Um Teflon (PTFE) erfolgreich zu fräsen, müssen Sie Ihre Strategie an seine einzigartig herausfordernden Eigenschaften anpassen. Der Erfolg hängt von der Verwendung außergewöhnlich scharfer Schneidwerkzeuge, der Kontrolle der Wärmeausdehnung und der Implementierung einer sicheren Werkstückspannung ab, um der weichen, rutschigen Beschaffenheit des Materials entgegenzuwirken. Diese Faktoren sind weitaus wichtiger als die erforderliche reine Schnittkraft.
Die zentrale Herausforderung beim Fräsen von Teflon besteht nicht darin, das Material zu schneiden, sondern es zu kontrollieren. Der Erfolg hängt weniger von roher Gewalt als vielmehr von der Finesse ab, mit der die Neigung des Materials, sich unter Druck zu verformen, sich bei Hitze auszudehnen und Schneidwerkzeuge zu verstopfen, beherrscht wird.

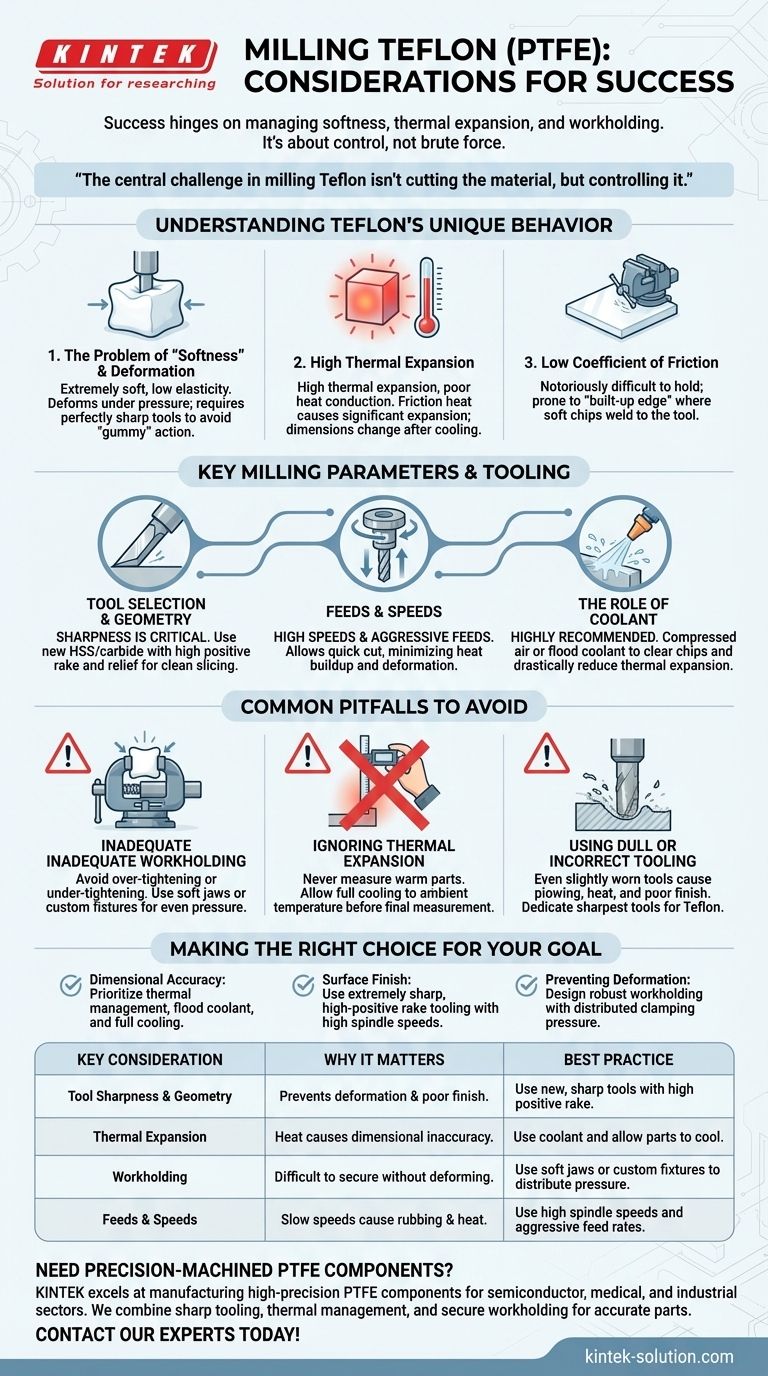
Das einzigartige Bearbeitungsverhalten von Teflon verstehen
Um Teflon effektiv bearbeiten zu können, müssen Sie zunächst die Ursachen seines schwierigen Verhaltens verstehen. Die Eigenschaften des Materials arbeiten gegen die konventionelle Bearbeitungsintuition.
Das Problem der „Weichheit“ und Verformung
Teflon ist ein extrem weiches Material mit einem geringen Elastizitätsmodul. Es neigt dazu, sich unter Werkzeugdruck wegzudrücken oder zu verformen, anstatt sauber abzuscheren.
Diese Ablenkung kann zu ungenauen Abmessungen und einem „gummiartigen“ Schneidverhalten führen, wenn das Werkzeug nicht absolut scharf ist.
Hohe Wärmeausdehnung
Teflon weist einen sehr hohen Wärmeausdehnungskoeffizienten auf und leitet Wärme schlecht. Die Reibung durch den Schneidprozess erzeugt lokale Hitze, die nicht leicht abgeführt werden kann.
Dies führt dazu, dass sich das Material während des Fräsens erheblich ausdehnt. Ein Teil, das im warmen Zustand perfekt den Spezifikationen entspricht, kann außerhalb der Spezifikation liegen, sobald es auf Umgebungstemperatur abgekühlt ist.
Geringer Reibungskoeffizient
Die charakteristische Rutschigkeit von Teflon birgt zwei unterschiedliche Probleme. Erstens macht es das Material notorisch schwierig, es sicher in einem Schraubstock oder einer Spannvorrichtung zu halten.
Zweitens kann diese Eigenschaft dazu führen, dass sich weiche, faserige Späne an das Schneidwerkzeug anhaften und anschweißen, ein Phänomen, das als Aufbauschneide bekannt ist und Oberflächengüte und Genauigkeit beeinträchtigt.
Wichtige Fräsparameter und Werkzeuge
Die Anpassung Ihrer Werkzeuge und Maschinenparameter ist unerlässlich, um den natürlichen Tendenzen von Teflon entgegenzuwirken und ein qualitativ hochwertiges Teil herzustellen.
Werkzeugauswahl und Geometrie
Die Schärfe ist der wichtigste Faktor. Verwenden Sie neue oder frisch geschliffene Fräser aus Hochgeschwindigkeitsstahl (HSS) oder Hartmetall.
Werkzeuge mit einem sehr hohen positiven Spanwinkel und signifikanter Freiwinkelgeometrie sind ideal. Diese Geometrie fördert eine saubere Schneidwirkung, was die Schnittkräfte und die Wärmeentwicklung minimiert.
Vorschübe und Geschwindigkeiten
Im Allgemeinen liefern hohe Schnittgeschwindigkeiten und aggressive Vorschubraten die besten Ergebnisse. Diese Strategie ermöglicht es dem Werkzeug, den Schnitt schnell zu beginnen und zu beenden, wodurch ein Span gebildet wird, bevor sich signifikante Hitze aufbauen und das Werkstück verformen kann.
Langsamen Geschwindigkeiten können zum Schleifen anstatt zum Schneiden führen, was überschüssige Wärme erzeugt und zu einer schlechten Oberflächengüte führt.
Die Rolle des Kühlmittels
Obwohl Teflon trocken bearbeitet werden kann, wird die Verwendung eines Kühlmittels dringend empfohlen. Ein stetiger Strom von Druckluft kann Späne effektiv entfernen und für etwas Kühlung sorgen.
Bei intensiveren Arbeiten ist ein Flutkühlmittel überlegen, da es die Wärmeausdehnung drastisch reduziert und verhindert, dass Späne am Werkzeug haften bleiben.
Häufige Fallstricke, die vermieden werden sollten
Viele gängige Bearbeitungspraktiken führen bei Teflon zu schlechten Ergebnissen. Die Kenntnis dieser Fallstricke ist entscheidend, um Ausschuss zu vermeiden.
Unzureichende Werkstückspannung
Klemmen Sie ein Stück Teflon nicht einfach in einen Standard-Schraubstock und erwarten Sie gute Ergebnisse. Zu festes Anziehen zerquetscht und verformt das Material, während zu lockeres Anziehen dazu führt, dass es sich während des Schnitts verschiebt oder vibriert.
Verwenden Sie weiche Backen oder kundenspezifische Spannvorrichtungen, die entwickelt wurden, um den Klemmdruck gleichmäßig zu verteilen, ohne das Teil zu beschädigen.
Ignorieren der Wärmeausdehnung
Nehmen Sie niemals eine endgültige Messung einer kritischen Abmessung unmittelbar nach einem Schnitt vor. Das Teil wird warm und ausgedehnt sein, was Ihnen eine falsche Messung liefert.
Lassen Sie das Werkstück immer abkühlen und auf Raumtemperatur normalisieren, bevor Sie endgültige Messungen durchführen oder Schlichtbearbeitungen vornehmen.
Verwendung stumpfer oder falscher Werkzeuge
Ein Werkzeug, das auch nur leicht abgenutzt ist, schneidet Teflon nicht sauber. Stattdessen pflügt es durch das Material, erzeugt immense Hitze, verursacht starke Gratebildung und hinterlässt eine schreckliche Oberflächengüte.
Reservieren Sie immer Ihre schärfsten Werkzeuge für Teflon und verwenden Sie kein Werkzeug, das zuvor Metalle geschnitten hat, ohne es vorher nachzuschleifen.
Die richtige Wahl für Ihr Ziel treffen
Ihr spezifischer Ansatz sollte auf das kritischste Ergebnis für Ihre Komponente zugeschnitten sein.
- Wenn Ihr Hauptaugenmerk auf der Maßgenauigkeit liegt: Priorisieren Sie das Wärmemanagement durch die Verwendung von Flutkühlmittel und lassen Sie das Teil vollständig abkühlen, bevor Sie Endmessungen vornehmen.
- Wenn Ihr Hauptaugenmerk auf der Oberflächengüte liegt: Verwenden Sie extrem scharfe Werkzeuge mit hohem positivem Spanwinkel und hohe Spindeldrehzahlen, um eine saubere Scherschnittwirkung zu gewährleisten, die Gratebildung minimiert.
- Wenn Ihr Hauptaugenmerk auf der Vermeidung von Teileverformung liegt: Entwickeln Sie eine robuste Spannlösung, die das Werkstück fest sichert, ohne es zu zerquetschen oder zu verziehen.
Indem Sie die einzigartigen Eigenschaften von Teflon respektieren, anstatt gegen sie anzukämpfen, können Sie präzise und reproduzierbare Ergebnisse erzielen.
Zusammenfassungstabelle:
| Wichtige Überlegung | Warum es wichtig ist | Beste Praxis |
|---|---|---|
| Werkzeugschärfe & Geometrie | Verhindert Materialverformung und schlechte Oberflächengüte. | Verwenden Sie neue, scharfe Werkzeuge mit hohem positivem Spanwinkel. |
| Wärmeausdehnung | Wärme durch die Bearbeitung führt zur Ausdehnung der Teile, was zu Maßungenauigkeit führt. | Kühlmittel verwenden und Teile vor Endmessungen abkühlen lassen. |
| Werkstückspannung | Die Rutschigkeit von Teflon macht es schwierig, es zu sichern, ohne es zu verformen. | Weiche Backen oder kundenspezifische Spannvorrichtungen verwenden, um den Druck gleichmäßig zu verteilen. |
| Vorschübe & Geschwindigkeiten | Langsame Geschwindigkeiten verursachen Reibung und Hitze; schnelle Geschwindigkeiten fördern sauberes Scheren. | Hohe Spindeldrehzahlen und aggressive Vorschubraten verwenden. |
Benötigen Sie präzisionsgefräste PTFE-Komponenten?
Das Fräsen von Teflon erfordert spezielle Fachkenntnisse, um seine einzigartigen Herausforderungen wie Weichheit und hohe Wärmeausdehnung zu meistern. KINTEK ist führend in der Herstellung hochpräziser PTFE-Komponenten – einschließlich Dichtungen, Auskleidungen und kundenspezifischem Laborbedarf – für die Halbleiter-, Medizin-, Labor- und Industriebranchen.
Wir kombinieren scharfe Werkzeuge, präzises Wärmemanagement und sichere Werkstückspannung, um maßhaltige Teile mit ausgezeichneten Oberflächengüten zu liefern, von Prototypen bis hin zu Großserienaufträgen.
Überlassen Sie uns die Komplexität der PTFE-Bearbeitung. Kontaktieren Sie noch heute unsere Experten, um Ihre Projektanforderungen zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Benutzerdefinierte PTFE-Kugelmahlmühle 50ml Korrosionsbeständig Niedriger Hintergrund Labormahlgefäß
- Hersteller von kundenspezifischen PTFE-Teilen für Teflonteile und PTFE-Pinzetten
- Kundenspezifisch bearbeitete geformte PTFE-Teflon-Teile Hersteller für Labor ITO FTO leitfähige Glasreinigung Blumenkorb
- PTFE-Dispersionsscheibe Lebensmittel- und Kosmetikklasse Nicht haftend Korrosionsbeständig Großes Rührpaddel Anpassbares Flügelrad
- Korrosionsbeständige PTFE-Dispersierscheibe und Hochtemperatur-Propeller-Rührpaddel für das chemische Mischen im Labor
Andere fragen auch
- Welche Größenbereiche sind für PTFE-Kugeln erhältlich? Ein Leitfaden von 1/8 Zoll bis 8 Zoll
- Wie hoch sind die Toleranzen für PTFE-Kugeln? Erreichen Sie Präzision in Ihrer Anwendung
- Warum werden PTFE-Kugeln für den Umgang mit ätzenden Chemikalien wie Salzsäure oder Schwefelsäure bevorzugt? Gewährleistung einer unübertroffenen chemischen Beständigkeit
- Was sind die allgemeinen Vorteile der Verwendung von PTFE-Kugeln in Fluidmanagementsystemen? Steigerung der Zuverlässigkeit & Effizienz
- Wie wirkt sich der niedrige Reibungskoeffizient von PTFE-Kugeln auf ihren Einsatz in Ventilen und Pumpen aus? Steigerung von Effizienz und Zuverlässigkeit



















