Um PTFE erfolgreich zu bohren, müssen Sie seine einzigartige Kombination aus Weichheit, niedrigem Schmelzpunkt und hoher Wärmeausdehnung berücksichtigen. Dies erfordert die Verwendung extrem scharfer Bohrer aus Hochgeschwindigkeitsstahl (HSS) bei moderaten Geschwindigkeiten, um Überhitzung und Materialverformung zu verhindern. Der richtige Klemmdruck und die Gewährleistung, dass der Bohrer perfekt senkrecht steht, sind ebenfalls entscheidend, um Maßungenauigkeiten und das „Driften“ des Bohrers zu vermeiden.
Die größte Herausforderung beim Bohren von Polytetrafluorethylen (PTFE) ist nicht das Zerspanen des Materials, sondern dessen Kontrolle. Seine Weichheit und hohe Wärmeausdehnung führen dazu, dass unsachgemäße Werkzeuge, Geschwindigkeiten oder Klemmdrücke das Teil leicht verformen und zu ungenauen Löchern führen.

Warum das Bohren von PTFE eine einzigartige Herausforderung darstellt
Um ein Material effektiv bearbeiten zu können, muss man zunächst seine Beschaffenheit verstehen. Die definierenden Eigenschaften von PTFE – die in seiner Endanwendung vorteilhaft sind – stellen während der Fertigung besondere Herausforderungen dar.
Die Kerneigenschaften des Materials verstehen
PTFE ist bekanntermaßen weich, rutschig und chemisch inert. Es weist außerdem einen extrem hohen Wärmeausdehnungskoeffizienten auf, was bedeutet, dass es sich bei Temperaturänderungen erheblich ausdehnt und zusammenzieht.
Diese Kombination bedeutet, dass das Material dem Schneidwerkzeug wenig Widerstand bietet, aber sehr anfällig für Verformungen durch mechanischen Druck und Hitze ist.
Das Risiko der Wärmeerzeugung
Die Reibung eines Bohrers erzeugt Wärme. Aufgrund des niedrigen Schmelzpunkts und der schlechten Wärmeleitfähigkeit von PTFE konzentriert sich diese Wärme am Schneidpunkt, anstatt sich im Material abzuleiten.
Schon eine geringe Temperaturerhöhung führt dazu, dass sich das Material ausdehnt, wodurch das gebohrte Loch kleiner wird als der Bohrer selbst. Anhaltende Hitze führt dazu, dass es schmilzt und „verschmiert“, anstatt sauber zu schneiden.
Verformung unter Druck
Die Weichheit von PTFE und seine Neigung zum „Kriechen“ (Verformung unter konstanter Last über die Zeit) erschweren die Werkstückspannung.
Wenn Sie ein Stück PTFE in einem Schraubstock zu fest einspannen, komprimieren Sie es. Nachdem Sie ein Loch gebohrt und den Druck gelöst haben, entspannt sich das Material und die Abmessungen des Lochs sind nicht mehr präzise.
Die richtigen Werkzeuge und Techniken für Präzision
Ein präzises Loch in PTFE zu erzielen, hängt vollständig von der Verwendung der richtigen Werkzeuge und einem disziplinierten Prozess ab, der Hitze und Druck minimiert.
Bohrerauswahl und Geometrie
Der wichtigste Faktor ist das Werkzeug. Verwenden Sie Hochgeschwindigkeitsstahl (HSS) Bohrer, die extrem scharf sind. Eine polierte, scharfe Schneide schneidet sauber durch das Material.
Ein stumpfer Bohrer drückt und reißt das Material, was übermäßige Reibung und Hitze erzeugt, die Hauptursache für Fehlschläge.
Moderate Geschwindigkeiten und Vorschübe
Widerstehen Sie der Versuchung, hohe Drehzahlen (U/min) zu verwenden. Moderate Schnittgeschwindigkeiten sind unerlässlich, um die Wärmeerzeugung zu minimieren.
Das Ziel ist es, einen kontinuierlichen Span zu erzeugen, was darauf hinweist, dass das Material ordnungsgemäß abgeschert wird. Wenn das Material gummiartig wird oder auf dem Bohrer schmilzt, ist Ihre Geschwindigkeit zu hoch.
Spannen und Werkstückaufnahme
Sichern Sie das Werkstück mit gerade genug Kraft, um es ruhig zu halten. Der Klemmdruck sollte, wenn möglich, über eine große Fläche verteilt werden, um lokale Kompressionspunkte zu vermeiden.
Ziehen Sie eine Spannvorrichtung niemals zu fest an, da dies garantiert zu Maßungenauigkeiten führt, sobald das Teil gelöst wird.
Ausrichtung und Spanabfuhr
Der Bohrer muss perfekt senkrecht zur Werkstückoberfläche stehen. Die Weichheit von PTFE ermöglicht es einem Bohrer, leicht abzudriften oder von der Mitte abzuweichen, wenn er nicht richtig ausgerichtet ist.
Stellen Sie sicher, dass die Späne beim Bohren aus dem Loch abgeführt werden. Ein Späneaufbau kann schmelzen und das Loch verunreinigen, was die Oberflächengüte und die Abmessungen ruiniert.
Verständnis der Kompromisse und häufigen Fallstricke
Die Konstruktion und Bearbeitung mit PTFE erfordert die Akzeptanz seiner inhärenten Einschränkungen. Das Verständnis dieser Kompromisse ist der Schlüssel zu einem erfolgreichen Ergebnis.
Die Herausforderung enger Toleranzen
Die hohe Wärmeausdehnung und die Kriechneigung von PTFE machen es zu einer schlechten Wahl für Anwendungen, die extrem enge Maßtoleranzen erfordern.
Ein Teil, das bei einer Temperatur gemessen wird, hat bei einer anderen Temperatur andere Abmessungen. Dies muss bereits in der Entwurfsphase berücksichtigt werden.
Maßänderungen nach dem Bohren
Selbst nach einem erfolgreichen Bohrvorgang kann sich das Teil verändern. Wenn das Werkstück auf Umgebungstemperatur abkühlt, wird das gebohrte Loch größer.
Für echte Präzision lassen Sie das Material thermisch stabilisieren, bevor Sie eine Endmessung vornehmen.
Vermeidung von Materialverschmierung
Das häufigste Versagen ist Verschmieren oder Schmelzen, was zu einem unsauberen, ungenauen Loch führt. Dies wird fast immer durch eine Kombination von zwei Faktoren verursacht: ein stumpfes Schneidwerkzeug und eine übermäßige Bohrergeschwindigkeit.
Die richtige Wahl für Ihr Ziel treffen
Indem Sie Ihren Ansatz auf Ihr Hauptziel zuschneiden, können Sie die Herausforderungen bei der Arbeit mit PTFE mindern.
- Wenn Ihr Hauptaugenmerk auf Maßgenauigkeit liegt: Priorisieren Sie extrem scharfe HSS-Werkzeuge, verwenden Sie moderate Geschwindigkeiten und lassen Sie das Material vor der Endmessung bei Raumtemperatur stabilisieren.
- Wenn Ihr Hauptaugenmerk darauf liegt, Materialversagen zu vermeiden: Konzentrieren Sie sich darauf, die Wärmeerzeugung durch die richtige Bohrergeschwindigkeit zu minimieren und sicherzustellen, dass die Späne effektiv abgeführt werden, um ein Schmelzen zu verhindern.
- Wenn Sie das Teil entwerfen: Berücksichtigen Sie die Eigenschaften von PTFE, indem Sie, wann immer möglich, für lockerere Toleranzen konstruieren, um seiner inhärenten Wärmeausdehnung und Kriechneigung Rechnung zu tragen.
Indem Sie die einzigartigen Eigenschaften von PTFE respektieren, anstatt gegen sie anzukämpfen, können Sie konsistent saubere und präzise Ergebnisse erzielen.
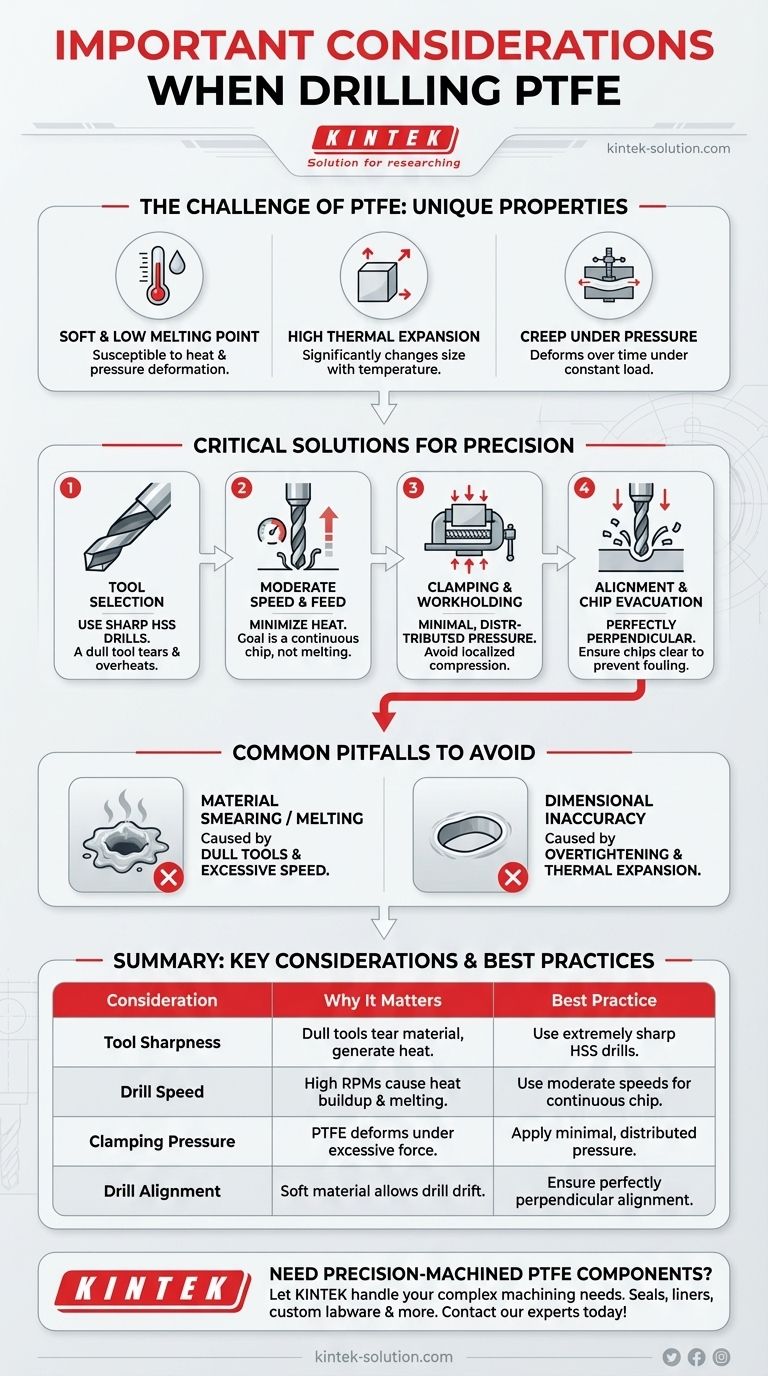
Zusammenfassungstabelle:
| Wichtige Überlegung | Warum es wichtig ist | Beste Vorgehensweise |
|---|---|---|
| Werkzeugschärfe | Stumpfe Werkzeuge reißen das Material und erzeugen übermäßige Hitze. | Verwenden Sie extrem scharfe Bohrer aus Hochgeschwindigkeitsstahl (HSS). |
| Bohrergeschwindigkeit | Hohe Drehzahlen führen zu Hitzeentwicklung und Schmelzen. | Verwenden Sie moderate Geschwindigkeiten, um einen kontinuierlichen Span zu erzeugen. |
| Klemmdruck | PTFE verformt sich unter übermäßiger Kraft, was die Maße ruiniert. | Wenden Sie minimalen, verteilten Druck an, um das Werkstück zu halten. |
| Bohrausrichtung | Das weiche Material ermöglicht es dem Bohrer, von der Mitte abzuweichen. | Stellen Sie sicher, dass der Bohrer perfekt senkrecht zum Werkstück steht. |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten?
Das Bohren von PTFE ist nur ein Schritt bei der Herstellung von Hochleistungskomponenten. Bei KINTEK sind wir auf die Herstellung präziser PTFE-Teile wie Dichtungen, Auskleidungen und kundenspezifisches Laborgerät spezialisiert. Unsere Expertise stellt sicher, dass Ihre Komponenten von Anfang an korrekt gefertigt werden, wodurch die Fallstricke von Hitzeverformung und Maßungenauigkeit vermieden werden.
Wir bedienen die Sektoren Halbleiter, Medizin, Labor und Industrie mit kundenspezifischen Fertigungen von Prototypen bis hin zu Großserienaufträgen.
Überlassen Sie uns die komplexe Bearbeitung – Kontaktieren Sie noch heute unsere Experten, um Ihre Projektanforderungen zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- PTFE-Druckausgleichs-Scheidetrichter mit Tropfeinrichtung, korrosionsbeständig, Laborgerät mit niedrigem Untergrund für die Spurenanalyse
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Kundenspezifisches Polytetrafluorethylen PTFE Konstantdruck-Tropftrichter Korrosionsbeständige Flüssigkeitssteuerungsbaugruppe mit Kompatibilität für Adapterstopfen
- PTFE-Hahn mit hoher Korrosionsbeständigkeit und Polytetrafluoroethylen-Ventil für Chemikalienlagertanks und Fluidtransfersysteme – anpassbar, industrielle Qualität
- Hochreiner kundenspezifischer massiver PTFE-Probennehmer für Laborextraktion und chemische Analyse – Polytetrafluorethylen-Probensonde mit anpassbarer Länge
Andere fragen auch
- Was sind die Unterschiede in der chemischen Beständigkeit zwischen PTFE- und Silikonsepten? Gewährleistung der Probenintegrität
- Was sind die Temperaturbeschränkungen von PTFE/Silikon-Septen? Schlüsselfaktoren für die analytische Integrität
- Welche Vorsichtsmaßnahmen sollten beim Bohren von PTFE getroffen werden? Erzielen Sie jedes Mal saubere, präzise Löcher
- Wie verhalten sich die Kosten von PTFE- und Silikonsepten zueinander? Verstehen Sie den Wert jenseits des Preises
- Was ist die Dispersionsmethode zur Herstellung von PTFE und welche Produkte entstehen dabei? Ideal für dünne Beschichtungen und Folien



















