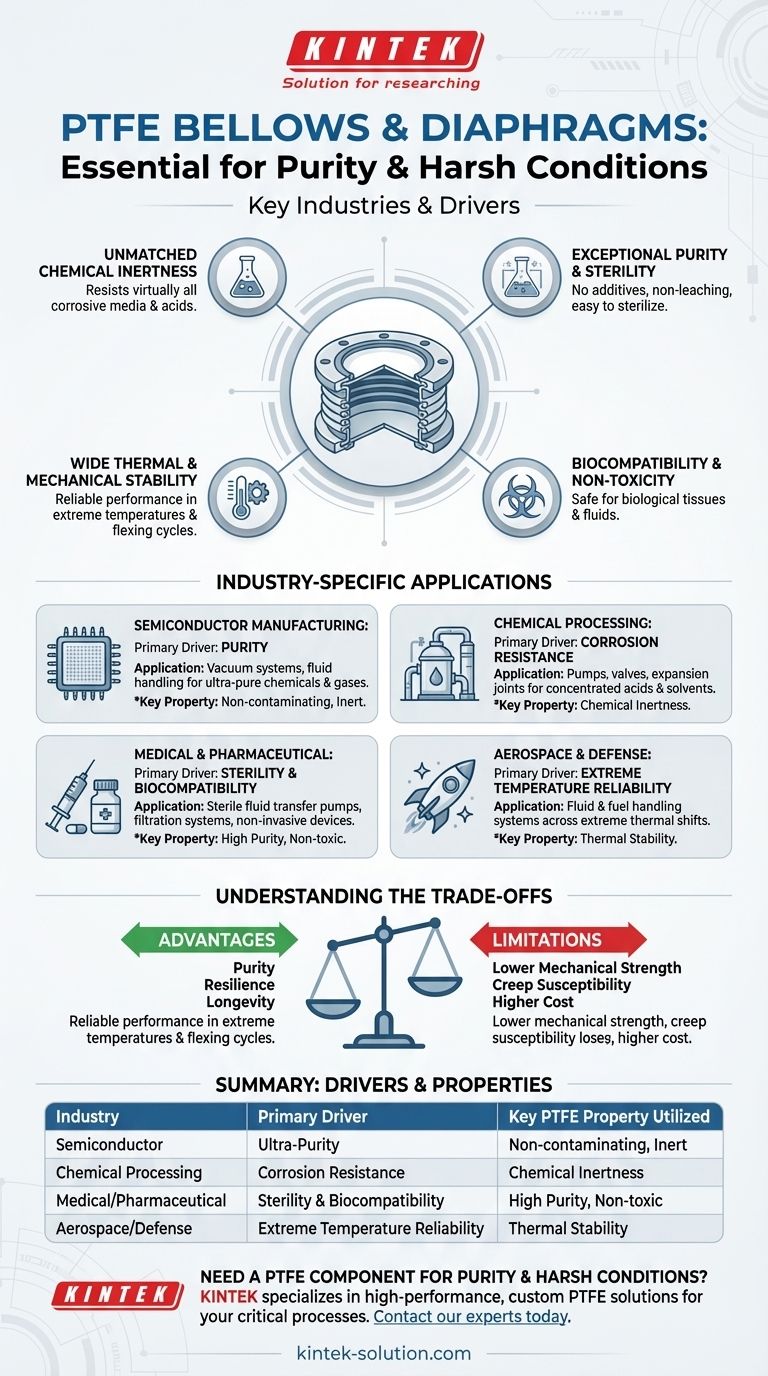
Kurz gesagt, PTFE-Bälge und -Membranen werden überwiegend in Industrien eingesetzt, in denen Prozessreinheit und Beständigkeit gegenüber rauen Bedingungen unerlässlich sind. Zu den Schlüsselbereichen gehören die Halbleiterfertigung, die chemische Verarbeitung, der medizinische und pharmazeutische Bereich sowie die Luft- und Raumfahrt, aufgrund der einzigartigen Kombination von chemischer Inertheit, hoher Reinheit, thermischer Stabilität und Biokompatibilität von PTFE.
Die Entscheidung für die Verwendung eines PTFE-Balg oder einer PTFE-Membran ist fast immer durch die Notwendigkeit motiviert, einen empfindlichen Prozess vor Kontamination zu schützen oder das Bauteil selbst vor einer korrosiven Umgebung zu bewahren. Ihre Auswahl signalisiert, dass Leistung und Zuverlässigkeit unter extremen Bedingungen die primären technischen Anliegen sind.

Die Kernmerkmale, die die Einführung vorantreiben
Um zu verstehen, warum diese spezifischen Industrien auf PTFE angewiesen sind, müssen wir zunächst die grundlegenden Eigenschaften des Materials betrachten. Diese Komponenten werden nicht für allgemeine Anwendungen ausgewählt; sie werden spezifiziert, wenn herkömmliche Materialien versagen würden.
### Unübertroffene chemische Inertheit
PTFE ist praktisch inert und reagiert nicht mit der überwiegenden Mehrheit der Industriechemikalien, Säuren und Basen. Dies macht es zur Standardwahl für Komponenten, die in direktem Kontakt mit hochkorrosiven oder aggressiven Medien stehen werden.
Diese Eigenschaft ist entscheidend in Pumpen, Ventilen und Reaktoren, wo Materialabbau zu katastrophalem Versagen und Prozesskontamination führen würde.
### Außergewöhnliche Reinheit und Sterilität
Hochreine PTFE-Qualitäten enthalten keine Additive, Weichmacher oder auslaugbare Komponenten, die eine Prozessflüssigkeit kontaminieren könnten. Dies ist eine absolute Anforderung in Industrien, in denen selbst Spuren von Verunreinigungen eine ganze Produktcharge ruinieren können.
Darüber hinaus ist seine glatte, porenfreie Oberfläche leicht zu reinigen und zu sterilisieren, was Bakterienwachstum und Kreuzkontamination verhindert.
### Breite thermische und mechanische Stabilität
PTFE behält seine Eigenschaften über einen sehr weiten Temperaturbereich bei und funktioniert zuverlässig sowohl unter kryogenen Bedingungen als auch in Hochtemperaturumgebungen.
Obwohl es nicht so steif wie Metall ist, machen seine Flexibilität und Haltbarkeit es ideal für die wiederholten Biegebewegungen, die von Bälgen und Membranen gefordert werden, und gewährleisten eine lange Betriebslebensdauer in anspruchsvollen Zyklen.
### Biokompatibilität und Ungiftigkeit
PTFE ist ungiftig und biokompatibel, was bedeutet, dass es keine unerwünschten Reaktionen hervorruft, wenn es mit biologischen Geweben oder Flüssigkeiten in Kontakt kommt. Dies hat es zu einem Standardmaterial für medizinische Implantate und Geräte gemacht, die in der pharmazeutischen Herstellung verwendet werden.
Branchenspezifische Anwendungsübersicht
Jede Branche nutzt eine spezifische Kombination der PTFE-Eigenschaften, um ihre einzigartigen Herausforderungen zu lösen.
### Halbleiterfertigung
In dieser Branche ist der Haupttreiber die Reinheit. Bälge werden in Vakuumsystemen und Flüssigkeitshandhabungsgeräten eingesetzt, um ultrareine Chemikalien und Gase zu isolieren und zu transportieren. Jede Kontamination durch die Komponente würde zu defekten Mikrochips führen, wodurch die Inertheit und die nicht auslaugende Natur von PTFE unerlässlich sind.
### Chemische Verarbeitung
Hier ist die entscheidende Anforderung die chemische Beständigkeit. PTFE-Bälge und -Membranen werden in Pumpen, Ventilen und Kompensatoren eingesetzt, die Substanzen wie konzentrierte Säuren und Lösungsmittel handhaben. Sie bieten eine flexible Dichtung, die chemischen Angriffen standhält, die Metalle und andere Kunststoffe zerstören würden.
### Medizin und Pharmazie
Der Fokus in diesem Sektor liegt auf Biokompatibilität und Sterilität. Membranen werden in Pumpen für den sterilen Flüssigkeitstransfer und in Filtrationssystemen verwendet, um sicherzustellen, dass das Produkt rein bleibt. Bälge können zum Schutz steriler Mechanismen oder als Komponenten in nicht-invasiven medizinischen Geräten eingesetzt werden.
### Luft- und Raumfahrt und Verteidigung
Für Luft- und Raumfahrtanwendungen sind thermische und mechanische Stabilität entscheidend. PTFE-Komponenten werden in Flüssigkeits- und Kraftstoffsystemen eingesetzt, die über extreme Temperaturschwankungen hinweg, vom Boden bis in große Höhen, zuverlässig funktionieren müssen. Ihre Zuverlässigkeit in kritischen Dichtungsanwendungen ist von größter Bedeutung.
### Präzisionsinstrumente
In wissenschaftlichen und analytischen Instrumenten werden PTFE-Komponenten zur Medienisolation verwendet. Ein PTFE-Balg kann einen empfindlichen Sensor von einer korrosiven Flüssigkeit isolieren, während er den Druck genau überträgt, wodurch die Reinheit der Probe und die Integrität der Messung gewährleistet werden.
Die Kompromisse verstehen
Obwohl PTFE eine außergewöhnliche Leistung bietet, ist es entscheidend, seine Grenzen zu verstehen, um eine fundierte Entscheidung zu treffen. Es ist eine technische Lösung für spezifische Probleme, keine universelle.
### Mechanische Einschränkungen
Im Vergleich zu Metallkomponenten weist PTFE eine geringere Zugfestigkeit und Steifigkeit auf. Es ist ohne Verstärkung nicht für Hochdruckanwendungen geeignet, da es sich unter erheblicher mechanischer Belastung verformen kann.
### Kriechneigung
Unter konstanter, anhaltender Last (insbesondere bei erhöhten Temperaturen) kann sich PTFE im Laufe der Zeit langsam verformen. Dieses Phänomen, bekannt als "Kriechen", muss bei der Konstruktion jeder Komponente unter konstantem mechanischem Druck berücksichtigt werden.
### Höhere Materialkosten
PTFE ist ein Hochleistungs-Polymer. Seine Anschaffungskosten sind höher als die vieler gängiger Elastomere oder Kunststoffe. Die Investition rechtfertigt sich durch seine lange Lebensdauer und die Vermeidung kostspieliger Ausfälle in kritischen Anwendungen.
Die richtige Wahl für Ihre Anwendung treffen
Die Eignung eines PTFE-Balg oder einer PTFE-Membran hängt vollständig von Ihrem primären technischen Ziel ab.
- Wenn Ihr Hauptaugenmerk darauf liegt, Kontaminationen zu verhindern und die Prozessreinheit zu gewährleisten: PTFE ist eine Industriestandardwahl, insbesondere in Halbleiter-, Medizin- und Pharmaanwendungen.
- Wenn Ihr Hauptaugenmerk auf der Handhabung hochkorrosiver oder aggressiver Medien liegt: Die chemische Inertheit von PTFE ist sein entscheidender Vorteil und macht es oft zur einzigen praktikablen Option.
- Wenn Ihr Hauptaugenmerk auf hoher mechanischer Festigkeit und Druckbeständigkeit liegt: Sie sollten prüfen, ob eine reine PTFE-Komponente ausreicht oder ob ein verstärktes Design oder ein alternatives Material wie Metall besser geeignet ist.
Letztendlich ist die Wahl von PTFE eine strategische Entscheidung, Reinheit und chemische Beständigkeit über alle anderen Bedenken zu stellen.
Zusammenfassungstabelle:
| Branche | Haupttreiber | Genutzte Schlüsseleigenschaft von PTFE |
|---|---|---|
| Halbleiter | Ultra-Reinheit | Nicht kontaminierend, Inert |
| Chemische Verarbeitung | Korrosionsbeständigkeit | Chemische Inertheit |
| Medizin/Pharmazie | Sterilität & Biokompatibilität | Hohe Reinheit, Ungiftig |
| Luft- und Raumfahrt/Verteidigung | Zuverlässigkeit bei extremen Temperaturen | Thermische Stabilität |
Benötigen Sie eine PTFE-Komponente, die Reinheit garantiert und rauen Bedingungen standhält?
Bei KINTEK sind wir spezialisiert auf die Herstellung von Hochleistungs-, kundenspezifischen PTFE-Komponenten – einschließlich Dichtungen, Bälgen, Auskleidungen und Laborgeräten – für die Halbleiter-, Medizin-, Labor- und Industriesektoren. Unsere Präzisionsfertigung und kundenspezifischen Fertigungsdienstleistungen, von Prototypen bis zu Großserien, stellen sicher, dass Sie eine zuverlässige Lösung erhalten, die genau auf Ihre Bedürfnisse zugeschnitten ist.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie unsere PTFE-Komponenten Ihre kritischen Prozesse schützen können.
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifische PTFE- und Nitril-Membranpumpenkomponenten für anspruchsvolle Anwendungen
- PTFE-Hahn mit hoher Korrosionsbeständigkeit und Polytetrafluoroethylen-Ventil für Chemikalienlagertanks und Fluidtransfersysteme – anpassbar, industrielle Qualität
- Kundenspezifischer PTFE-Schertrichter mit Konstantdruck – korrosionsbeständig, niedriger Hintergrund, Laborglas für PFA-Kolben
- Kundenspezifische PTFE-Hülsen und Hohlstäbe für fortschrittliche Anwendungen
- Kundenspezifisches Polytetrafluorethylen PTFE Konstantdruck-Tropftrichter Korrosionsbeständige Flüssigkeitssteuerungsbaugruppe mit Kompatibilität für Adapterstopfen
Andere fragen auch
- Was sind die Hauptmerkmale von PTFE-Membranen? Maximale Leistung in anspruchsvollen Anwendungen
- Was sind die Vorteile von PTFE-Membranen? Erreichen Sie unübertroffene chemische und thermische Beständigkeit
- In welchen Branchen werden PTFE-Membranen häufig eingesetzt? Für überlegene chemische Beständigkeit und Reinheit
- Wie werden PTFE-Membranen hergestellt? Erreichen Sie optimale Leistung für Ihre Anwendung
- Was ist der typische Temperaturbereich für PTFE-Membranen? Schlüsselfaktoren für optimale Leistung



















