Um PTFE erfolgreich zu bearbeiten, müssen Sie Ihren Ansatz grundlegend von dem für Metalle verwendeten ändern. Erfolg erfordert außergewöhnlich scharfe Werkzeuge, hohe Vorschubgeschwindigkeiten zur Minimierung der Wärmeübertragung, extrem geringen Spanndruck zur Vermeidung von Verformungen und einen aggressiven Einsatz von Kühlmittel, um die signifikante Wärmeausdehnung des Materials zu kontrollieren.
Die zentrale Herausforderung bei der Bearbeitung von PTFE ist nicht das Schneiden selbst – das Material ist weich und lässt sich leicht schneiden. Die wahre Schwierigkeit liegt darin, die Reaktion des Materials auf Hitze und Druck zu kontrollieren, um die Maßhaltigkeit zu gewährleisten und eine saubere Oberfläche zu erzielen.

Die Kernherausforderung: Die einzigartigen Materialeigenschaften von PTFE
Bevor Sie die Maschineneinstellungen anpassen, müssen Sie verstehen, warum PTFE (Polytetrafluorethylen) sich so verhält, wie es sich verhält. Seine Eigenschaften erfordern eine einzigartige Strategie, die Finesse über Kraft stellt.
Hohe Wärmeausdehnung
PTFE weist unter den Kunststoffen einen der höchsten Wärmeausdehnungskoeffizienten auf. Schon eine geringe Wärmemenge, die während des Schneidens entsteht, führt zu einer signifikanten Ausdehnung des Teils.
Diese Ausdehnung ist der Hauptfeind enger Toleranzen. Ein Teil, das warm maßhaltig bearbeitet wurde, ist nach dem Abkühlen auf Raumtemperatur zu klein.
Geringe Wärmeleitfähigkeit
Erschwerend kommt hinzu, dass PTFE ein ausgezeichneter Wärmeisolator ist. Die an der Schneide eingebrachte Wärme verteilt sich nicht schnell im gesamten Material.
Stattdessen konzentriert sich die Wärme genau dort, wo Sie schneiden, was bei unsachgemäßer Handhabung zu lokaler Schmelze, klebrigen Spänen und einer schlechten Oberflächengüte führt.
Weichheit und Kriechverformung
PTFE ist ein außergewöhnlich weiches Material, das sich unter anhaltendem Druck verformt oder „kriecht“.
Standard-Spanndrücke, die für Metalle verwendet werden, komprimieren ein PTFE-Werkstück. Wenn das Teil aus der Vorrichtung gelöst wird, federt es zurück, was zu einem maßlich ungenauen Endprodukt führt.
Optimierung Ihrer Bearbeitungsparameter
Ihre Werkzeuge und Maschineneinstellungen müssen speziell ausgewählt werden, um den anspruchsvollen Eigenschaften von PTFE entgegenzuwirken. Ziel ist es immer, einen sauberen Span mit minimaler Wärmeeinbringung und Werkstückverformung zu erzeugen.
Werkzeugauswahl und Geometrie
Ihre Schneidwerkzeuge müssen makellos scharf sein. Eine geschliffene, polierte Schneide ist unerlässlich, um das Material sauber zu scheren, anstatt es zu pflügen.
Hartmetallwerkzeuge werden dringend empfohlen, da sie eine scharfe Schneide halten und die Reibungswärme minimieren können. Stellen Sie sicher, dass die Werkzeuge großzügige Freiwinkel und Seitenfreiwinkel aufweisen, um Reibung zu reduzieren.
Schnittgeschwindigkeiten
Moderate Schnittgeschwindigkeiten, typischerweise im Bereich von 200 bis 500 Oberflächenfuß pro Minute (SFPM), sind ein sicherer Ausgangspunkt.
Zu schnelles Arbeiten erzeugt übermäßige Hitze, während zu langsames Arbeiten dazu führen kann, dass das Werkzeug reibt, anstatt zu schneiden. Der Schlüssel liegt darin, den optimalen Punkt zu finden, der einen sauberen Span erzeugt, ohne das Teil zu überhitzen.
Vorschubgeschwindigkeiten
Im Allgemeinen werden hohe Vorschubgeschwindigkeiten bevorzugt, oft zwischen 0,002 und 0,010 Zoll pro Umdrehung.
Eine höhere Vorschubgeschwindigkeit bewegt die Schneide schnell durch das Material, wodurch die Zeit minimiert wird, in der Wärme auf das Werkstück übertragen werden kann. Für feine Schlichtschnitte müssen Sie möglicherweise die Vorschubgeschwindigkeit für eine bessere Kontrolle reduzieren.
Schnitttiefe
Verwenden Sie eine geringe Schnitttiefe. Eine Faustregel ist, ein Drittel des Werkzeugdurchmessers nicht zu überschreiten. Dies reduziert die Schnittkräfte und minimiert die Wärmeentwicklung bei jedem einzelnen Durchgang.
Kritische Prozesskontrollen
Wie Sie das Material vor und während des Schnitts handhaben, ist genauso wichtig wie die von Ihnen verwendeten Geschwindigkeiten und Vorschübe.
Aggressives Wärmemanagement
Der Einsatz eines Kühl- oder Schmiermittels ist für die meisten PTFE-Bearbeitungsvorgänge unerlässlich. Ein Flutkühlsystem ist äußerst effektiv, um Wärme am Schnittpunkt zu löschen und Späne wegzuspülen.
Dies ist die wirksamste Methode, um die Wärmeausdehnung zu kontrollieren und zu verhindern, dass das Material klebrig wird.
Spannen und Spanndruck
Wenden Sie den absolut minimalen Spanndruck an, der erforderlich ist, um das Werkstück sicher zu halten. Verwenden Sie Vorrichtungen mit großen Oberflächen, um die Spannkraft zu verteilen und eine Verformung des Teils zu vermeiden.
Übermäßiges Anziehen ist ein häufiger und kritischer Fehler, der Maßungenauigkeiten garantiert. Vermeiden Sie stets übermäßigen Druck und Vibrationen.
Spanabfuhr
Sorgen Sie für eine kontinuierliche und effektive Spanabfuhr. Heiße Späne, die auf der Oberfläche des Teils liegen bleiben, übertragen Wärme zurück in das Teil und untergraben Ihre Bemühungen, es kühl zu halten.
Häufige Fallstricke, die es zu vermeiden gilt
Das Verständnis der Risiken und häufigen Fehler ist entscheidend für einen konstanten Erfolg.
Der Mythos der „einfachen“ Bearbeitung
Obwohl PTFE weich ist und wenig Leistung zum Schneiden benötigt, ist es eines der schwierigeren Polymere, die mit engen Toleranzen bearbeitet werden können. Seine Eigenschaften machen es bei schlechter Technik unversöhnlich.
Das Risiko der Überhitzung
Wenn Sie eine schlechte, rissige Oberfläche sehen oder feststellen, dass Ihre Späne klebrig sind und am Werkzeug haften, erzeugt Ihr Prozess zu viel Wärme. Dies ist ein sofortiges Zeichen dafür, dass Sie Ihre Geschwindigkeit, Ihren Vorschub oder die Kühlmittelzufuhr anpassen müssen.
Gesundheits- und Sicherheitsvorkehrungen
Die Bearbeitung von PTFE kann feine Staubpartikel erzeugen. Es ist eine kritische Sicherheitspraxis, eine Maske zu tragen oder sicherzustellen, dass die Arbeit unter Kühlmittel durchgeführt wird, um das Einatmen dieses Staubs zu verhindern.
Die richtige Wahl für Ihr Ziel treffen
Ihr spezifischer Ansatz muss möglicherweise geringfügig angepasst werden, basierend auf dem Hauptziel Ihrer Komponente.
- Wenn Ihr Hauptaugenmerk auf engen Toleranzen (+/- 0,002") liegt: Priorisieren Sie vor allem die thermische Stabilität, indem Sie großzügig Flutkühlmittel verwenden und das Teil vor der Endmessung auf Raumtemperatur normalisieren lassen.
- Wenn Ihr Hauptaugenmerk auf einer überragenden Oberflächengüte liegt: Verwenden Sie brandneue oder frisch geschliffene Hartmetallwerkzeuge mit einer hochglanzpolierten Schneide und erwägen Sie einen langsameren, leichteren Schlichtdurchgang.
- Wenn Ihr Hauptaugenmerk auf der Produktionsgeschwindigkeit liegt: Maximieren Sie die Vorschubgeschwindigkeiten und stellen Sie sicher, dass Ihre Kühlmittel- und Spanabfuhrsysteme robust genug sind, um den Schneidbereich sauber und kühl zu halten.
Letztendlich kommt die Beherrschung der PTFE-Bearbeitung daher, seine einzigartigen Eigenschaften zu respektieren und Ihren Prozess so anzupassen, dass er mit dem Material und nicht gegen es arbeitet.
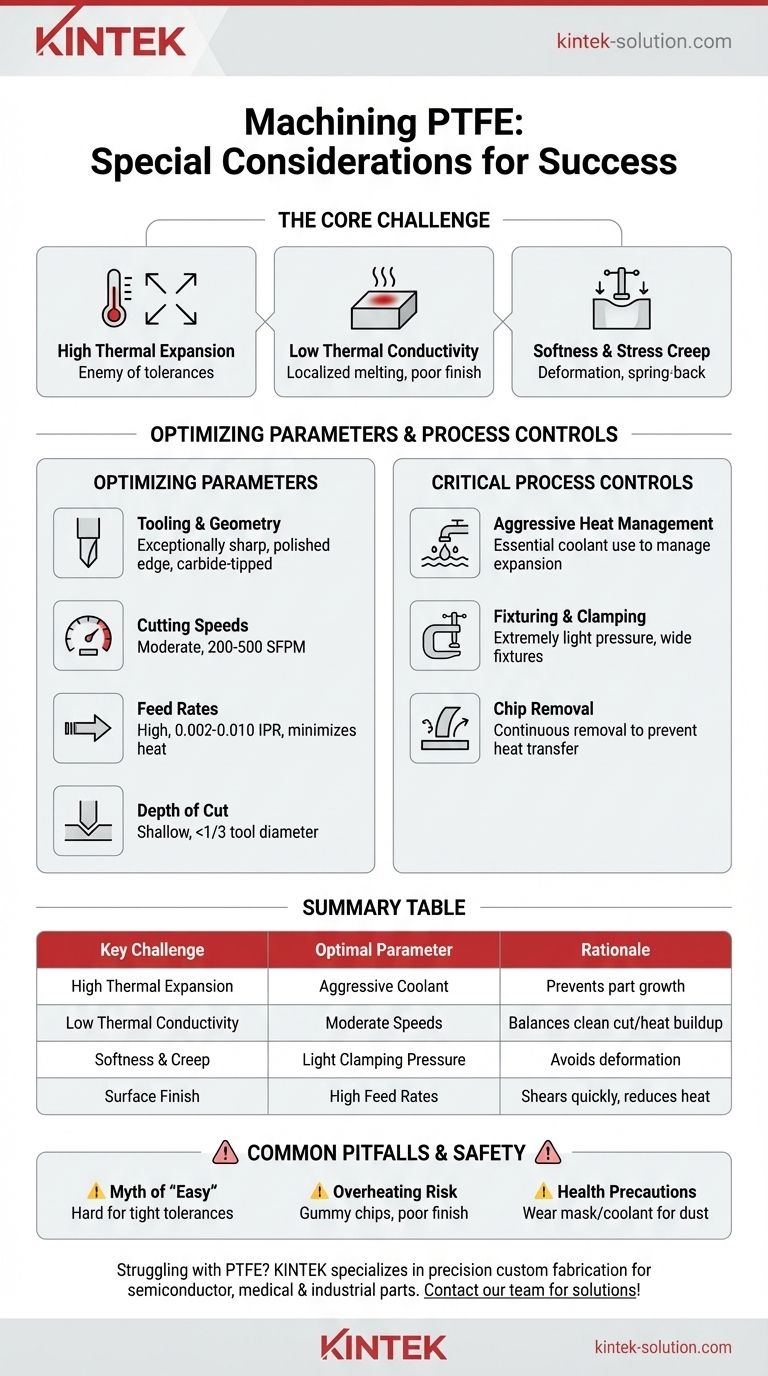
Zusammenfassungstabelle:
| Hauptproblem | Optimaler Parameter | Begründung |
|---|---|---|
| Hohe Wärmeausdehnung | Aggressives Kühlmittel | Verhindert Teilwachstum und gewährleistet Maßhaltigkeit nach dem Abkühlen. |
| Geringe Wärmeleitfähigkeit | Moderate Geschwindigkeiten (200-500 SFPM) | Gleicht sauberes Schneiden mit minimaler Wärmeentwicklung an der Werkzeugschneide aus. |
| Weichheit & Kriechen | Leichter Spanndruck | Vermeidet Teilverformung und Rückfederung für genaue Endmaße. |
| Oberflächengüte | Hohe Vorschubgeschwindigkeiten (0,002-0,010 IPR) | Schert Material schnell, reduziert Wärmeübertragung und Klebrigkeit. |
Haben Sie Probleme mit der Genauigkeit oder Oberflächengüte von PTFE-Teilen? KINTEK ist spezialisiert auf die Präzisionsbearbeitung von PTFE-Komponenten wie Dichtungen, Auskleidungen und Laborgeräten für Halbleiter-, Medizin- und Industrieanwendungen. Unser Fachwissen in der kundenspezifischen Fertigung – von Prototypen bis zu Großserien – stellt sicher, dass Ihre Teile enge Toleranzen und eine überragende Oberflächenqualität erfüllen. Kontaktieren Sie noch heute unser Team, um Ihr Projekt zu besprechen und unsere maßgeschneiderten Lösungen für zuverlässige, hochleistungsfähige PTFE-Teile zu nutzen!
Visuelle Anleitung
Ähnliche Produkte
- Hochreiner PTFE-Quadratmembranschneider und Filter-Aliquot-Vorrichtung für Spurenanalyse und Reinraum-Laboranwendungen
- Hochtemperatur-PTFE-Reaktionssieb mit anpassbaren Schichten und präzisen Porengrößen für Proben-Trenngeräte mit Gewindeanschluss
- Korrosionsbeständiger PTFE-Rührflügel und anpassbare Polytetrafluorethylen-Dispersionsscheibe
- Korrosionsbeständige PTFE-Dispersierscheibe und Hochtemperatur-Propeller-Rührpaddel für das chemische Mischen im Labor
- Kundenspezifische PTFE-Laborgeräte Korrosionsbeständige Reaktionszellen mit niedrigem Hintergrund Präzise CNC-Fertigung
Andere fragen auch
- Welche Arten von Schneidwerkzeugen werden für die Bearbeitung von PTFE empfohlen? Saubere Schnitte und enge Toleranzen erzielen
- Was sind die strukturellen Merkmale und Herstellungsprinzipien von Polytetrafluorethylen (PTFE)-Filtermembranen?
- Welche Leistungsvorteile bieten PTFE-Filtermembranen gegenüber Tiefenfiltern? Steigerung von Laborreinheit und Effizienz
- Was ist die chemische Zusammensetzung und Temperaturbeständigkeit von PTFE-Filtermembranen? Wesentliche Spezifikationen für Labore
- Wie beeinflusst die inhärente Hydrophobie von PTFE-Filtermembranen die Flüssig-Gas-Trennung? Leistung optimieren



















