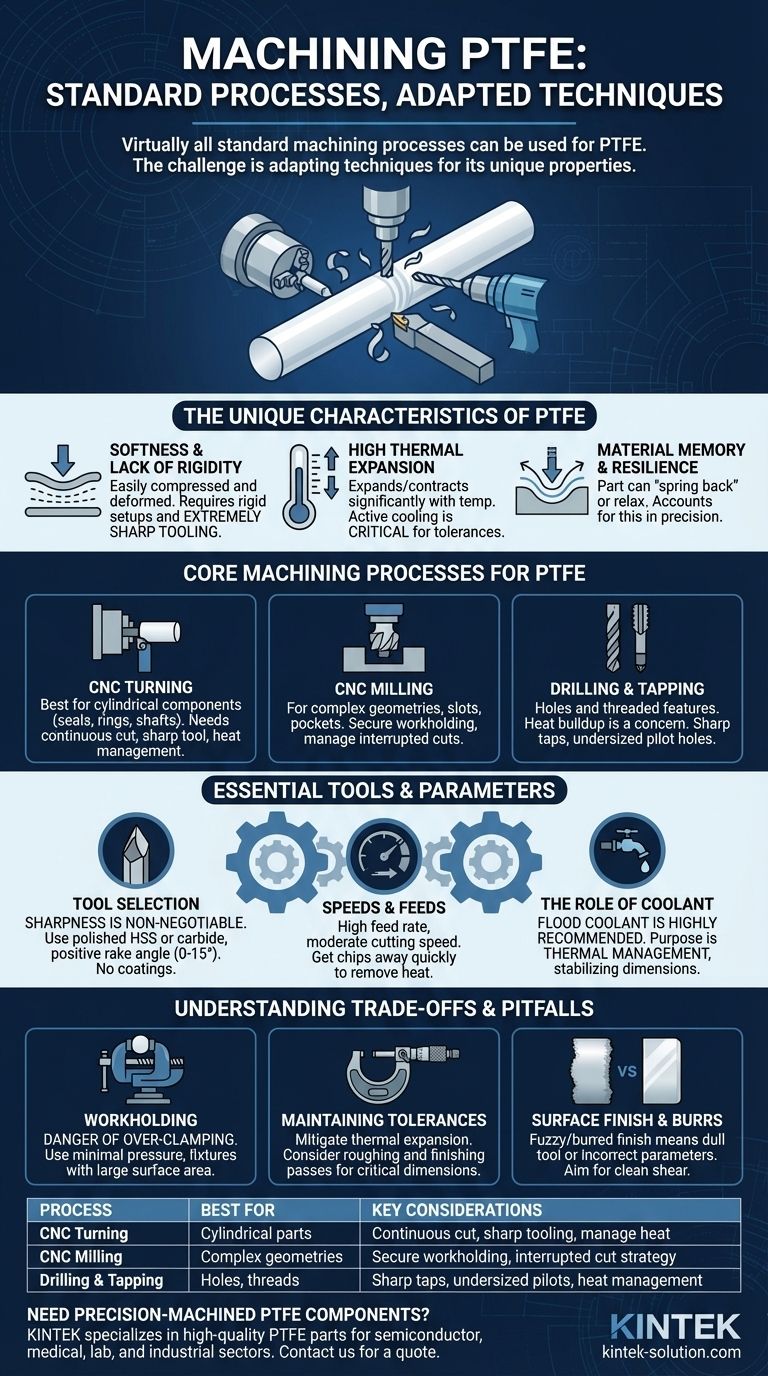
Praktisch alle gängigen Bearbeitungsverfahren können für PTFE verwendet werden. Polytetrafluorethylen ist ein weiches, reibungsarmes Polymer, das sich mit herkömmlichen Geräten, einschließlich CNC-Maschinen, leicht schneiden, drehen, fräsen und bohren lässt. Die wahre Herausforderung liegt nicht darin, welche Verfahren Sie anwenden können, sondern darin, wie Sie Ihre Technik an die einzigartigen Eigenschaften des Materials anpassen.
Das Kernprinzip der PTFE-Bearbeitung ist die Beherrschung seiner besonderen Eigenschaften: hohe Wärmeausdehnung, inhärente Weichheit und mangelnde Steifigkeit. Während die Verfahren Standard sind, erfordert der Erfolg spezielle Werkzeuge, spezifische Geschwindigkeits- und Vorschubstrategien sowie eine sorgfältige Werkstückspannung, um Verformungen zu vermeiden und die Maßhaltigkeit zu gewährleisten.

Die einzigartigen Bearbeitungseigenschaften von PTFE
Zu verstehen, warum PTFE sich so verhält, wie es sich verhält, ist der erste Schritt zu einer effektiven Bearbeitung. Seine Eigenschaften unterscheiden sich grundlegend von Metallen und sogar anderen Kunststoffen.
Weichheit und mangelnde Steifigkeit
PTFE ist ein außergewöhnlich weiches Material. Das bedeutet, es kann leicht komprimiert, verformt oder durch den Druck des Schneidwerkzeugs weggedrückt werden, anstatt sauber geschnitten zu werden.
Diese Eigenschaft macht starre Maschineneinrichtungen und extrem scharfe Werkzeuge absolut unerlässlich.
Hohe Wärmeausdehnung
PTFE dehnt sich bei Temperaturänderungen weitaus stärker aus und zieht sich zusammen als die meisten Materialien. Die während eines Schneidvorgangs erzeugte Wärme kann dazu führen, dass sich das Material erheblich ausdehnt, was die Toleranzen beeinträchtigt.
Sobald das Teil abkühlt, schrumpft es, was zu einer Endabmessung führt, die kleiner ist als die während des Schnitts gemessene. Dies macht die aktive Kühlung zu einer kritischen Prozessvariable.
Materialgedächtnis und Elastizität
Aufgrund seiner Elastizität kann sich ein bearbeitetes PTFE-Teil an passende Oberflächen anpassen, weshalb extrem enge Toleranzen nicht immer notwendig sind.
Diese Eigenschaft bedeutet jedoch auch, dass das Material nach einem Schnitt leicht „zurückfedern“ oder sich nach dem Lösen aus einer Vorrichtung entspannen kann, was bei Präzisionsanforderungen berücksichtigt werden muss.
Kernbearbeitungsverfahren für PTFE
Standard-CNC- und manuelle Geräte sind perfekt für PTFE geeignet. Die folgenden Verfahren sind die gebräuchlichsten.
CNC-Drehen
CNC-Drehen ist ideal für die Herstellung zylindrischer Komponenten wie Dichtungen, Ringe, Isolatoren und Wellen. Die kontinuierliche Schneidwirkung funktioniert gut mit PTFE, vorausgesetzt, das Werkzeug ist scharf genug, um eine glatte Scherbewegung zu erzeugen.
CNC-Fräsen
Fräsen wird verwendet, um komplexere Geometrien, Nuten, Taschen und ebene Flächen zu erzeugen. Da das Fräsen einen unterbrochenen Schnitt beinhaltet, ist es wichtig, dass das Werkstück sicher und ohne Verformung gehalten wird.
Bohren und Gewindeschneiden
Das Bohren von Löchern in PTFE ist unkompliziert, aber die Wärmeentwicklung ist ein großes Problem, insbesondere bei tieferen Löchern. Das Schneiden von Gewinden erfordert scharfe Gewindebohrer und oft das Bohren des Pilotlochs etwas untermaßig, um die Verformungstendenz des Materials zu berücksichtigen.
Wesentliche Werkzeuge und Parameter für den Erfolg
Ihre Werkzeugwahl und Maschineneinstellungen bestimmen die Qualität des Endteils. Ziel ist es immer, das Material sauber mit minimaler Wärmezufuhr zu scheren.
Werkzeugauswahl: Schärfe ist nicht verhandelbar
Der wichtigste Faktor ist die Werkzeugschärfe. Ein stumpfes Werkzeug pflügt durch das Material, anstatt es zu schneiden, was zu übermäßiger Hitzeentwicklung und einer schlechten Oberflächengüte führt.
Verwenden Sie Hochgeschwindigkeitsstahl (HSS) oder Hartmetallwerkzeuge mit sehr scharfen, polierten Schneidkanten. Ein positiver Spanwinkel (0–15 Grad) reduziert die Schnittkräfte und hilft, das Material glatt abzuschälen. Unbeschichtete Werkzeuge werden oft bevorzugt, da einige Beschichtungen die Reibung erhöhen können.
Drehzahlen und Vorschübe: Ein kontraintuitiver Ansatz
Die Strategie für PTFE besteht darin, den Span so schnell wie möglich vom Teil zu entfernen, bevor er Wärme übertragen kann. Dies bedeutet oft, einen hohen Vorschub in Kombination mit einer moderaten Schnittgeschwindigkeit zu verwenden.
Empfohlene Startwerte sind Schnittgeschwindigkeiten von 200 bis 500 Oberflächenfuß pro Minute (SFM) und Vorschübe von 0,002 bis 0,010 Zoll pro Umdrehung. Dies sind nur Ausgangspunkte; passen Sie immer basierend auf der resultierenden Spanbildung und Oberflächengüte an.
Die Rolle des Kühlmittels
Die Verwendung eines Flutkühlsystems wird dringend empfohlen. Sein Hauptzweck ist nicht die Schmierung, sondern das Temperaturmanagement. Das Kühlmittel leitet Wärme vom Werkstück ab, stabilisiert dessen Abmessungen und verhindert ungenaue Schnitte aufgrund thermischer Ausdehnung.
Verständnis der Kompromisse und Fallstricke
Die Vermeidung häufiger Fehler ist entscheidend für eine effiziente und präzise PTFE-Bearbeitung.
Werkstückspannung: Die Gefahr des Überklemmens
Da PTFE so weich ist, lässt es sich in einem Schraubstock oder Futter sehr leicht verformen. Wenden Sie minimalen Spanndruck an – gerade genug, um das Teil sicher zu halten.
Die Verwendung von Vorrichtungen mit großer Oberfläche kann helfen, die Spannkraft zu verteilen und die Verformung des Teils zu minimieren.
Toleranzen einhalten
Das Erreichen enger Toleranzen ist möglich, erfordert jedoch eine strenge Prozesskontrolle. Der Schlüssel ist die Minderung der Wärmeausdehnung durch scharfe Werkzeuge, richtige Geschwindigkeiten und Vorschübe sowie großzügige Kühlmittelanwendung.
Für kritische Abmessungen sollten Sie Schruppdurchgänge in Betracht ziehen, um den größten Teil des Materials zu entfernen, gefolgt von einem leichten Schlichtdurchgang, nachdem sich das Teil stabilisiert hat.
Oberflächengüte und Grate
Eine flauschige oder gratige Oberfläche ist ein klares Zeichen dafür, dass Ihr Schneidwerkzeug stumpf oder Ihre Parameter falsch sind. PTFE sollte mit einer sauberen, fast glänzenden Oberfläche bearbeitet werden, wenn das Werkzeug das Material richtig schert.
Die richtige Wahl für Ihr Ziel treffen
Ihr Ansatz sollte auf die Anforderungen Ihrer spezifischen Anwendung zugeschnitten sein.
- Wenn Ihr Hauptaugenmerk auf Rapid Prototyping oder unkritischen Teilen liegt: Standardmäßig scharfe HSS-Werkzeuge funktionieren gut, und Sie können sich auf höhere Materialabtragsraten konzentrieren.
- Wenn Ihr Hauptaugenmerk auf hochpräzisen Komponenten liegt: Investieren Sie in spezielle scharfe Hartmetallwerkzeuge, verwenden Sie reichlich Kühlmittel und planen Sie separate Schrupp- und Schlichtdurchgänge, um die thermische Stabilität zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf der Großserienproduktion liegt: Konsistenz ist der Schlüssel. Verwenden Sie CNC-Ausrüstung mit Flutkühlung und legen Sie einen strengen Werkzeugwechselplan fest, um sicherzustellen, dass die Schneidkanten perfekt scharf bleiben.
Die Beherrschung der PTFE-Bearbeitung hängt davon ab, die einzigartigen Eigenschaften des Materials zu respektieren und Ihre Standardtechniken entsprechend anzupassen.
Zusammenfassungstabelle:
| Verfahren | Am besten geeignet für | Wichtige Überlegungen |
|---|---|---|
| CNC-Drehen | Zylindrische Teile (Dichtungen, Ringe, Wellen) | Kontinuierlicher Schnitt, scharfe Werkzeuge, Wärmemanagement |
| CNC-Fräsen | Komplexe Geometrien, Nuten, Taschen | Sichere Werkstückspannung, Strategie für unterbrochenen Schnitt |
| Bohren & Gewindeschneiden | Löcher und Gewindemerkmale | Scharfe Gewindebohrer, untermaßige Pilotlöcher, Wärmemanagement |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten?
KINTEK ist spezialisiert auf die Herstellung hochwertiger PTFE-Komponenten – einschließlich Dichtungen, Auskleidungen und kundenspezifischer Laborgeräte – für die Halbleiter-, Medizin-, Labor- und Industriesektoren. Wir verstehen die Nuancen der PTFE-Bearbeitung und nutzen unser Fachwissen, um Teile mit außergewöhnlicher Maßhaltigkeit zu liefern, von Prototypen bis hin zu Großserienproduktionen.
Lassen Sie uns unsere Präzisionsfertigungs- und kundenspezifischen Fertigungskapazitäten für Sie nutzen.
Kontaktieren Sie unser Team noch heute, um Ihre Projektanforderungen zu besprechen und ein Angebot zu erhalten.
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
Andere fragen auch
- Welche Anpassungsoptionen gibt es für PTFE-Materialien? Passen Sie die Leistung für Ihre Anwendung an
- Was sind die Hauptvorteile der Verwendung von PTFE für kundenspezifische Teile? Komplexe technische Herausforderungen lösen
- Was macht maschinell bearbeitetes PTFE für industrielle Anwendungen geeignet? Unübertroffene Leistung unter extremen Bedingungen
- Was sind einige gängige Anwendungen von bearbeitetem PTFE? Nutzen Sie seine einzigartigen Eigenschaften für anspruchsvolle Anwendungen
- Wie werden PTFE-Laborbehälter und -geräte typischerweise hergestellt? Ein Blick in den Präzisionsbearbeitungsprozess



















