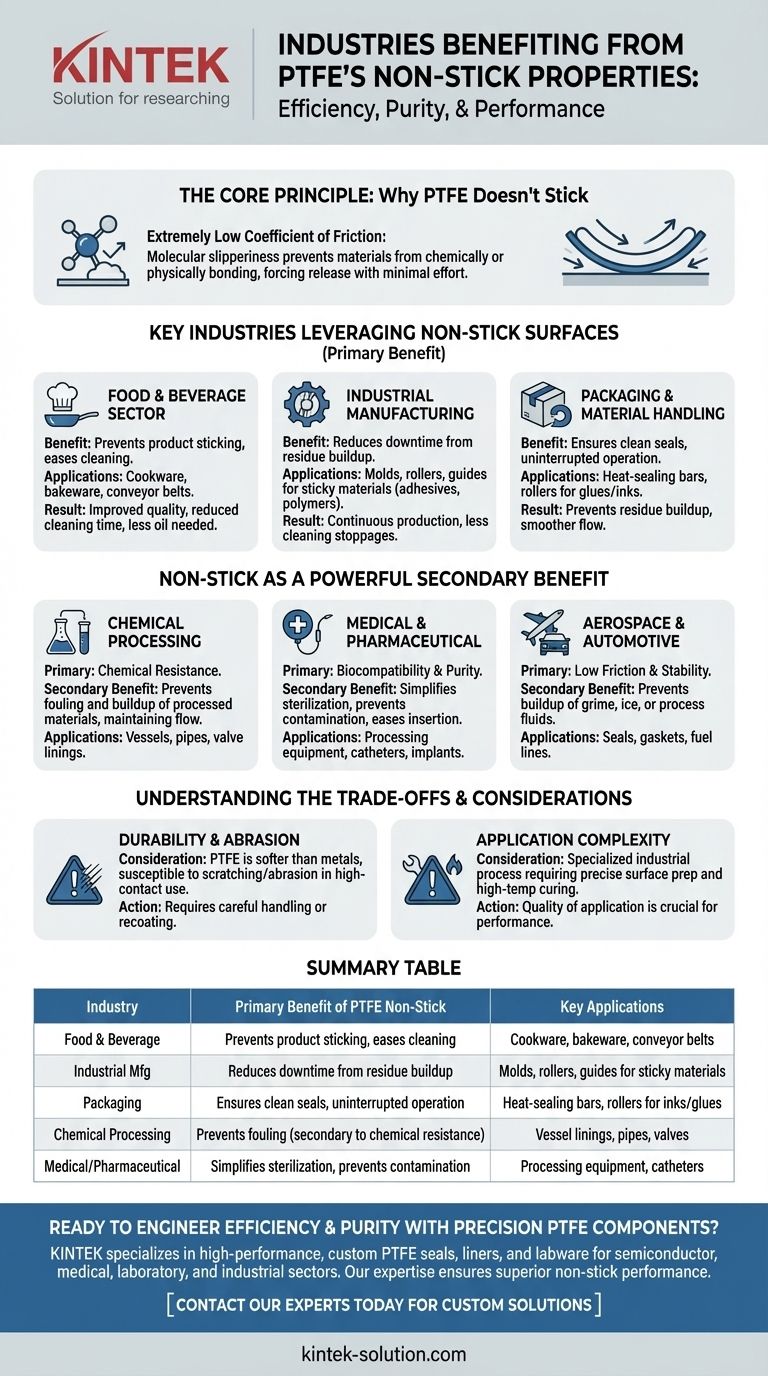
Im Kern werden die Antihafteigenschaften von Polytetrafluorethylen (PTFE) von jeder Branche genutzt, in der die Verhinderung des Materialanhaftens für Effizienz, Reinheit oder Leistung entscheidend ist. Die bekanntesten Nutznießer sind die Lebensmittel- und Getränkeindustrie, der industrielle Maschinenbau sowie der Verpackungssektor, da die Antihaftoberfläche die Reinigung vereinfacht, Produktabfälle reduziert und einen reibungsloseren Betriebsablauf gewährleistet.
Der wahre Wert der Antihafteigenschaft von PTFE liegt nicht nur darin, dass Materialien leicht abgleiten, sondern dass diese eine Eigenschaft direkt zu reduzierten Ausfallzeiten, höherer Produktqualität und vereinfachter Wartung in einem überraschend vielfältigen Spektrum industrieller Anwendungen führt.

Das Kernprinzip: Warum PTFE nicht haftet
Ein extrem niedriger Reibungskoeffizient
Die Wirksamkeit von PTFE beruht auf seinem einzigartig niedrigen Reibungskoeffizienten. Das bedeutet, dass sich nur sehr wenige Materialien chemisch oder physikalisch an seiner Oberfläche binden können.
Diese „Glattheit“ auf molekularer Ebene verhindert, dass alles, von Lebensmitteln bis hin zu Industrieharzen, Halt findet, und sorgt dafür, dass sie sich mit minimalem Aufwand lösen.
Schlüsselindustrien, die Antihaftoberflächen nutzen
Obwohl viele Sektoren PTFE wegen seiner anderen Eigenschaften wie chemischer Beständigkeit oder elektrischer Isolierung verwenden, nutzen diese Industrien speziell seine Antihaftnatur.
Der Lebensmittel- und Getränkesektor
Dies ist die bekannteste Anwendung. PTFE-Beschichtungen auf Kochgeschirr, Backformen und Förderbändern verhindern, dass Lebensmittel während der Verarbeitung und des Kochens haften bleiben.
Dies verbessert nicht nur die Qualität des Endprodukts, sondern reduziert auch drastisch die Reinigungszeit und den Bedarf an Trennmitteln wie Ölen oder Fetten.
Industrielle Fertigung
Im Maschinenbau werden Maschinenkomponenten wie Formen, Walzen und Führungen häufig mit PTFE beschichtet. Dies verhindert das Anhaften von Produkten, insbesondere bei klebrigen Materialien wie Klebstoffen, Polymeren oder Harzen.
Das Ergebnis ist ein kontinuierlicherer und effizienterer Produktionsprozess mit weniger Ausfallzeiten für die Reinigung verstopfter Anlagen.
Verpackung und Materialtransport
Verpackungsmaschinen, die Klebstoffe, Tinten oder Kunststofffolien verarbeiten, profitieren immens von der Antihaftoberfläche des PTFE.
Sie verhindert die Ansammlung von Rückständen auf Heißsiegelbalken, Walzen und Führungen und gewährleistet so saubere Siegel und einen unterbrechungsfreien Betrieb.
Wo Antihaftung ein starker sekundärer Vorteil ist
In einigen Industrien wird PTFE aus einem primären Grund wie chemischer Inertheit gewählt, aber seine Antihafteigenschaft bietet einen entscheidenden sekundären Vorteil.
Chemische Verarbeitung
Behälter, Rohre und Ventile in Chemieanlagen sind oft mit PTFE ausgekleidet, hauptsächlich wegen ihrer außergewöhnlichen Beständigkeit gegen korrosive Chemikalien.
Die Antihaftoberfläche ist ein wertvoller Bonus, da sie das Fouling (Anhaften) und die Ansammlung von verarbeiteten Materialien an den Innenflächen verhindert, wodurch der Durchfluss und die Reinheit erhalten bleiben.
Medizin- und Pharmabereich
PTFE wird für medizinische Geräte, Implantate und pharmazeutische Verarbeitungsanlagen hauptsächlich deshalb eingesetzt, weil es biokompatibel ist und eine hohe Reinheit gewährleistet.
Seine Antihaftnatur ist bei Anwendungen wie Kathetern entscheidend, um das Einführen zu erleichtern, und bei Verarbeitungsanlagen, um Kontaminationen zu verhindern und die Sterilisation zwischen den Chargen zu vereinfachen.
Luft- und Raumfahrt sowie Automobilindustrie
In diesen Sektoren wird PTFE häufig für Dichtungen, Dichtungsringe und Kraftstoffleitungen verwendet. Die Hauptantriebskräfte sind die geringe Reibung für Verschleißfestigkeit und die chemische Stabilität.
Ihre Antihafteigenschaft trägt jedoch zur Leistung dieser Komponenten bei, indem sie die Ansammlung von Schmutz, Eis oder Prozessflüssigkeiten verhindert.
Überlegungen zu den Kompromissen
Obwohl die Anwendung von PTFE wegen seiner Antihafteigenschaften wirkungsvoll ist, gibt es praktische Überlegungen, die berücksichtigt werden müssen.
Haltbarkeit und Abrieb
PTFE-Beschichtungen sind, insbesondere bei starkem Kontakt, weicher als Metalle und anfällig für Kratzer und Abrieb.
Beschädigungen der Oberfläche verringern mit der Zeit ihre Antihaftleistung, was eine sorgfältige Handhabung oder eine spätere Neu-Beschichtung erfordert, um die Wirksamkeit aufrechtzuerhalten.
Komplexität der Anwendung
Das Auftragen einer haltbaren und gleichmäßigen PTFE-Beschichtung ist ein spezialisierter industrieller Prozess. Er erfordert eine präzise Oberflächenvorbereitung und das Aushärten bei hohen Temperaturen, um eine korrekte Haftung und Leistung zu gewährleisten.
Dies ist keine einfache „Aufstreich“-Lösung, und die Qualität der Anwendung ist genauso wichtig wie das Material selbst.
Die richtige Wahl für Ihr Ziel treffen
- Wenn Ihr Hauptaugenmerk auf Produktreinheit und einfacher Reinigung liegt: PTFE ist der Industriestandard in der Lebensmittel-, Getränke- und Pharmaproduktion, um Materialanhaftung und Kontamination zu verhindern.
- Wenn Ihr Hauptaugenmerk auf Fertigungseffizienz und reduzierten Ausfallzeiten liegt: Die Anwendung von PTFE auf Maschinenteilen in Verpackungs- oder Produktionslinien verhindert direkt die Ansammlung von Rückständen, die zu Stillständen führt.
- Wenn Ihr Hauptaugenmerk auf der Handhabung korrosiver Materialien liegt: Wählen Sie PTFE wegen seiner chemischen Inertheit und Sie erhalten den starken sekundären Vorteil einer nicht anhaftenden, leicht zu reinigenden Oberfläche.
Letztendlich ist die Nutzung der Antihafteigenschaft von PTFE eine strategische Entscheidung, um Effizienz und Sauberkeit direkt in Ihren Prozess zu integrieren.
Zusammenfassungstabelle:
| Branche | Hauptvorteil der PTFE-Antihaftwirkung | Schlüsselanwendungen |
|---|---|---|
| Lebensmittel & Getränke | Verhindert Produktanhaften, erleichtert die Reinigung | Kochgeschirr, Backformen, Förderbänder |
| Industrielle Fertigung | Reduziert Ausfallzeiten durch Rückstandsbildung | Formen, Walzen, Führungen für klebrige Materialien |
| Verpackung | Gewährleistet saubere Siegel, unterbrechungsfreien Betrieb | Heißsiegelbalken, Walzen für Tinten/Klebstoffe |
| Chemische Verarbeitung | Verhindert Fouling (sekundär zur chemischen Beständigkeit) | Behälterauskleidungen, Rohre, Ventile |
| Medizin/Pharmazie | Vereinfacht die Sterilisation, verhindert Kontamination | Verarbeitungsanlagen, Katheter |
Bereit, Effizienz und Reinheit mit präzisen PTFE-Komponenten in Ihren Prozess zu integrieren?
Bei KINTEK sind wir auf die Herstellung von Hochleistungs-PTFE-Dichtungen, -Auskleidungen und -Laborgeräten nach Maß für die Halbleiter-, Medizin-, Labor- und Industriebranchen spezialisiert. Unsere Expertise stellt sicher, dass Ihre Komponenten die überlegene Antihaftleistung und chemische Beständigkeit liefern, die Ihre Anwendung erfordert, von Prototypen bis hin zu Großserienaufträgen.
Kontaktieren Sie noch heute unsere Experten, um Ihre spezifischen Anforderungen zu besprechen und herauszufinden, wie KINTEK's PTFE-Lösungen Ihre Ausfallzeiten reduzieren und die Produktqualität verbessern können.
Visuelle Anleitung
Ähnliche Produkte
- Hochreine PTFE-Dispersionsscheibe für die Lebensmittel- und Kosmetikverarbeitung Antihaft-Korrosionsbeständiges Großrührblatt Anpassbarer Fluoropolymer-Rührer
- PTFE-Dispersionsscheibe Lebensmittel- und Kosmetikklasse Nicht haftend Korrosionsbeständig Großes Rührpaddel Anpassbares Flügelrad
- Maßgeschneiderte PTFE-Verdampferschalen für verschiedene Anwendungen
- Maßgeschneiderte quadratische PTFE-Schalen für Industrie und Labor
- Korrosionsbeständige PTFE-Pharmaschaufel – antihaftende biopharmazeutische Materialschaufel für die Handhabung hochreiner Chemikalien
Andere fragen auch
- Wofür wird PTFE-Dispersion verwendet? Herstellung dünner, hochleistungsfähiger Beschichtungen und Folien
- Wie viele Variationen von PTFE-Scheiben gibt es und in welchen Parametern unterscheiden sie sich? Wählen Sie das richtige Material für Ihre Anwendung
- Was ist die chemische Formel und das Material der PTFE-Scheibe? Entfesseln Sie die Kraft des C₂F₄-Polymers
- Was ist PTFE-Dispersion und wie wird sie verwendet? Ein Leitfaden für Antihaftbeschichtungen & Chemikalienbeständigkeit
- Was ist die Dispersionsmethode zur Herstellung von PTFE und welche Produkte entstehen dabei? Ideal für dünne Beschichtungen und Folien