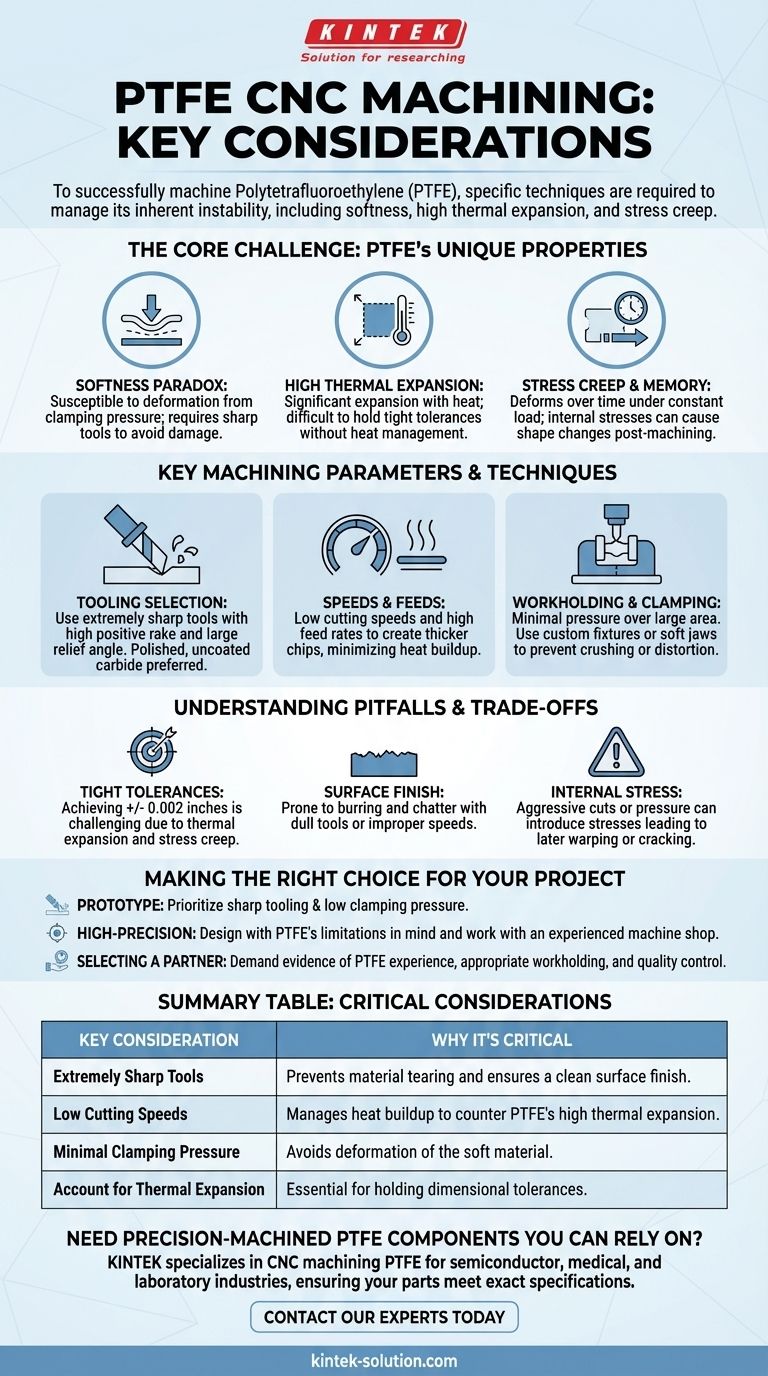
Um Polytetrafluorethylen (PTFE) erfolgreich zu bearbeiten, müssen Sie extrem scharfe Werkzeuge verwenden, niedrige Schnittgeschwindigkeiten handhaben, um Hitzeentwicklung zu vermeiden, minimalen Klemmdruck anwenden, um Verformungen vorzubeugen, und die hohe Wärmeausdehnungsrate des Materials akribisch berücksichtigen. Diese Überlegungen sind nicht nur Best Practices, sondern grundlegende Anforderungen, um bei diesem einzigartigen Material irgendein Maß an Maßhaltigkeit zu erreichen.
Die zentrale Herausforderung bei der CNC-Bearbeitung von PTFE ist nicht seine Weichheit, die das Zerspanen erleichtert, sondern seine inhärente Instabilität. Der Erfolg hängt vollständig von Techniken ab, die seiner Neigung Rechnung tragen, sich unter Druck zu verformen, sich bei Hitze auszudehnen und mit der Zeit zu kriechen, anstatt zu versuchen, es in einen starren Bearbeitungsprozess zu zwingen.

Die Kernherausforderung: Die einzigartigen Eigenschaften von PTFE
Das Verständnis dafür, warum PTFE eine so spezifische Handhabung erfordert, ist der erste Schritt zur Beherrschung. Die Hauptvorteile des Materials – geringe Reibung, chemische Inertheit – sind direkt mit den Eigenschaften verbunden, die seine präzise Bearbeitung erschweren.
Das Paradoxon der Weichheit
PTFE hat eine geringe Rockwell-Härte, was es außergewöhnlich einfach zu schneiden macht. Dieselbe Weichheit bedeutet jedoch, dass es sehr anfällig für Verformungen durch Klemmdruck ist und durch stumpfe oder abgebrochene Schneidwerkzeuge leicht beschädigt werden kann, was zu einer schlechten Oberflächengüte führt.
Hohe Wärmeausdehnung
PTFE weist unter den Polymeren einen der höchsten Wärmeausdehnungskoeffizienten auf. Schon eine geringe Temperaturerhöhung durch den Schneidprozess kann dazu führen, dass sich das Material erheblich ausdehnt, was es ohne sorgfältiges Wärmemanagement nahezu unmöglich macht, enge Toleranzen einzuhalten.
Spannungskriechen und Gedächtnis
Dieses Material neigt zu Spannungskriechen, was bedeutet, dass es sich im Laufe der Zeit unter konstanter Last (wie durch eine Klemme oder eine Presspassung) langsam verformt. Es besitzt auch ein „Gedächtnis“, bei dem innere Spannungen, die während der Bearbeitung induziert wurden, dazu führen können, dass sich das Teil Stunden oder sogar Tage später verformt.
Wichtige Bearbeitungsparameter und Techniken
Um diesen Materialeigenschaften entgegenzuwirken, ist ein spezifischer Satz von Betriebsparametern erforderlich. Diese sind für ein qualitativ hochwertiges Ergebnis nicht verhandelbar.
Werkzeugauswahl
Der wichtigste Einzelfaktor ist die Schärfe des Schneidwerkzeugs. Werkzeuge sollten einen hohen positiven Spanwinkel und einen großen Freiwinkel aufweisen. Polierte, unbeschichtete Hartmetallwerkzeuge werden oft bevorzugt, da sie weniger Reibung und Hitze erzeugen.
Geschwindigkeiten und Vorschübe
Zur Steuerung der Wärmeausdehnung werden im Allgemeinen niedrige Schnittgeschwindigkeiten und hohe Vorschubraten empfohlen. Dieser Ansatz erzeugt einen dickeren Span, der die Wärme vom Werkstück wegführt und so die Temperaturerhöhung im Teil selbst minimiert.
Werkstückspannung und Klemmung
Standard-Maschinenschraubstöcke zerquetschen oder verziehen PTFE leicht. Verwenden Sie minimalen Klemmdruck, der sich über eine große Oberfläche verteilt. Kundenspezifische Vorrichtungen oder weiche Backen sind oft notwendig, um das Teil sicher zu halten, ohne Spannungen oder Verzug einzubringen.
Verständnis der Fallstricke und Kompromisse
Die Bearbeitung von PTFE beinhaltet die Akzeptanz bestimmter Einschränkungen. Das Material über seine Grenzen hinaus zu treiben, ist eine häufige Fehlerquelle.
Die Schwierigkeit enger Toleranzen
Das Erreichen von Toleranzen, die enger als +/- 0,002 Zoll sind, ist extrem schwierig und erfordert einen erfahrenen Maschinenbauer. Die Kombination aus Wärmeausdehnung und Spannungskriechen bedeutet, dass das Endmaß des Teils von seinem Maß unmittelbar nach dem Schneiden abweichen kann.
Herausforderungen bei der Oberflächengüte
Obwohl PTFE leicht zu schneiden ist, neigt es zu Gratbildung und Rattern. Eine schlechte Oberfläche ist oft ein Zeichen für ein stumpfes Werkzeug, übermäßige Hitze oder unangemessene Geschwindigkeiten und Vorschübe. Nachbearbeitungstechniken wie Kugelstrahlen oder Mikropolieren können für kritische Oberflächen erforderlich sein.
Risiko innerer Spannungen
Aggressive Schnitte, übermäßiger Klemmdruck oder stumpfe Werkzeuge können innere Spannungen in das Teil einbringen. Diese Spannung kann dazu führen, dass sich die Komponente lange nach Abschluss der Bearbeitung verzieht oder reißt, was zu einem vorzeitigen Ausfall führt.
Die richtige Wahl für Ihr Projekt treffen
Ihr Ansatz sollte von den spezifischen Anforderungen Ihrer Komponente bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf einem Prototyp oder einem nicht kritischen Teil liegt: Priorisieren Sie die Grundlagen scharfer Werkzeuge und geringen Klemmdrucks, da dies die häufigsten Fehler verhindert.
- Wenn Ihr Hauptaugenmerk auf einer hochpräzisen Komponente liegt: Sie müssen das Teil unter Berücksichtigung der Einschränkungen von PTFE konstruieren und mit einem Maschinenbauunternehmen zusammenarbeiten, das nachweisbare Erfahrung mit diesem spezifischen Material hat.
- Wenn Ihr Hauptaugenmerk auf der Auswahl eines Fertigungspartners liegt: Fordern Sie Nachweise über dessen Erfahrung mit PTFE, bestätigen Sie, dass es über geeignete Werkstückspannvorrichtungen verfügt, und fragen Sie nach deren Qualitätskontrollprozess zur Bewältigung der Wärmeausdehnung.
Letztendlich ist die erfolgreiche PTFE-Bearbeitung eine Frage des Respekts vor der inhärenten Natur des Materials, anstatt dagegen anzukämpfen.
Zusammenfassungstabelle:
| Wichtige Überlegung | Warum es entscheidend ist |
|---|---|
| Extrem scharfe Werkzeuge | Verhindert Materialrisse und gewährleistet eine saubere Oberflächengüte. |
| Niedrige Schnittgeschwindigkeiten | Kontrolliert die Hitzeentwicklung, um der hohen Wärmeausdehnung von PTFE entgegenzuwirken. |
| Minimaler Klemmdruck | Vermeidet die Verformung des weichen Materials. |
| Berücksichtigung der Wärmeausdehnung | Unerlässlich für die Einhaltung der Maßtoleranzen. |
Benötigen Sie präzisionsgefertigte PTFE-Komponenten, auf die Sie sich verlassen können?
Bei KINTEK sind wir auf die CNC-Bearbeitung von PTFE für die Halbleiter-, Medizin- und Laborindustrie spezialisiert. Unsere Expertise im Umgang mit Materialeigenschaften wie Wärmeausdehnung und Spannungskriechen stellt sicher, dass Ihre Dichtungen, Auskleidungen und kundenspezifischen Laborartikel exakte Spezifikationen erfüllen, vom Prototyp bis zur Serienfertigung.
Kontaktieren Sie noch heute unsere Experten, um Ihr Projekt zu besprechen und ein Angebot zu erhalten.
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
- Benutzerdefinierte gefräste PTFE-kegelförmige Probenzelle, korrosionsbeständiger dreieckiger Fluorpolymer-Behälter für Spurenanalyse
- Hochtemperatur-PTFE-Reaktionssieb mit anpassbaren Schichten und präzisen Porengrößen für Proben-Trenngeräte mit Gewindeanschluss
- Anpassbare PTFE-Schaber und Schaufeln für anspruchsvolle Anwendungen
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
Andere fragen auch
- Welche Anwendungen hat PTFE in medizinischen und Laborgeräten? Entdecken Sie Biokompatibilität und chemische Beständigkeit
- Was sind die primären Herstellungsverfahren für PTFE-Laborgeräte? Experten-Einblicke in die Fluorkunststofftechnik
- Welche Arten von Fertigprodukten werden aus PTFE hergestellt? Dichtungen, Lager, Laborgeräte & mehr
- Was sind die mechanischen und sicherheitstechnischen Vorteile der Verwendung von PTFE-Geräten in einem Labor? Sicherheit & Haltbarkeit verbessern
- Was sind die primären chemischen Beständigkeitseigenschaften von PTFE-Laborgeräten? Unübertroffene Reinheit und Trägheit



















