Kurz gesagt, PTFE-ausgekleidete Ventile sind ein Eckpfeiler moderner industrieller Sicherheit und Reinheit. Sie werden vorwiegend in der chemischen Verfahrenstechnik, der Pharmazie, der Lebensmittel- und Getränkeindustrie, der Wasseraufbereitung und der Halbleiterfertigung eingesetzt. Diese Sektoren sind auf sie angewiesen, um hochkorrosive, toxische oder ultrareine Medien ohne Risiko von Korrosion, Systemausfall oder Produktkontamination zu handhaben.
Der Hauptgrund für die universelle Einführung von PTFE-ausgekleideten Ventilen in diesen Industrien liegt nicht nur im Ventil selbst, sondern in dem, was die PTFE-Auskleidung bietet: eine nahezu universelle Barriere gegen chemische Angriffe, die sowohl die Integrität der Ausrüstung als auch die Reinheit der hindurchfließenden Substanz gewährleistet.

Warum diese Industrien auf PTFE-Auskleidungen vertrauen
Die Wahl eines PTFE-ausgekleideten Ventils ist eine strategische Entscheidung, die auf dem Management von Betriebsrisiken und der Aufrechterhaltung der Produktqualität beruht. Die einzigartigen Eigenschaften von Polytetrafluorethylen (PTFE) adressieren direkt die größten Herausforderungen in diesen anspruchsvollen Umgebungen.
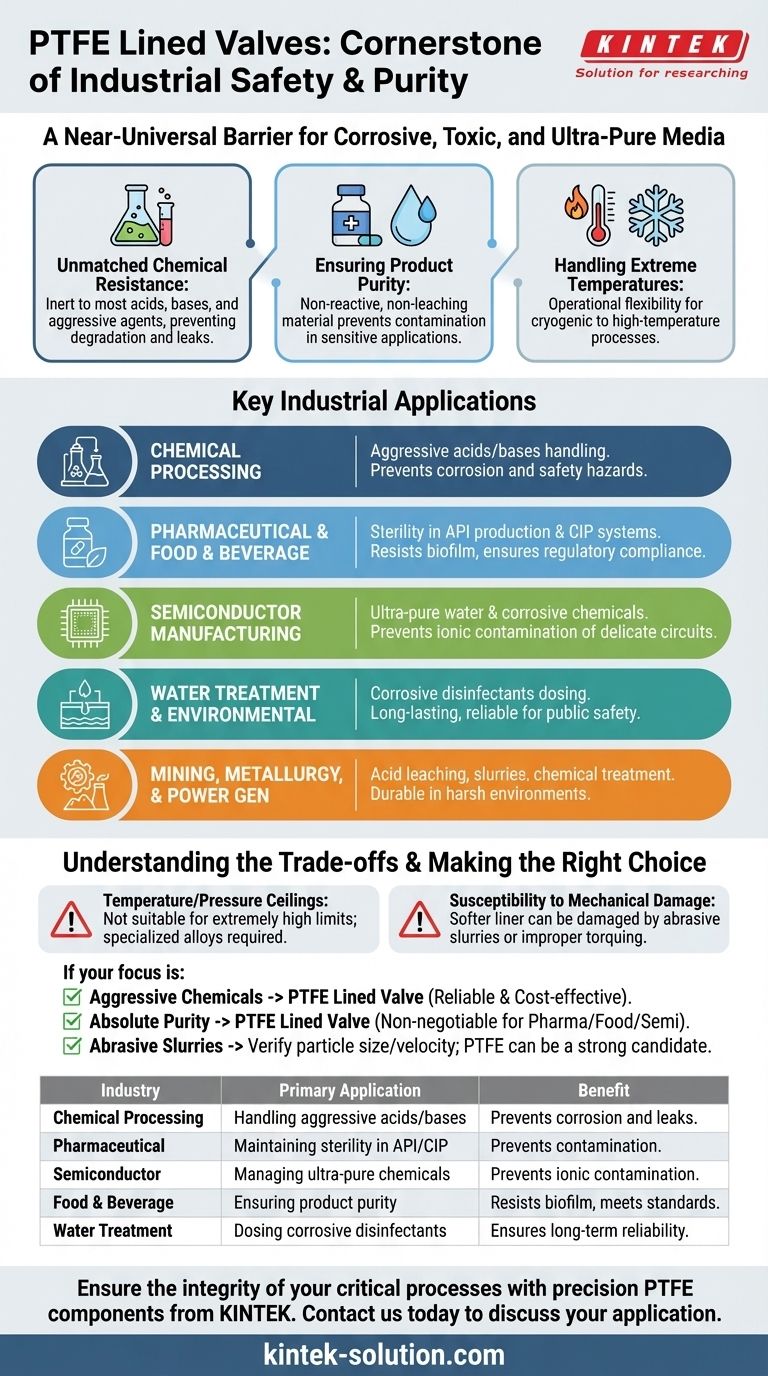
Unübertroffene chemische Beständigkeit
PTFE ist ein Fluorpolymer mit außergewöhnlicher chemischer Inertheit. Es wird von den meisten bekannten Chemikalien, Säuren und Laugen praktisch nicht beeinflusst, was es zum idealen Material für den Umgang mit aggressiven und korrosiven Medien macht.
Diese Beständigkeit verhindert die Zersetzung des Metallkörpers des Ventils, was sonst zu Leckagen, kostspieligen Ausfallzeiten und erheblichen Sicherheitsrisiken führen würde.
Gewährleistung der Produktreinheit
In Branchen wie der Pharmazie, der Lebensmittelproduktion und der Halbleiterfertigung kann selbst mikroskopische Kontamination eine ganze Charge ruinieren.
Da PTFE ein hochstabiles und nicht reaktives Material ist, laugt es keine Partikel aus und gibt sie auch nicht an das Medium ab. Dies stellt sicher, dass die Flüssigkeit rein bleibt und strenge Qualitätsstandards erfüllt, wie sie beispielsweise für pharmazeutische Wirkstoffe (APIs) oder ultrareine Wassersysteme gelten.
Handhabung extremer Temperaturen
PTFE-ausgekleidete Ventile können über einen weiten Temperaturbereich betrieben werden und sowohl kryogene Flüssigkeiten als auch Hochtemperaturprozesse erfolgreich bewältigen.
Diese thermische Stabilität bietet betriebliche Flexibilität und ermöglicht die Standardisierung eines Ventiltyps über verschiedene Stufen einer Produktionslinie hinweg, die Heiz- oder Kühlzyklen beinhalten können.
Ein genauerer Blick auf die wichtigsten industriellen Anwendungen
Obwohl die Prinzipien universell sind, verdeutlicht die spezifische Anwendung von PTFE-ausgekleideten Ventilen ihre Bedeutung in verschiedenen Sektoren.
Chemische und petrochemische Verfahrenstechnik
Dies ist das Hauptanwendungsgebiet für PTFE-ausgekleidete Ventile. Sie werden in Reaktoren, Mischbehältern und Transferleitungen für aggressive Substanzen wie Schwefelsäure, Chlor und andere ätzende Mittel eingesetzt.
Die Zuverlässigkeit der Ventile ist entscheidend für die Aufrechterhaltung der Prozesssicherheit und die Verhinderung von Umweltereignissen.
Pharmazie und Lebensmittel & Getränke
In diesen stark regulierten Branchen liegt der Fokus auf der Vermeidung von Kontaminationen. PTFE-ausgekleidete Ventile sind unerlässlich in Clean-in-Place (CIP)-Systemen, der API-Produktion und der Handhabung empfindlicher Inhaltsstoffe.
Ihre glatte, antihaftbeschichtete Oberfläche widersteht der Biofilmbildung und gewährleistet, dass die Prozesse steril bleiben und den regulatorischen Standards entsprechen.
Halbleiterfertigung
Die Herstellung von Mikrochips erfordert ultrareines Wasser und hochkorrosive Chemikalien zum Ätzen von Wafern.
PTFE-ausgekleidete Komponenten sind zwingend erforderlich, um ionische Kontaminationen zu verhindern, die die empfindlichen elektronischen Schaltkreise zerstören würden. Sie schützen sowohl das Produkt als auch die hochentwickelte Fertigungsanlage.
Wasseraufbereitung und Umweltschutz
Kommunale und industrielle Wasseraufbereitungsanlagen verarbeiten eine Vielzahl korrosiver Chemikalien zur Desinfektion und pH-Regulierung, wie Chlor und Natriumhydroxid.
PTFE-ausgekleidete Ventile bieten eine langlebige, zuverlässige Lösung für den Umgang mit diesen Chemikalien und gewährleisten die Sicherheit und Effizienz von Systemen für die öffentliche und gesundheitliche Versorgung.
Bergbau, Metallurgie und Energieerzeugung
Diese Schwerindustrien beinhalten oft Säurelaugung, Schlämme und chemische Behandlungsprozesse. PTFE-ausgekleidete Ventile werden in Anwendungen wie Säurerückgewinnungssystemen und Galvanik eingesetzt, wo korrosive Mischungen üblich sind.
Ihre Haltbarkeit in diesen rauen Umgebungen macht sie zu einer kosteneffizienten Wahl im Vergleich zu teureren exotischen Legierungen.
Abwägungen verstehen
Obwohl sie äußerst effektiv sind, sind PTFE-ausgekleidete Ventile keine universelle Lösung. Eine objektive Bewertung erfordert das Verständnis ihrer Grenzen.
Temperatur- und Druckgrenzen
Obwohl PTFE einen weiten Betriebstemperaturbereich aufweist, hat es klare Grenzen. Es ist nicht für extrem hohe Temperatur- oder Hochdruckanwendungen geeignet, für die spezialisierte Metalllegierungen erforderlich wären. Das Überschreiten dieser Grenzwerte kann zum Versagen der Auskleidung führen.
Anfälligkeit für mechanische Beschädigungen
Die PTFE-Auskleidung ist zwar chemisch robust, aber mechanisch weicher als Metall. Sie kann durch stark abrasive Schlämme mit scharfen Partikeln oder durch unsachgemäße Installation und Wartung, wie z. B. übermäßiges Anziehen von Schrauben, beschädigt werden.
Dies kann zur Delaminierung oder zum Reißen der Auskleidung führen und die Integrität des Ventils beeinträchtigen.
Die richtige Wahl für Ihre Anwendung treffen
Die Auswahl des richtigen Ventils hängt davon ab, die Stärken des Materials mit Ihrem primären betrieblichen Ziel abzugleichen.
- Wenn Ihr Hauptaugenmerk auf dem Umgang mit hochaggressiven Chemikalien liegt: Ein PTFE-ausgekleidetes Ventil ist fast immer die zuverlässigste und kostengünstigste Wahl, um langfristige Sicherheit zu gewährleisten und Korrosion zu verhindern.
- Wenn Ihr Hauptaugenmerk auf der Aufrechterhaltung absoluter Produktreinheit liegt: Die nicht reaktive, nicht auslaugende Oberfläche von PTFE ist für pharmazeutische, Halbleiter- oder lebensmitteltaugliche Anwendungen nicht verhandelbar.
- Wenn Ihr Hauptaugenmerk auf dem Umgang mit abrasiven Schlämmen mit korrosiven Elementen liegt: Ein PTFE-ausgekleidetes Ventil ist ein starker Kandidat, aber Sie müssen überprüfen, ob Partikelgröße und -geschwindigkeit die Auskleidung nicht mechanisch beschädigen.
Letztendlich ist die Spezifikation eines PTFE-ausgekleideten Ventils eine strategische Investition in die Sicherheit, Reinheit und langfristige Zuverlässigkeit Ihrer kritischen Fluidhandhabungssysteme.
Zusammenfassungstabelle:
| Industrie | Hauptanwendung & Nutzen |
|---|---|
| Chemische Verfahrenstechnik | Handhabung aggressiver Säuren/Laugen; verhindert Korrosion und Leckagen. |
| Pharmazie | Aufrechterhaltung der Sterilität bei der API-Produktion und in CIP-Systemen; verhindert Kontamination. |
| Halbleiter | Handhabung ultrareiner Chemikalien; verhindert ionische Kontamination von Wafern. |
| Lebensmittel & Getränke | Gewährleistung der Produktreinheit; widersteht Biofilmbildung und erfüllt regulatorische Standards. |
| Wasseraufbereitung | Dosierung korrosiver Desinfektionsmittel; gewährleistet langfristige Zuverlässigkeit und Sicherheit. |
Sichern Sie die Integrität Ihrer kritischen Prozesse mit präzisen PTFE-Komponenten von KINTEK.
Ob Sie in der Halbleiter-, Medizin-, Labor- oder Industriebranche tätig sind, unsere kundenspezifisch gefertigten PTFE-Dichtungen, Auskleidungen, Laborgeräte und Ventile sind für den Umgang mit Ihren aggressivsten und reinsten Medien konzipiert. Von ersten Prototypen bis zur Großserienproduktion legen wir Wert auf Präzisionsfertigung, um Lösungen zu liefern, die Ihre Ausrüstung und Ihr Produkt schützen.
Kontaktieren Sie KINTEK noch heute, um Ihre spezifischen Anwendungsanforderungen zu besprechen und ein Angebot zu erhalten.
Visuelle Anleitung
Ähnliche Produkte
- PTFE-ausgekleideter Hochdruckaufschlussbehälter 50ml Hochtemperatur-Hydrothermal-Synthesetank
- PTFE-Hahn mit hoher Korrosionsbeständigkeit und Polytetrafluoroethylen-Ventil für Chemikalienlagertanks und Fluidtransfersysteme – anpassbar, industrielle Qualität
- Hochreiner PTFE-Hahn Korrosionsbeständiger Polytetrafluorethylen-Fassventil Anpassbar für Labor-Chemieförderung
- Korrosionsbeständiges PTFE-Polytetrafluorethylen-Ventil und anpassbares Labor-Fluid-Spende-Armatur für den Umgang mit aggressiven Chemikalien in industriellen Lagertanks und Kunststofffässern
- Maßgefertigtes PTFE-Ventil 2-Wege 3-Wege Korrosionsbeständig Niedriger Hintergrund Reines Fluoropolymer Industrielle Fluidsteuerung
Andere fragen auch
- Warum sind mit Fluorkunststoff ausgekleidete Hochdruck-Aufschlussgefäße für die Ir/CMK-3-Synthese erforderlich? Entscheidend für die chemische Reinheit
- Warum gilt PTFE als ideales Material für Probenaufschlussgefäße im Vergleich zu Glas oder Quarz? Unübertroffene Säurebeständigkeit
- Warum ist ein PTFE-Auskleidung für die hydrothermale Synthese von ZnSe unverzichtbar? Erreichen Sie hohe Reinheit & gleichmäßige Nanopartikel
- Welchem Zweck dient das Plazieren eines Glassubstrats in einem hydrothermalen Synthesegefäß zur Herstellung von SnO₂/Nanocellulose?
- Rolle von Hochdruck-Digestionsbehältern in der Perowskit-Synthese: Erreichen Sie überlegene Stabilität und latente Wärme



















