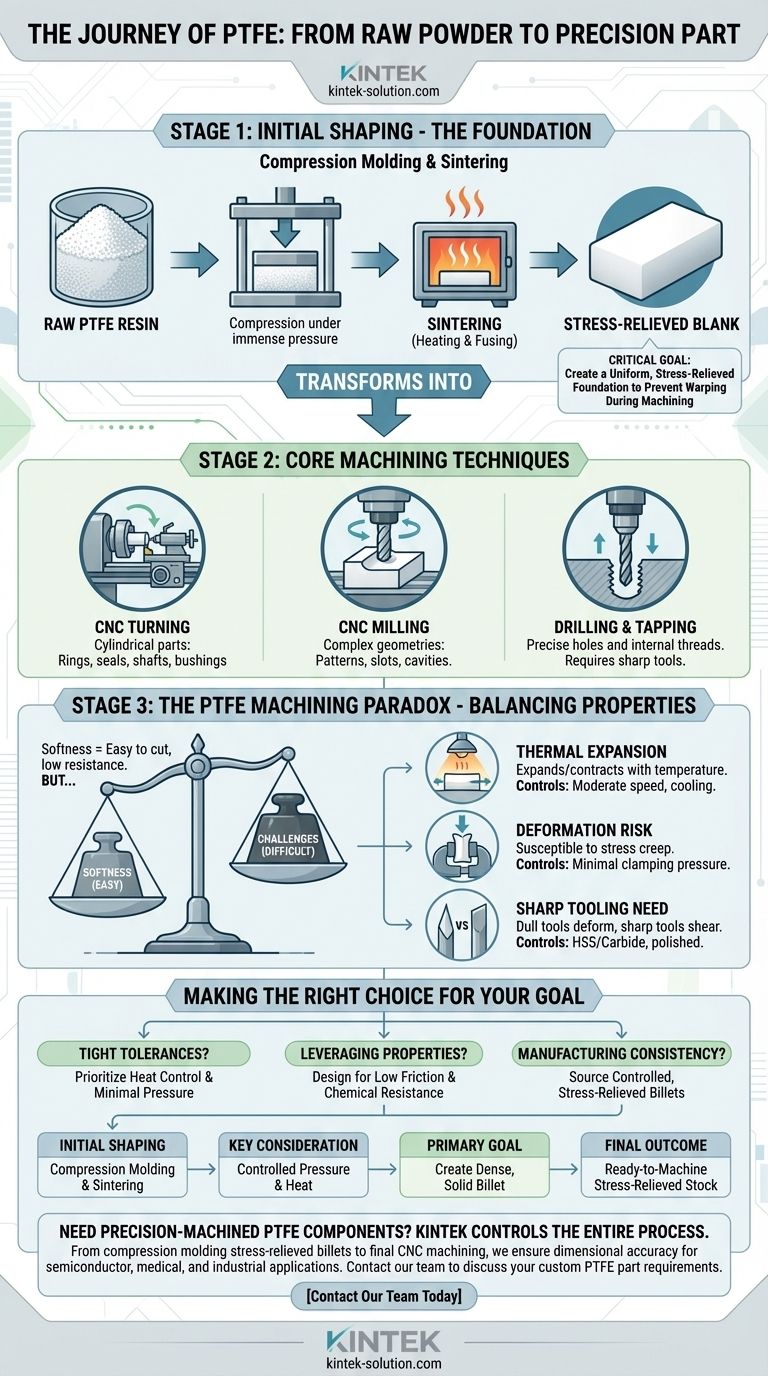
Die Grundlage: Vom Rohharz zum festen Vormaterial
Die Reise von einem körnigen Pulver zu einem Präzisionsteil beginnt mit der Herstellung eines stabilen, hochwertigen Rohlings. Der anfängliche Formgebungsprozess dient nicht nur der Formgebung; er schafft eine vorhersagbare Materialbasis.
Warum Formpressen der Standard ist
PTFE-Harz schmilzt und fließt nicht wie herkömmliche Thermoplaste. Stattdessen muss es unter Druck verdichtet und dann unter Hitze in einem als Sintern bezeichneten Prozess erhitzt werden, um die Partikel zu einer festen, gleichmäßigen Masse zu verschmelzen.
Dieser Prozess wandelt das lose Pulver in einen dichten, festen Rohling oder eine „Preform“ um. Dies ist das wesentliche Vormaterial, das ein Maschinenbauer in eine CNC-Maschine einlegt.
Das Ziel: Ein spannungsarmer Bearbeitungsrohling
Ein kritisches Ergebnis des korrekten Formpressens und Sinterns ist ein spannungsarmer Rohling. Ein unsachgemäß verarbeiteter Rohling kann innere Spannungen enthalten, die dazu führen, dass sich das Material verzieht oder nach Beginn der Bearbeitung unvorhersehbar seine Form ändert, was die Genauigkeit des Endteils beeinträchtigt.
Kernbearbeitungstechniken für PTFE
Sobald ein qualitativ hochwertiges Vormaterial gesichert ist, kann es mit Standardgeräten geformt werden, vorausgesetzt, die richtigen Techniken werden angewendet. Die Eigenschaften von PTFE machen es mit mehreren gängigen Bearbeitungsmethoden kompatibel.
CNC-Drehen
Für die Herstellung zylindrischer Teile wie Ringe, Dichtungen, Wellen und Buchsen ist das CNC-Drehen die primäre Methode. Dabei wird ein Werkstück gedreht, während ein Schneidwerkzeug entlang seiner Achse bewegt wird, um es zu formen.
CNC-Fräsen
Wenn ein Design komplexere Geometrien erfordert, wie z. B. komplizierte Muster, Schlitze oder Hohlräume, wird das CNC-Fräsen eingesetzt. Bei diesem Prozess entfernt ein rotierendes Schneidwerkzeug Material von einem stationären Werkstück.
Bohren und Gewindeschneiden
Die Herstellung präziser Löcher und Innengewinde ist eine häufige Anforderung. Dies wird durch Standardvorgänge wie Bohren und Gewindeschneiden erreicht, wobei die Werkzeugschärfe von größter Bedeutung ist, um eine Verformung des Materials zu vermeiden.
Die Kompromisse verstehen: Das PTFE-Bearbeitungsparadoxon
PTFE ist paradoxerweise sowohl einfach als auch schwierig zu bearbeiten. Seine Weichheit bedeutet, dass Werkzeuge mit geringem Widerstand hindurchschneiden, aber seine anderen Eigenschaften schaffen erhebliche Herausforderungen, die aktiv gemanagt werden müssen.
Die Herausforderung der Wärmeausdehnung
PTFE hat einen sehr hohen Wärmeausdehnungskoeffizienten. Das bedeutet, dass es sich bei Temperaturänderungen erheblich ausdehnt und zusammenzieht. Die beim Schneiden erzeugte Wärme kann dazu führen, dass das Teil leicht außerhalb der Toleranz gerät, wenn sie nicht durch moderate Schnittgeschwindigkeiten und angemessene Kühlung kontrolliert wird.
Das Risiko der Verformung
Aufgrund seiner Weichheit und Neigung zum Kriechen unter Spannung (Stress Creep) kann PTFE leicht komprimiert oder verformt werden. Zu hoher Klemmdruck in einem Schraubstock oder Spannfutter drückt das Material zusammen, was zu einem ungenauen Teil führt, sobald der Druck nachlässt.
Die entscheidende Notwendigkeit scharfer Werkzeuge
Die Verwendung extrem scharfer und polierter Schneidwerkzeuge, vorzugsweise aus Hochgeschwindigkeitsstahl (HSS) oder Hartmetall, ist nicht verhandelbar. Ein stumpfes Werkzeug schneidet das Material nicht sauber; stattdessen drückt und verformt es es, erzeugt überschüssige Wärme und führt zu einer schlechten Oberflächengüte.
Die richtige Wahl für Ihr Ziel treffen
Die erfolgreiche Bearbeitung von PTFE erfordert die Konstruktion unter Berücksichtigung seiner Eigenschaften, nicht gegen sie. Die Anerkennung seiner Stärken und Schwächen von Anfang an ist der Schlüssel zu einem erfolgreichen Ergebnis.
- Wenn Ihr Hauptaugenmerk auf engen Toleranzen liegt: Sie müssen die Wärmekontrolle durch moderate Schnittgeschwindigkeiten und scharfe Werkzeuge priorisieren und gleichzeitig einen minimalen, sorgfältig ausgeübten Klemmdruck anwenden, um jegliche Verformung zu verhindern.
- Wenn Ihr Hauptaugenmerk darauf liegt, die Eigenschaften von PTFE zu nutzen: Gestalten Sie die Anwendung so, dass sie seinen geringen Reibungskoeffizienten und seine chemische Beständigkeit ausnutzt, sodass sich seine natürliche Widerstandsfähigkeit an die Betriebsabmessungen anpassen kann, anstatt starre Maßhaltigkeit zu fordern.
- Wenn Ihr Hauptaugenmerk auf der Herstellungskonsistenz liegt: Stellen Sie sicher, dass Ihre Rohlinge von einem seriösen Lieferanten bezogen werden, der einen kontrollierten Formpress- und Sinterprozess verwendet, um spannungsarmes Material bereitzustellen.
Das Verständnis dieses gesamten Lebenszyklus, vom Formen bis zur Bearbeitung, ist der Schlüssel zur Umwandlung der einzigartigen Eigenschaften von PTFE in zuverlässige Hochleistungskomponenten.
Zusammenfassungstabelle:
| Prozessschritt | Schlüsselaktion | Hauptziel |
|---|---|---|
| Anfängliche Formgebung | Formpressen & Sintern | Erstellung eines dichten, festen Rohlings aus PTFE-Pulver |
| Wesentliche Überlegung | Kontrollierter Druck und Hitze | Erreichen eines spannungsarmen, gleichmäßigen Rohlings |
| Endergebnis | Bearbeitungsbereites Vormaterial | Bereitstellung einer vorhersagbaren Grundlage für CNC-Operationen |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten, auf die Sie sich verlassen können?
Bei KINTEK kontrollieren wir den gesamten Prozess – vom Formpressen unserer eigenen spannungsarmen Rohlinge bis zur endgültigen CNC-Bearbeitung –, um Maßhaltigkeit und Teileleistung zu gewährleisten. Unsere Expertise in der Herstellung von PTFE-Dichtungen, -Auskleidungen und Laborgeräten für die Halbleiter-, Medizin- und Industriebranche stellt sicher, dass Ihr Projekt von Materialkenntnis und Herstellungskonsistenz profitiert.
Kontaktieren Sie unser Team noch heute, um Ihre Anforderungen an kundenspezifische PTFE-Teile zu besprechen, von Prototypen bis hin zur Serienfertigung.
Visuelle Anleitung
Ähnliche Produkte
- Korrosionsbeständiges PTFE-Kleinreaktionsgefäß aus einem Stück geformter Teflon-Probenlagerbehälter
- Kundenspezifische PTFE-Hülsen und Hohlstäbe für fortschrittliche Anwendungen
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Kundenspezifisches Polytetrafluorethylen PTFE Konstantdruck-Tropftrichter Korrosionsbeständige Flüssigkeitssteuerungsbaugruppe mit Kompatibilität für Adapterstopfen
- Kundenspezifische PTFE-Stäbe für fortschrittliche Industrieanwendungen
Andere fragen auch
- Was macht die PTFE-Flasche so langlebig? Unübertroffene chemische und thermische Stabilität für anspruchsvolle Anwendungen
- Was sind die Vorteile der Verwendung von PTFE-Laborflaschen? Unübertroffene chemische Beständigkeit für kritische Proben
- Was sind die Merkmale von PTFE-Laborflaschen? Unübertroffene chemische Beständigkeit & extreme Temperaturbeständigkeit
- Was sind die Vorteile der Antihaftoberfläche von PTFE-Flaschen? Gewährleisten Sie Reinheit und Effizienz in Ihrem Labor
- Ist die PTFE-Flasche für ultrareine Anwendungen geeignet? Gewährleistung der absoluten Probenintegrität



















