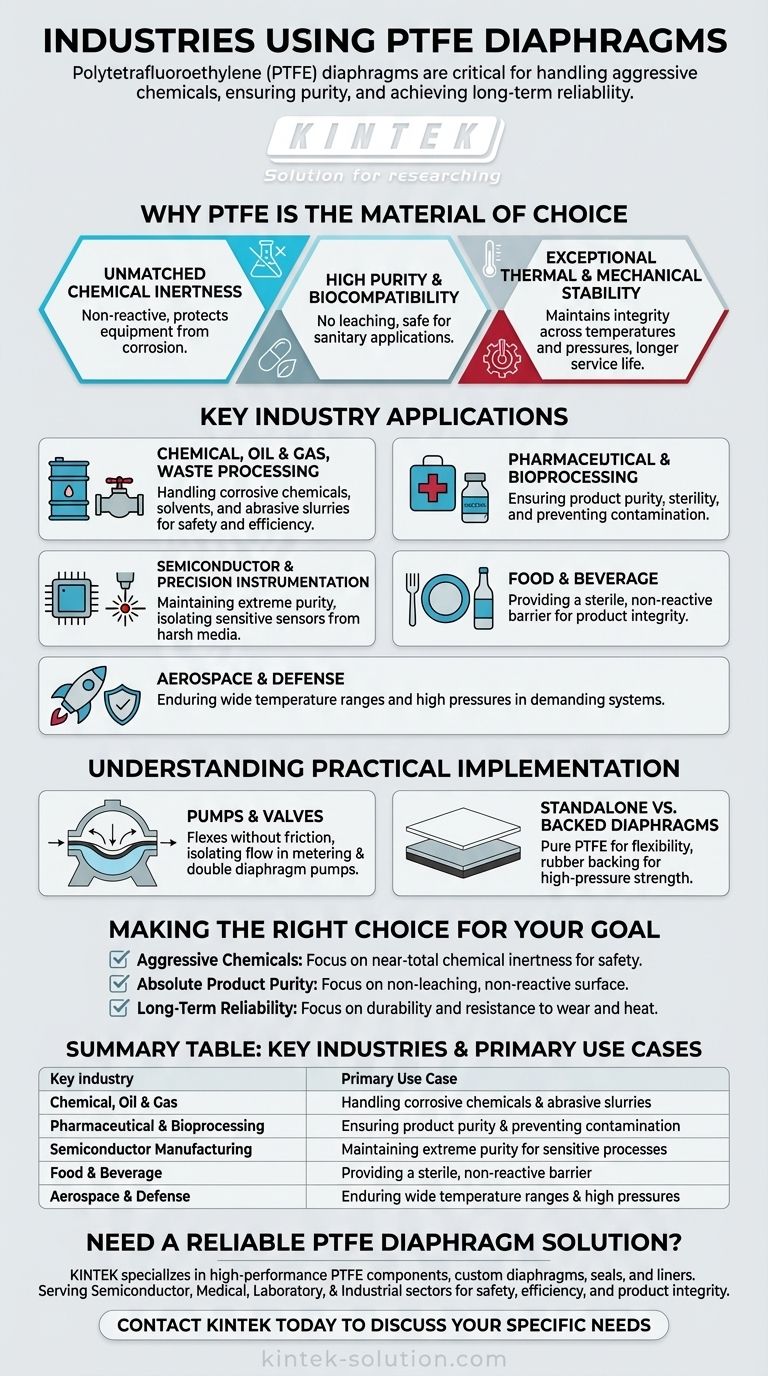
Kurz gesagt, Polytetrafluorethylen (PTFE)-Membranen werden in nahezu jeder Branche eingesetzt, in der der Umgang mit aggressiven Chemikalien, die Gewährleistung absoluter Reinheit oder die Erzielung langfristiger mechanischer Zuverlässigkeit von entscheidender Bedeutung ist. Sie sind grundlegende Komponenten in der chemischen Verarbeitung, der Pharmazie, der Bioprozessierung, der Halbleiterfertigung und der Lebensmittel- und Getränkeindustrie sowie in vielen anderen Bereichen.
Die weite Verbreitung von PTFE-Membranen hängt nicht von den Branchen selbst ab, sondern von den Problemen, die sie lösen. Die einzigartige Kombination von nahezu vollständiger chemischer Inertheit, hoher Reinheit und thermischer Stabilität macht PTFE zur Standardwahl für das Einschließen und Steuern von Substanzen, die andere Materialien zerstören oder durch diese verunreinigt würden.

Warum PTFE das Material der Wahl ist
Der Wert einer PTFE-Membran ergibt sich aus ihren grundlegenden Materialeigenschaften. Diese Merkmale machen sie einzigartig geeignet für die anspruchsvollsten Betriebsumgebungen.
Unübertroffene chemische Inertheit
PTFE ist gegenüber der überwiegenden Mehrheit industrieller Chemikalien, selbst bei erhöhten Temperaturen, nicht reaktiv. Dies macht es zu einem wesentlichen Barriermaterial in Anwendungen, bei denen hochkorrosive oder aggressive Substanzen gehandhabt werden.
Es verhindert den Abbau der Membran selbst und schützt die umgebende Ausrüstung vor Beschädigungen.
Hohe Reinheit und Biokompatibilität
Das Material ist von Natur aus rein und gibt keine Verunreinigungen an die Medien ab, mit denen es in Kontakt kommt. Dies ist eine nicht verhandelbare Anforderung in Branchen, in denen selbst Spuren von Verunreinigungen eine Produktcharge ruinieren oder die Sicherheit gefährden können.
Seine Biokompatibilität gewährleistet seine Sicherheit für den Einsatz in hygienischen Anwendungen, von der Lebensmittelverarbeitung bis zur Herstellung von Medizinprodukten.
Außergewöhnliche thermische und mechanische Stabilität
PTFE-Membranen behalten ihre Integrität und Flexibilität über einen weiten Bereich von Temperaturen und Drücken hinweg. Diese Stabilität ist entscheidend in der Luft- und Raumfahrt, der Verteidigungstechnik und in Hochleistungs-Industriepumpensystemen.
Diese Haltbarkeit führt direkt zu einer längeren Lebensdauer, wodurch Ausfallzeiten und Wartungskosten im Vergleich zu anderen Materialien reduziert werden.
Ein genauerer Blick auf wichtige Branchenanwendungen
Obwohl die Prinzipien universell sind, werden die spezifischen Gründe für die Verwendung von PTFE-Membranen deutlicher, wenn man sich einzelne Sektoren ansieht.
Chemie, Öl & Gas und Abwasserbehandlung
In diesen Branchen sind Membranen in Pumpen und Ventilen ständig korrosiven Chemikalien, Lösungsmitteln und abrasiven Schlämmen ausgesetzt. Die Fähigkeit von PTFE, diesem chemischen Angriff standzuhalten, gewährleistet Betriebssicherheit und Effizienz.
Sie sind die Kernkomponente, die den sicheren Umgang mit Substanzen ermöglicht, die sonst nicht handhabbar wären.
Pharmazie, Bioprozessierung sowie Lebensmittel & Getränke
Der Hauptantrieb hier ist die Verhinderung von Kontamination. PTFE-Membranen bieten eine sterile, nicht reaktive Barriere, die die Reinheit und Integrität des Endprodukts gewährleistet, sei es ein Impfstoff, ein Biopharmazeutikum oder ein Lebensmittelzusatzstoff.
Halbleiter und Präzisionsinstrumentierung
Die Herstellung von Halbleitern erfordert extreme Reinheit. PTFE-Membranen werden in Fluidhandhabungssystemen eingesetzt, um die Freisetzung von Partikeln oder Ionen zu verhindern, die Defekte in Mikrochips verursachen könnten.
In Präzisionsinstrumenten isolieren sie empfindliche Sensoren von rauen Medien und übertragen gleichzeitig präzise den Druck.
Verständnis der praktischen Implementierung
Eine PTFE-Membran ist nicht nur ein Stück Material; sie ist eine konstruierte Komponente, die als flexible, undurchlässige Barriere zwischen zwei Kammern fungiert.
Die Rolle in Pumpen und Ventilen
Sowohl in Dosierpumpen als auch in doppeltwirkenden Membranpumpen schwingt die Membran hin und her, um Flüssigkeit zu bewegen, ohne dass rotierende Teile mit dem Medium in Kontakt kommen. Die geringe Reibung und Haltbarkeit von PTFE sind perfekt für diese ständige mechanische Belastung.
In Membranventilen fungiert sie als Dichtungselement, das den Durchfluss vom Rest des Ventilmechanismus isoliert.
Eigenständige vs. verstärkte Membranen
Für maximale Flexibilität und Reinheit kann eine Membran aus reinem PTFE bestehen. Bei Hochdruckanwendungen wird jedoch häufig eine Gummischicht hinzugefügt.
Diese Verbundkonstruktion kombiniert die chemische Beständigkeit der PTFE-"benetzten" Seite mit der Festigkeit und Widerstandsfähigkeit der Gummischicht und bietet so eine robustere Lösung für anspruchsvolle mechanische Aufgaben.
Die richtige Wahl für Ihr Ziel treffen
Die Auswahl des richtigen Materials besteht darin, seine Eigenschaften an Ihren primären betrieblichen Bedarf anzupassen.
- Wenn Ihr Hauptaugenmerk auf dem Umgang mit aggressiven Chemikalien liegt: Die nahezu vollständige chemische Inertheit von PTFE ist sein wichtigstes Merkmal und garantiert Sicherheit und Langlebigkeit der Ausrüstung.
- Wenn Ihr Hauptaugenmerk auf der Gewährleistung absoluter Produktreinheit liegt: Die nicht auslaugende und nicht reaktive Oberfläche von PTFE ist entscheidend für Anwendungen in der Pharmazie, der Lebensmittelindustrie und bei Halbleitern.
- Wenn Ihr Hauptaugenmerk auf langfristiger Zuverlässigkeit in einem mechanischen System liegt: Die Haltbarkeit, geringe Reibung und Temperaturbeständigkeit von PTFE reduzieren Verschleiß und minimieren Ausfallzeiten in Pumpen und Ventilen.
Letztendlich sind PTFE-Membranen eine entscheidende Schlüsseltechnologie, die es modernen Industrien ermöglicht, sicher und effektiv unter Bedingungen zu arbeiten, die sonst unmöglich wären.
Zusammenfassungstabelle:
| Schlüsselindustrie | Hauptanwendungsfall |
|---|---|
| Chemie, Öl & Gas | Umgang mit korrosiven Chemikalien und abrasiven Schlämmen |
| Pharmazie & Bioprozessierung | Gewährleistung der Produktreinheit und Verhinderung von Kontaminationen |
| Halbleiterfertigung | Aufrechterhaltung extremer Reinheit für sensible Prozesse |
| Lebensmittel & Getränke | Bereitstellung einer sterilen, nicht reaktiven Barriere |
| Luft- und Raumfahrt & Verteidigung | Beständigkeit gegen weite Temperaturbereiche und hohe Drücke |
Benötigen Sie eine zuverlässige PTFE-Membranlösung für Ihre kritische Anwendung?
KINTEK ist spezialisiert auf die Herstellung von Hochleistungs-PTFE-Komponenten, einschließlich kundenspezifischer Membranen, Dichtungen und Auskleidungen. Unsere Expertise in der Präzisionsfertigung stellt sicher, dass Sie eine Komponente erhalten, die perfekt Ihren Anforderungen an chemische Inertheit, Reinheit und mechanische Zuverlässigkeit entspricht – egal, ob Sie einen Prototyp oder eine Großbestellung benötigen.
Wir bedienen die Sektoren Halbleiter, Medizin, Labor und Industrie, indem wir Komponenten liefern, die Sicherheit, Effizienz und Produktintegrität verbessern.
Kontaktieren Sie KINTEK noch heute, um Ihre spezifischen Bedürfnisse zu besprechen und herauszufinden, wie unsere PTFE-Lösungen Ihrem Betrieb zugutekommen können.
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifische PTFE- und Nitril-Membranpumpenkomponenten für anspruchsvolle Anwendungen
- PTFE-Hahn mit hoher Korrosionsbeständigkeit und Polytetrafluoroethylen-Ventil für Chemikalienlagertanks und Fluidtransfersysteme – anpassbar, industrielle Qualität
- Kundenspezifischer PTFE-Schertrichter mit Konstantdruck – korrosionsbeständig, niedriger Hintergrund, Laborglas für PFA-Kolben
- Korrosionsbeständiges PTFE-Polytetrafluorethylen-Ventil und anpassbares Labor-Fluid-Spende-Armatur für den Umgang mit aggressiven Chemikalien in industriellen Lagertanks und Kunststofffässern
- Hochreiner PTFE-Hahn Korrosionsbeständiger Polytetrafluorethylen-Fassventil Anpassbar für Labor-Chemieförderung
Andere fragen auch
- Was sind die Vorteile von PTFE-Membranen? Erreichen Sie unübertroffene chemische und thermische Beständigkeit
- Was sind die Hauptmerkmale von PTFE-Membranen? Maximale Leistung in anspruchsvollen Anwendungen
- Was ist der typische Temperaturbereich für PTFE-Membranen? Schlüsselfaktoren für optimale Leistung
- Sind PTFE-Membranen für alle chemischen Umgebungen geeignet? Die kritischen Grenzen, die Sie kennen müssen
- Was sind die gängigen Anwendungen für PTFE-Membranen auf dem chinesischen Markt? Schlüsselanwendungen in Chemie, Pharmazie & Halbleiter



















